Изобретение относится к станкостроению, в частности к транспортным системам автоматических линий, и может быть использовано для межстаночного транспортирования и накопления деталей типа блока шестерен, первичного и вторичного валов коробки перемены передач.
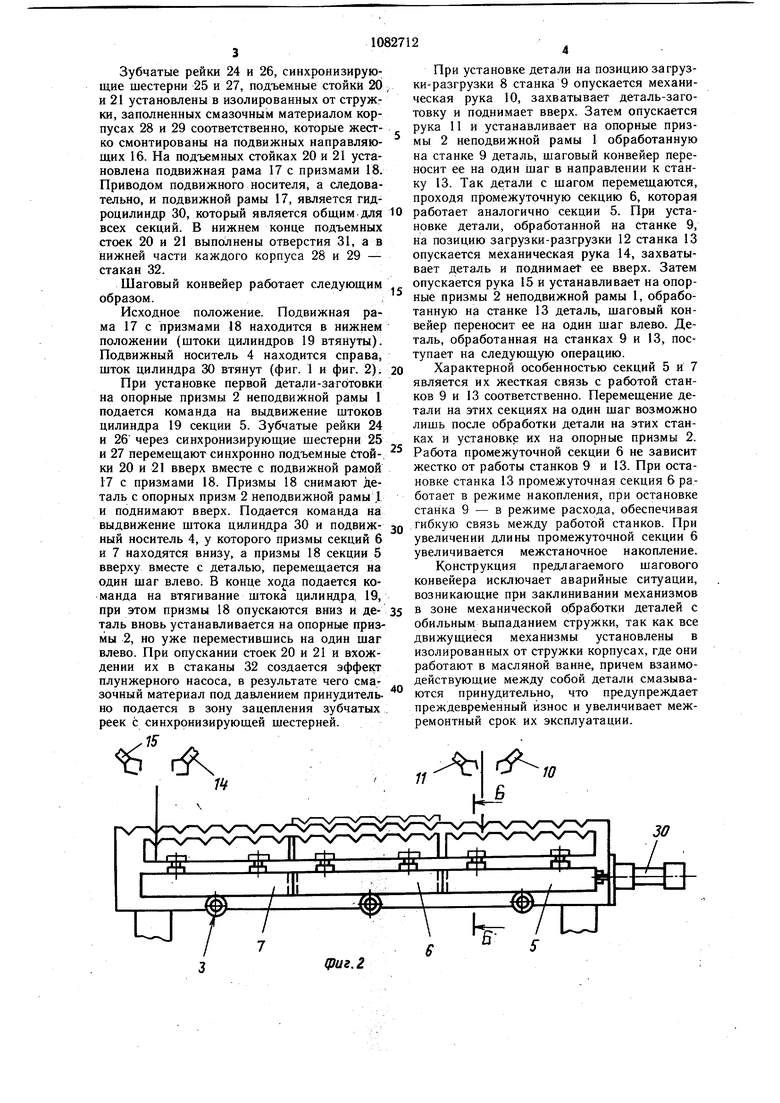
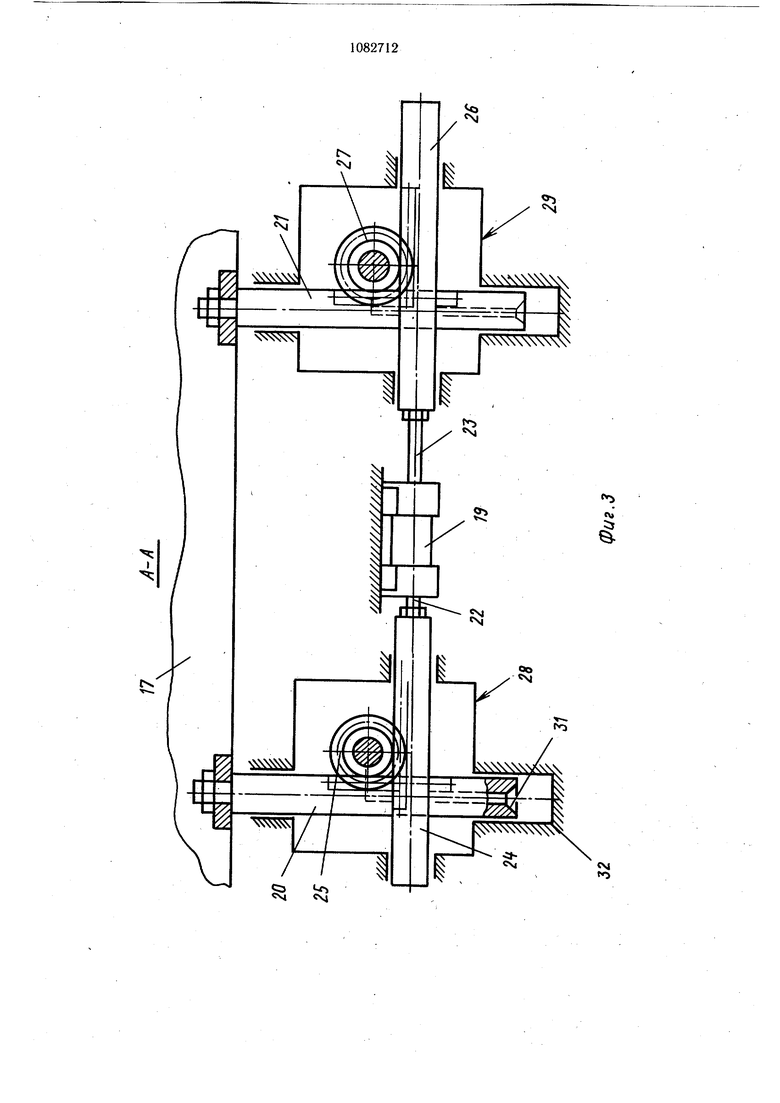
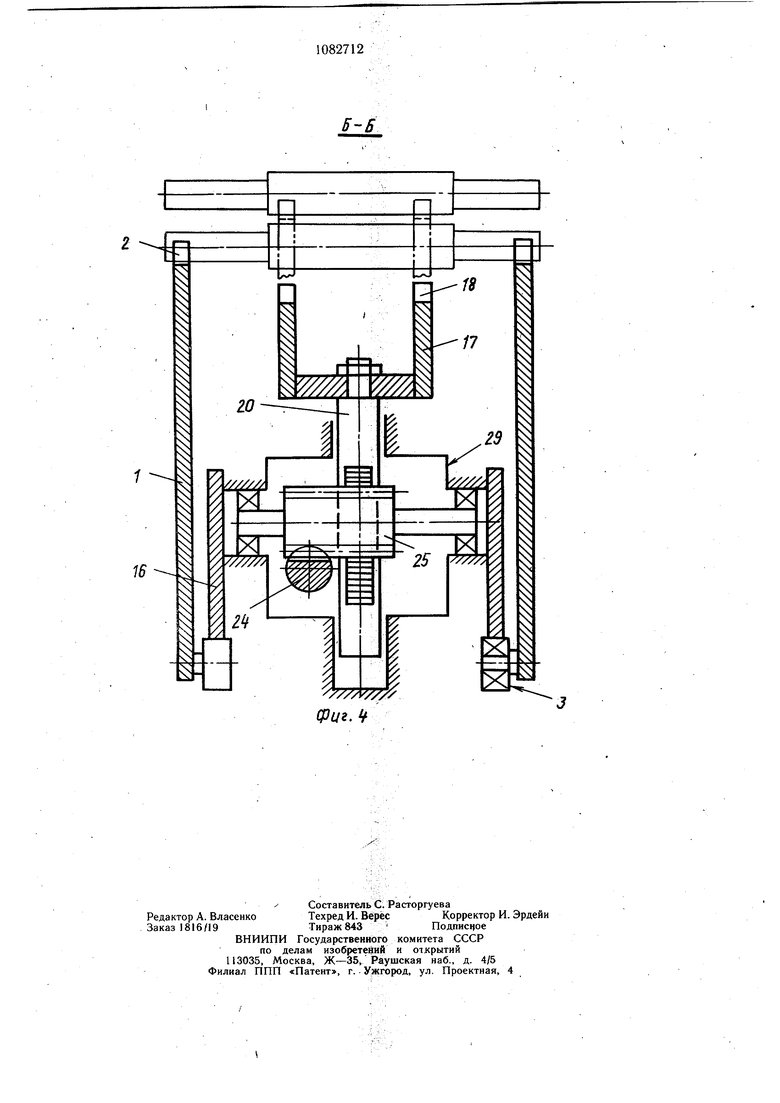
Известен шаговый конвейер автоматических линий, включаюш,ий механизмы подъема опускания и продольного перемещения штанг, опирающихся на ролики, при этом JQ механизм подъема-опускания выполнен в виде рейки, находящейся в зацеплении с шестернями, закрепленными на осях, на которых жестко закреплены кривошипы с установленными на них опорными роликами для щтанг 1. Недостаток указашюго конвейера состоит в том, что рейка проходит вдоль всего конвейера и не защищена от попадания на нее инородных тел, что приводит к забивке ее рабочей поверхности, в результате надежность работы конвейера снижается. Наиболее близким к предлагаемому является шаговый конвейер, содержащий неподвижную и подвижную рамы, привод подъема подвижной рамы, выполненный из силового цилиндра, шток которого соединен с основной , зубчатой рейкой, подъемных стоек, каждая из которых имеет зубчатую рейку, и синхронизирующих щестерней, каждая из которых входит в зацепление с зубчатой рейкой соответствующей подъемной стойки, и привод перемещения цодвижной рамы 2. Недостаток известного конвейера состоит в том, что привод подъема подвижной рамы содержит дополнительно ряд силовых цилиндров подъема, при этом имеются специальные приспособления, обеспечивающие синхронность работы указанных выше силовых цилиндров и подъемных стоек. Кроме того, подъемные стойки, основная зубчатая рейка и синхронизирующие шестерни не защищены от попадания пыли и грязи, при этом отсутствует принудительная смазка зубчатых соединений. Указанные недостатки снижают надежность работы конвейера. Цель изобретения - повышение надежности работы конвейера. Указанная цель достигается тем, что в шаговом конвейере, содержащем неподвижную и подвижную рамы, привод подъема подвижной рамы, выполненный из силового цилиндра, основной шток которого соединен с основной зубчатой рейкой, подъемных стоек, каждая из которых имеет зубчатую рейку, и синхронизирующих шестерней, каждан из которых входит в зацепление с зуб-. чатой рейкой соответствующей подъемной стойки, и привод перемещения подвижной рамы, привод подъема снабжен дополнительной зубчатой рейкой, а силовой цилиндр установлен на подвижной раме между жестко закрепленными на ней подъемными стойками и выполнен с дополнительным штоком, который соединен с дополнительной зубчатой рейкой, входящей в зацепление с синхронизирующей шестерней, при этом привод подъема снабжен смонтированными на подвижной раме заполненными смазочным мате риалом корпусами, в каждом из которых размещены подъемная стойка, синхронизирующая шестерня и зубчатая рейка, а в нижней части каждого корпуса выполнен стакан, в котором установлена соответствующая подъемная стойка, выполненная с отверстием для подвода смазочного материала в зону зацепления зубчатых реек привода подъема подвижной рамы с синхронизируюшей шестерней. На фиг. 1 показан конвейер со станками, общий вид сверху; на фиг. 2 - шаговый конвейер, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2. Шаговый конвейер состоит из неподвижной рамы 1 с установленными на ней с определенным шагом опорными призмами 2, роликами 3, по которым соверщает горизонтальные перемещения подвижный носитель 4. Подвижный носитель выполнен в виде секций 5-7. Секция 5 имеет позицию загрузки-разгрузки 8 станка 9 с портальным манипулятором (не показан) с .механическими руками загрузки 10 и разгрузки И. Секция 7 имеет позицию за грузки-разгруз,.-.. . .... -rjr-Tjки 12 станка 13 с портальным манипулятором (не показан) с механическими руками загрузки 14 и разгрузки 15. Секция 6 является промежуточной и служит для межстаночного транспортнрования и накопления деталей. Промежуточных секций может быть несколько, в зависимости от расстояния между стенками и длины секций. Каждая. секция, например 5, состоиу из подвижных направляющих 16, на которых смонтирована подвижная рама 17 с установленными на, ней призмами 18. Привод подъема подвижной рамы 17 выполнен в виде силового цилиндра 19, жестко закрепленного на подвижных направляющих 16 между подъемными стойками 20 и 21, каждая из которых имеет зубчатую рейку, при этом силовой цилиндр 19 выполнен с основным штоком 22 и дополнительным 23. Основной шток 22 соединен с основной зубчатой ррйкой 24, входящей в зацепление с синхронизирующей шестерней 25, которая, в свою очередь, входит в зацепление с подъемной стойкой 20. Дополнительный шток 23 соединен с допо|лнительной зубчатой рейкой 26, входящей в зацепление с синхронизируюц1ей щестерней 27, которая, в свою очередь, входит в зацепление с зубчатой рейкой подъемной стойкой 21. Зубчатые рейки 24 и 26, синхронизирующие шестерни 25 и 27, подъемные стойки 20 и 21 установлены в изолированных от стружки, заполненных смазочным материалом корпусах 28 и 29 соответственно, которые жестко смонтированы на подвижных направляющих 16. На подъемных стойках 20 и 21 установлена подвижная рама 17 с призмами 18. Приводом подвижного носителя, а следовательно, и подвижной рамы 17, является гид1- ,..««.... -vA. .ш А } Л «. i v-yj. i г.JЦ роцилиндр 30, который является общим для всех секций. В нижнем конце подъемных стоек 20 и 21 выполнены отверстия 31, а в нижней части каждого корпуса 28 и 29 - стакан 32. Шаговый конвейер работает следующим образом. Исходное положение. Подвижная рама 17 с призмами 18 находится в нижнем положении (щтоки цилиндров 19 втянуты) Подвижный носитель 4 находится справа, щток цилиндра 30 втянут (фиг. 1 и фиг. 2), При установке первой детали-за готовки на опорные призмы 2 неподвижной рамы 1 подается команда на выдвижение штоков цилиндра 19 секции 5. Зубчатые рейки 24 и 26 через синхронизирующие шестерни 25 и 27 перемещают синхронно подъемные Стойки 20 и 21 вверх вместе с подвижной рамой 17 с призмами 18. Призмы 18 снимают деталь с опорных призм 2 неподвижной рамы .1 и поднимают вверх. Подается команда на выдвижение щтока цилиндра 30 и подвижиый носитель 4, у которого призмы секций 6 и 7 находятся внизу, а призмы 18 секции 5 вверху вместе с деталью, перемещается на один шаг влево. В конце xo|ta подается ко манда на втягивание щтока цилиндра, 19, при этом призмы 18 опускаются вниз и деталь вновь устанавливается на опорные призмы 2, но уже переместившись на один шаг влево. При опускании стоек 20 и 21 и вхождении их в стаканы 32 создается эффект плунжерного насоса, в результате чего смазочный материал под давлением принудительно подается в зону зацепления зубчатых реек с синхронизирующей щестерней. При установке детали на позицию загрузки-разгрузки 8 станка 9 опускается механическая рука 10, захватывает деталь-заготовку и поднимает вверх. Затем опускается рука 11 и устанавливает на опорные призмы 2 неподвижной рамы 1 обработанную на станке 9 деталь, шаговый конвейер переносит ее на один шаг в направлении к станку 13. Так детали с шагом перемещаются, проходя промежуточную секцию 6, которая . ,yj 11 L/v/iiv-Л4. у i VTil V Л/ ,rliU J I JIJon работает аналогично секции 5. При установке детали, обработанной на станке 9, на позицию загрузки-разгрузки 12 станка 13 опускается механическая рука 14, захватывает деталь и пoднимaet ее вверх. Затем опускается рука 15 и устанавливает на опорные призмы 2 неподвижной рамы 1, обработанную на станке 13 деталь, шаговый конвейер переносит ее на один шаг влево. Деталь, обработанная на станках 9 и 13, поступает на следующую операцию. Характерной особенностью секций 5 и 7 является их жесткая связь с работой станков 9 и 13 соответственно. Перемещение детали на этих секциях на один шаг возможно лишь после обработки детали на этих станках и установке их на опорные призмы 2. Работа промежуточной секции 6 не зависит жестко от работы станков 9 и 13. При остановке станка 13 промежуточная секция 6 работает в режиме накопления, при остановке станка 9 - в режиме расхода, обеспечивая ....... . ..,.r , гибкую связь между работой станков. При увеличении длины промежуточной секции 6 увеличивается межстаночное накопление, Конструкция предлагаемого шагового конвейера исключает аварийные ситуации, возникающие при заклинивании механизмов в зоне механической обработки деталей с обильным выпаданием стружки, так как все движущиеся механизмы установлены в изолированных от стружки корпусах, где они работают в масляной ванне, причем взаимодействующие между собой детали смазываются принудительно, что предупреждает преждевременный износ и увеличивает межремонтный срок их эксплуатации.
2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1974 |
|
SU543579A1 |
| Шаговый конвейер | 1988 |
|
SU1546366A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Шагающий конвейер БНЧ-2 | 1982 |
|
SU1090638A1 |
| ЩИЙ КОЙВЁЙЁР для ТРАНСПОРТИРОВАНИЯ И | 1968 |
|
SU232114A1 |
| Автоматическая линия механической обработки корпусных деталей | 1990 |
|
SU1720837A1 |
| Шаговый конвейер | 1989 |
|
SU1645214A2 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| Шаговый конвейер | 1977 |
|
SU747777A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
ШАГОВЫЙ КОНВЕЙЕР, содержащий неподвижную и подвижную рамы, привод подъема подвижной рамы, выпол ненный из силового цилиндра, основной шток которого соединен с основной зубчатой рейкой, п,одъемных стоек, каждая из которых имеет зубчатую рейку, и синхронизирующих шестерней, каждая из которых входит в зацеплеиие с зубчатой рейкой соответствующей подъемной стойки, и привод перемещения подвижной рамы, отличающийся тем, что, с целью повышения надежности работы конвейера, привод подъема снабжен дополнительной зубчатой рейкой; а силовой цилиндр установлен на подвижной раме между жестко закрепленными на ней подъемными стойками и выполнен с дополнительным штоком, который соединен с дополнительиой зубчатой рейкой, входящей в зацеплеиие с синхронизирующей шестерней, при этом привод подъема снабжен смонтированными на подвижной раме заполненными смазочным материалом корпусами, в каждом из которых размещены подъемная стойка, синхронизирующая uiecтерня и зубчатая рейка, а в нижней части каждого корпуса вьшолнен стакан, в котором установлена соответствующая подъемная стойка, выполненная с отверстием для подвода смазочного материала в зону зацепления зубчатых реек привода подъема подвижной рамы с синхронизирующей шестерней.
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1971 |
|
SU416300A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вейсман В | |||
| Ф | |||
| Шагающие конвейеры, М., «Машиностроение, 1976, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
