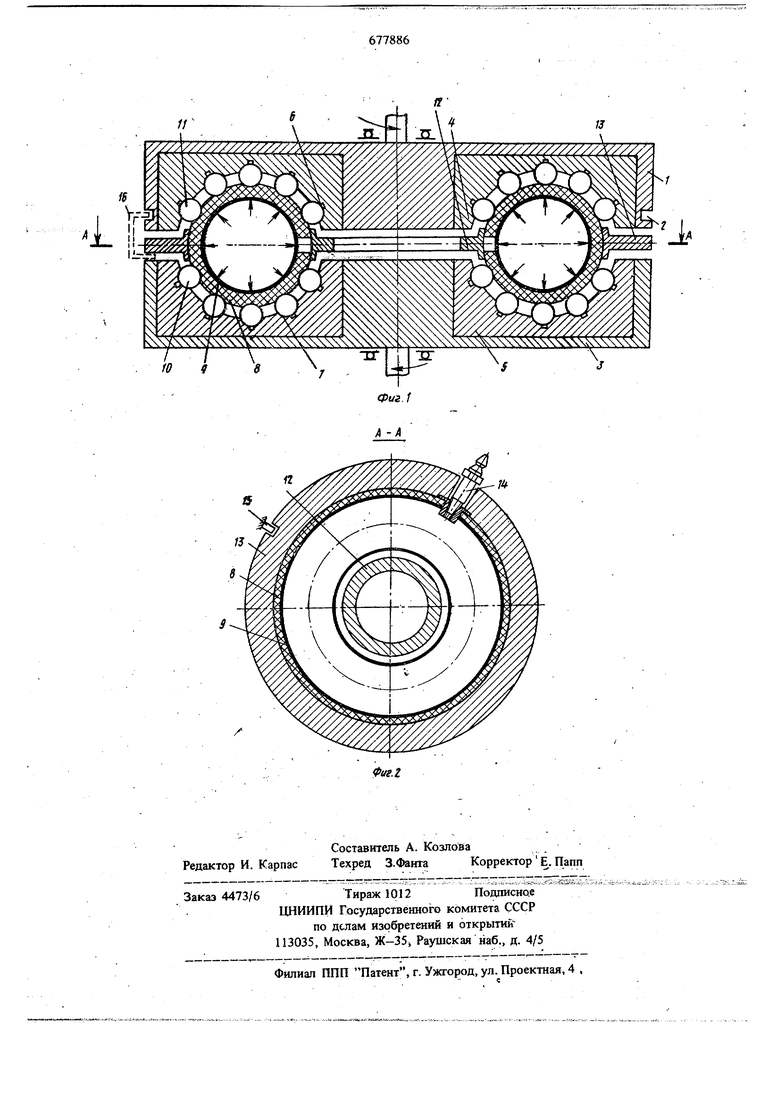
на внутренних полуторовых поверхностях, образованных На торцах рабочих инструментов, охватывающих торовый эластичный баллон 8 с камерой 9. Обрабатываемые шарики 10 и 11 раз мешены в канавках верхнего н нижнего рабочих инструментов. К тЬрЬ1юму баллЬну пр«с рёго1ёны внутреннее 12 и наружное 13 кольца. Для подвода среды под давленнем в камеру баллона предусмотрено устройство 14, а для предотвраи(ения от проворачивания торового баллона в процессе работы - фиксатор 15. Соединение верхнего диска с торовым баллоном при загрузке и выгрузке обрабатываемых шариков осуществляется с помощью скоб 16. Устройство работает следуюидам образом. Обрабатываемые шарики 10 укладываются в кольцевые канавки 7 инструмента 5 на стаИке снятых диске I и торовом баллоне 8; Заполнение щариками 11 кольцевых канавок 6 инструмента 4 производится вне станка. После заполнения шариками диск 1 собирается с торовым баллоном скобами 16, при зтом в камеру 9 под водится среда под давлением, меньшим рабочего после чего в собранном виде они поворачиваются рабочим тбрцом вниз и устанавливаются на станок соосно собранному с шариками 10 диску 3. Перед началом обработки снимаются скобы 16, фиксатор вводится в паз наружного коль ца 13, регулируется определенное расстояние между торцами дисков 1 и 3, поддерживаемое в процессе обработки постоянным, подводится в камеру 9 среда под давлением. Требуемая величина прижимного усилия, необходимого для обработки шариков, обеспечива ется за счет увеличения размеров под действием среды под давлением торового баллона 8. Диски 1 и 3 вращаются в разном направлении, при зтом обрабатьшаемые й1арики 10 и 11 обкатывак1тся раздельно в кольцевых канавках 6 и 7 инструментов 4 и 5 соответственно. После окончания обработки станок останавли вается, диск 1 собирается скобами 16 с наружным кольцом 13, и после отсоеданёнйя камеры 9 от среды под давлением н вывода фиксатора 15 диск 1 с торовым баллоном вьшосятся из зонь станка. Разгрузка щариков 11 кольцевых кана&ок 6 инструмента 4 производится вне стан ка. После выгрузки щариков 10 из .канавок 7 инструмента 5 При снятых диске 1 и торовом баллоне устройство может использоваться для обработки следующей партни щариков. Рабочие инструменты 4 и 5 изготовляются из перлитного или ферритного чугуна с повышенным содержанием фосфора для увеличения их зносостойкости. Они могут быть изготовлены также из чугуна -легированного оловом и титаном. При доводке шариков из мягких материа31ОЗ могут использоваться сплавы на основе меди, олова, свинца. Эластичность прижимного устройства исключает возможность появления динамических, ударных нагрузок в процессе обкатки, выэьщябмы обычно разноразмерностью обрабатываемых деталей, погрешностью их формы, погрешностями изготовления и сборки рабочей зоны устройства, имеющего жесткий прижимной диск. Торовый эластичный баллон 8, контактирующий с обрабатываемой поверхностью, изготавливается из кожи или заменителя. В качестве камеры 9 может использовагься обычная автомобильная камера. Обработка хиариков с использованием предлагаемого устройства ведется при наличии доводочной пасты, периодически наносимой на рабочие поверхности инструментов 4 и 5 перед загрузкой новой партии деталей. Состав паст выбирается в зависимости от материала и твердости обрабатываемых шариков и материала рабочих инструментов 4 и 5. Таким образом, устройство обеспечгаааег повышение геометрической точности обрабатываемых щариков, улучшение микрогеометрии обработанной поверхности и, в частности, из-з отсутствия жесткого металлического конта1кта с рабочими поверхностями инструмеита - снижение волнистости. Формула изобретения Устройство для беззлеваторной обработки шариков, выполненное в .e трех соосных дисков, два крайних из которых установлень: с возможнсктью вращения, отличающееся тем, что, с целью повышения точности о аботки, средаий диск выполяен в виде торового эластичного баллона, устшовляшого с возможностью изменения его размере с помощью среды, а обращенные друг к Hpyty поверхности крайних дисков также выполняю торовыми и зквидистантными нгруншой поверхности баллона, при этом канавки для размещения обрабатьгеаемых щариков расположены на упомянутых торовых поверхностях. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР N 522949, кл. В 24 В 11/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Устройство для обработки шариков | 1981 |
|
SU1013219A1 |
| Устройство для доводки шариков | 1975 |
|
SU528180A1 |
| Устройство для обработки шариков | 1977 |
|
SU738839A1 |
| Устройство для обработки шариков | 1978 |
|
SU831560A1 |
| Устройство для обработки шариков | 1983 |
|
SU1093498A1 |
| Станок для пневмоцентробежной обработки шариков | 1986 |
|
SU1397252A1 |
| Станок для шлифования шариков | 1940 |
|
SU61650A1 |
| Устройство для обработки шариков | 1983 |
|
SU1085774A1 |
| Способ обработки шариков | 1989 |
|
SU1738607A1 |
iZ
S
X
/4
