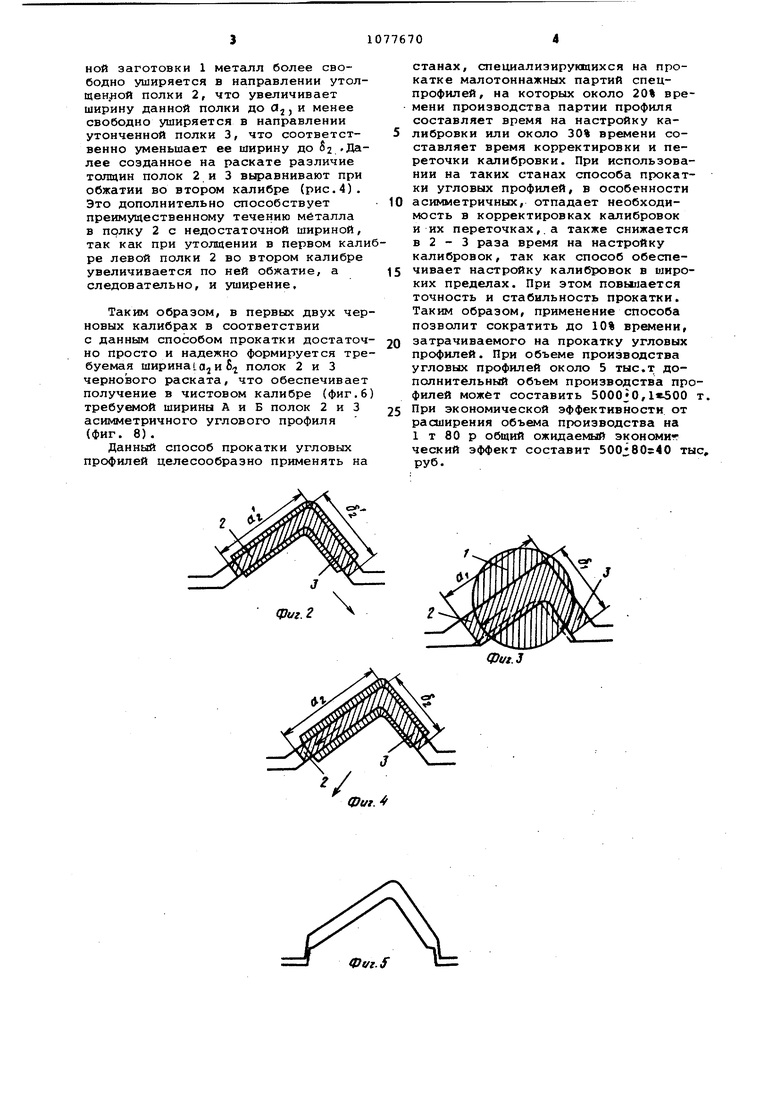
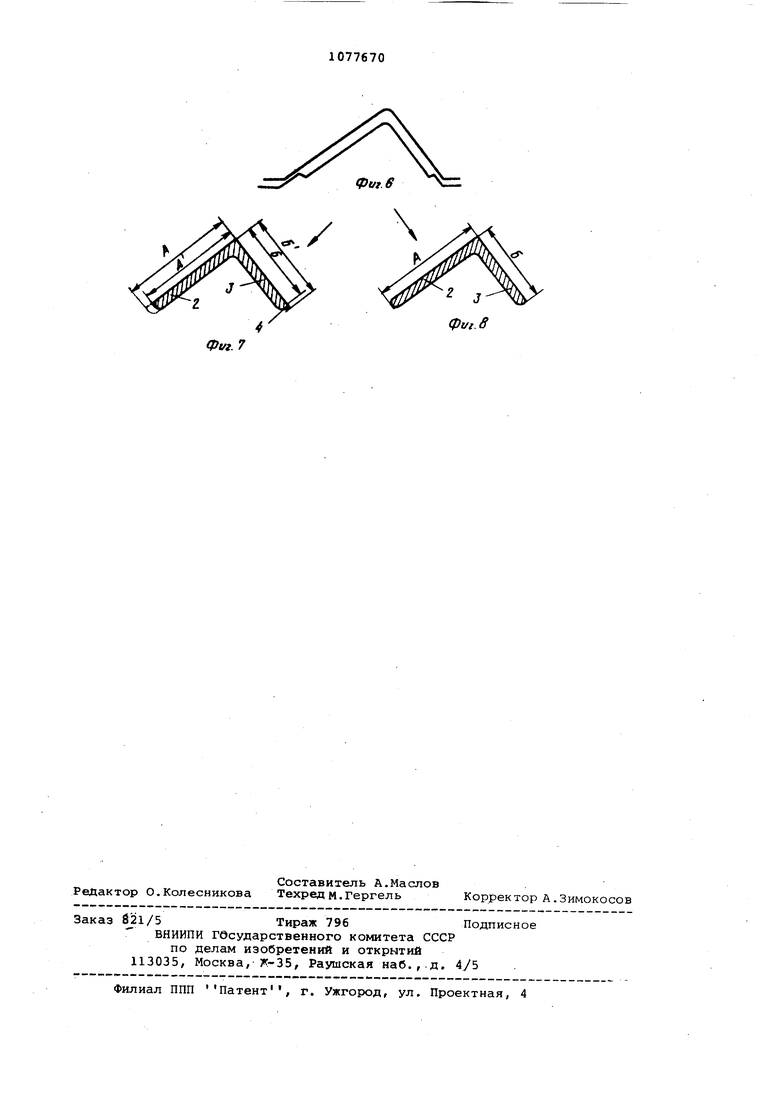
Изобретение относится к черной и цветной металлургии, а именно к прокатному производству, и может быть использовано при производстве угловых профилей, в том числе и аси метричных. Известен способ прокатки угловых профилей, включакщий прокатку профи лей в системе yrjioBHX калибров закрытого типа с чередованием разъемов черновых калибров ij . В процессе прокатки в черновых угловых калибрах закрытого типа при стесненном уширении формируются черновые угловые раскаты со строго определенной шириной полок, определяквдей ширину полок готового профиля. При возникновении отклонений ширины полок готового профиля осуществить требуемое изменение ширины полок чернового раската по этому способу невозможно ввиду постоянства ширины полок, формируемых в закрытых черновых калибрах. Наиболее близким к изобретению по технической сущности и достигаем му результату является способ прокатки угловых профилей, в том числе и асимметричных, включающий формирование чернового и углового раската в разрезных калибрах открытого типа и регулирование в них ширины полок чернового раската посред ством поперечного перемещения металла из полки с избыточной шириной в сторону полки с недостагадей шири|ной, при этом регулировку ширины полок чернового углового раската осуществляют соответствунедей установкой вводных и выводных линеек по ширине черновых калибров 2 . Основным недостатком этого способа является то, что необходимую регулировку ширины полок чернового углового раската сложно обеспечить поперечным смицением вводных и выводных линеек, а так как при этом возникают значительные нагрузки на линейки, то они быстро выходят из строя и не обеспечивают стабильност и высокую точность прокатки угловых профилей, в особенности асимметричных. Цель изобретения - повышение точ ности прокатки профиля. Поставленная цель достигается те что согласно способу прокатки угловых профилей, включающему формирова ние углового раската в черновых раз резных калибрах открытого типа и регулирование в них ширины полок ра ката перераспределением заполнякщего калибр металла от полки с избыточной шириной к полке с недостаточ ной шириной, регулирование осуществляют смещением одного из валков относительно другого в осевом напра лении, увеличивая при этом толщину полки с недостаточной шириной и уменьшая толщину полки с избыточной шириной, а затем выравнивают толщины полок в следующем угловом калибре. Это облегчает операцию регулирования и обеспечивает(больший диапазон возможного изменения ширины полок. На фиг. 1, 2 - черновые калибры и их заполнение при расчетных зазорах калибров; на фиг. 3,4 - черновые калибры и их заполнение при прокатке в соответствии с предложенным способом; на фиг. 5,6 - предчистовой и чистовой угловые закрытые Ксшибры; на фиг. 7,8 - угловые профили, получаемые при расчетной настройке черновых калибров и при корректировке в соответствии с предложенным способом. В процессе прокатки асимметричного углового профили в первых разрезных открытых калибрах осуществляется распределение металла исходной заготовки 1 по полкам 2 и 3 чернового раската (фиг. 1 и 2). Затем черновой раскат поступает в предчистовой и чистовой калибры закрытого типа (фиг. 5 и б), где окончательно формуется готовый профиль (фиг.7). При неправильном распределении металла исходной заготовки 1 по полкам 2 и 3 чернового раската и формировании во втором калибре (фиг.2), например, левой полки 2 с недостаточной шириной а2 и правой полки 3 с избыточной шириной (5 , в предчистовом и чистовом закрытых калибрах (фиг.5,6) формируется готовый профиль, у которого ширина А левой полки 2 недостаточна, а ширина Б правой полки 3 избыточна, о чем свидетельствует лампас 4 по кромке полки 3, Отмеченные отклонения в заполнении чистового калибра не обеспечивают получение профиля требуемой точности. Устранить их можно только с помощью соответствующего перераспределения металла исходной заготовки 1 по полкам 2 и 3 чернового раската и поперечного перемещения при этом металла из полки 3 с избыточной шириной и2 в сторони полки 2 с недрстаке1ей шириной., Согласно способу перемещение металла в черновых калибрах (фиг.3,4) осуществляется следующим образом. В первом калибре (фиг.З) осевым перемещением одного из валков увеличивают толщину левой полки 2,при этом одновременно уменьшается толщина правой полки 3. После указанного осевого перемещения валков при разрезании в первом калибре исходной заготовки 1 металл более свободно уширяется в направлении утолщен.ной полки 2, что увеличивает ширину данной полки до Oj, и менее свободно уширяется в направлении утонченной полки 3, что соответственно уменьшает ее ширину до Sj .Далее созданное на раскате различие толщин полок 2 и 3 выравнивают при обжатии во втором калибре (рис.4). Это дополнительно способствует преимущественному течению металла в полку 2 с недостаточной шириной, так как при утолщении в первом калире левой полки 2 во втором калибре увеличивается по ней обжатие, а следовательно, и уширение,
Таким образом, в первых двух черновых калибрах в соответствии с данным способом прокатки достаточно просто и надежно формируется требуемая ширина La, и 8 полок 2 и 3 чернового раската, что обеспечивает получение в чистовом калибре (фиг.6) требуемой ширины А и Б полок 2 и 3 асимметричного углового профиля (фиг. 8).
Данный способ прокатки угловых профилей целесообразно применять на
2
г
станах, специалиэируквдихся на прокатке малотоннажных партий спецпрофилей, на которых около 20% времени производства партии профиля составляет время на настройку калибровки или около 30% времени составляет время корректировки и переточки калибровки. При использовании на таких станах способа прокатки угловых профилей, в особенности асимметричных, отпадает необходимость в корректировках калибровок и их переточках,, а также снижается в 2 - 3 раза время на настройку калибровок, так как способ обеспечивает настройку калибровок в широких пределах. При этом повынается точность и стабильность прокатки. Таким образом, применение способа позволит сократить до 10% времени, затрачиваемого на прокатку угловых профилей. При объеме производства угловых профилей около 5 тыс.т дополнительный объем производства профилей может составить , При экономической эффективности от расширения объема производства на 1 т 80 р общий ожидаемый экономи ческий эффект составит 500 80s40 ты руб.
Фиг. 4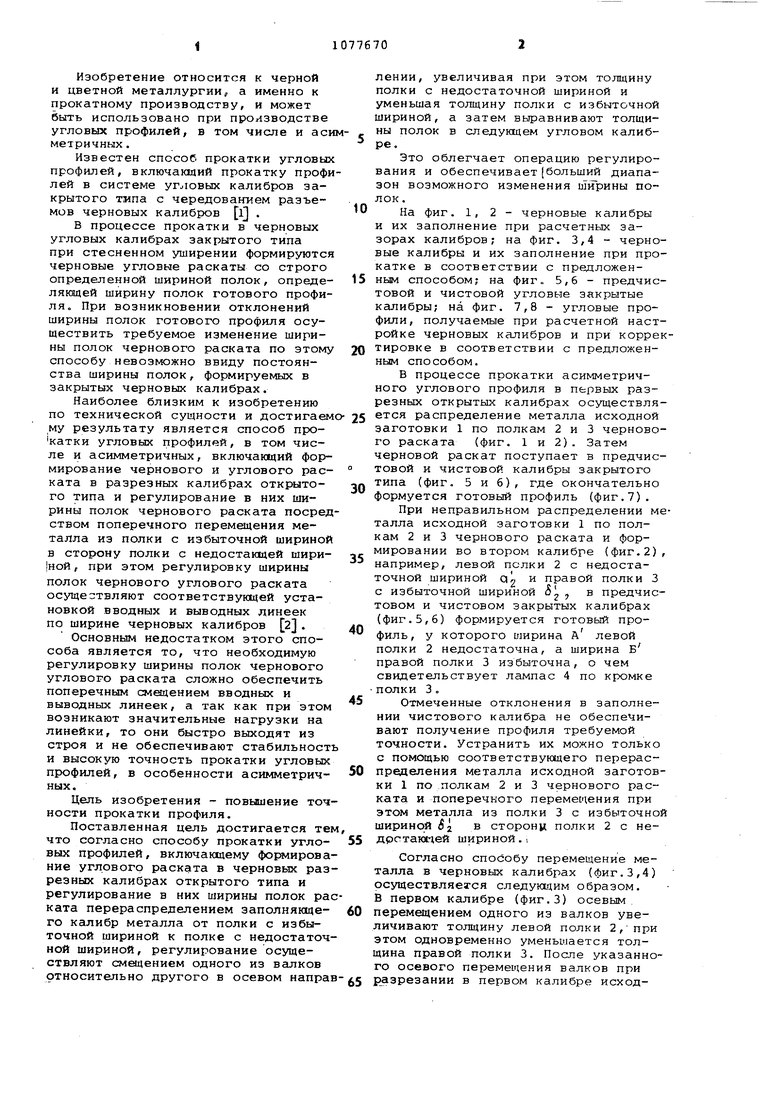
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки угловых профилей | 1982 |
|
SU1077671A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Способ прокатки асимметричных угловых профилей | 1987 |
|
SU1433510A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 2004 |
|
RU2254178C1 |
| Способ прокатки угловых профилей | 1987 |
|
SU1424878A1 |
СПОСОБ ПРОКАТКИ УГЛОВЫХ ПРОФИЛЕЙ, в том числе аси1 метричных, включающий формирование углового раската в черновых разрезных калибрах открытого типа и регулирование в них ширины полок раската перераспределением заполняющего калибр металла от полки с избыточной шириной, к полке с недостаточной шириной, о тличающийся тем, что, с целью повыиения точности прокатки профиля, регулирование осуществляют смещением одного из валков относительно другого в осевом направлении, увеличивая при этом толщину полки с недостаточной шириной ид уменьшая толщину полки с избыточной шириной, а затем выравнивают толщиСЛ ну полок в следукадем угловом калибре.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грицук .Н.Ф | |||
| и др | |||
| Производство сортового проката в широком сортаменте | |||
| М., Металлургия, 1973, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чекмарев А.П | |||
| и др | |||
| Калибровка прокатнЕлх валков | |||
| М., Металлургия , 1971, с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |
