(54) АБТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКИХ ЛИНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для гальванических линий | 1984 |
|
SU1232708A1 |
| Автооператор для гальванических линий | 1981 |
|
SU1044685A1 |
| Автооператор для гальванических линий | 1981 |
|
SU947232A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1989 |
|
SU1696612A1 |
| Автооператор для гальванических ванн | 1989 |
|
SU1768671A1 |
| Приспособление для установки деталей | 1990 |
|
SU1763141A1 |
| Устройство для подвески деталей в гальванических ваннах | 1987 |
|
SU1444404A1 |
| Установка для очистки изделий | 1990 |
|
SU1756381A1 |
| Автооператор для гальванических линий | 1980 |
|
SU952704A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
1
Изобретение относится к гальванотехнике и может быть использовано в гальванических цехазс различных промьшленных предприятий, в частности в линиях размерной химической обработки крупногабаритных деталей.
Наиболее близким к предлагаемому по технической сущности и достигаемо,му результату является автооператор для гальванических линий, содержащий раму с опорными катками, на вертикальные направляющие стоек которых опираются ролики каретки, привод горизон тального перемещения автооператора и привод вертикального перемещения кареток. Перемещение каретки по вертикали происходит посредством троса, укладывающегося в винтовую нарезку барабана привода вертикального перемещения, причем барабан выполнен в зиде двух усеченных конусов 1 .
Недостатки известного автооператора - ненадежность в работе, сложность и громоздкость, а также невозможность добиться плавности вертикального перемещения кареток с обрабатываемыми деталями в ванне, что сни жает качество обработки деталей и тех нологические возможности.
Целью изобретения является повышение качества обработки путем обеспечения плавной регулировки скорости . вертикального перемещения деталей в ванне.
10
Поставленная цель достигается тем, что в автооператоре,содержащем направляющие пути, раму с опорными каретками, механизмы вертикального перемеыеыия каретки и горизонтального
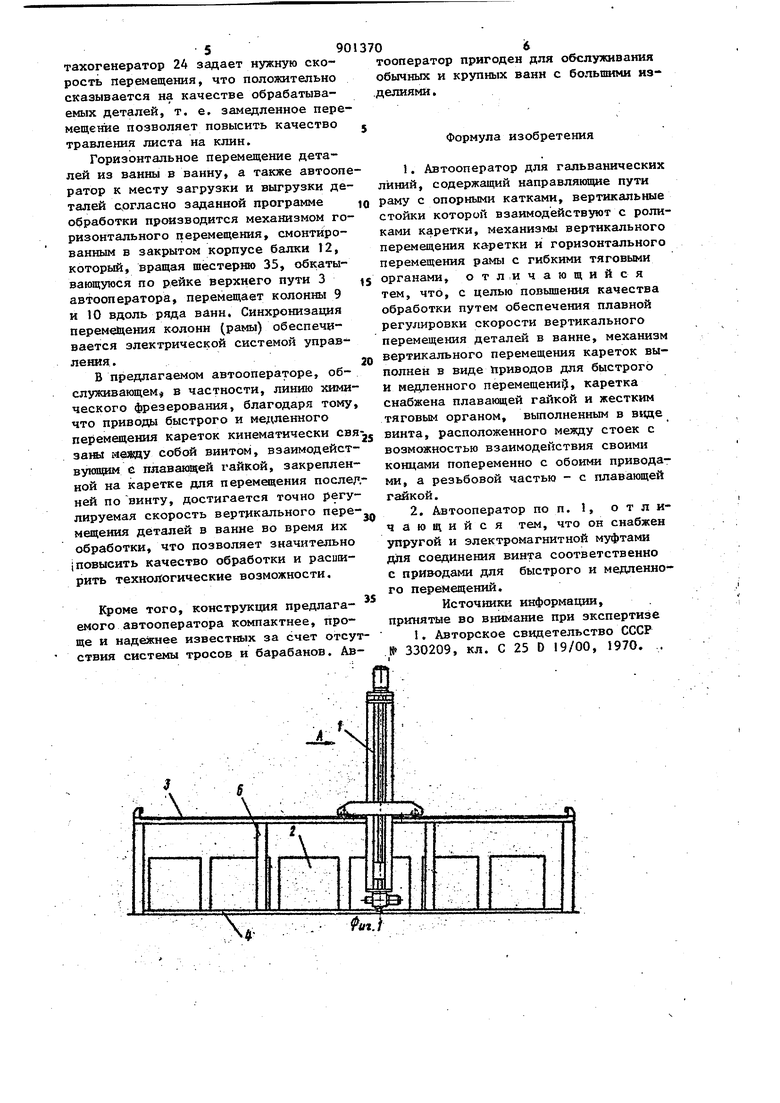
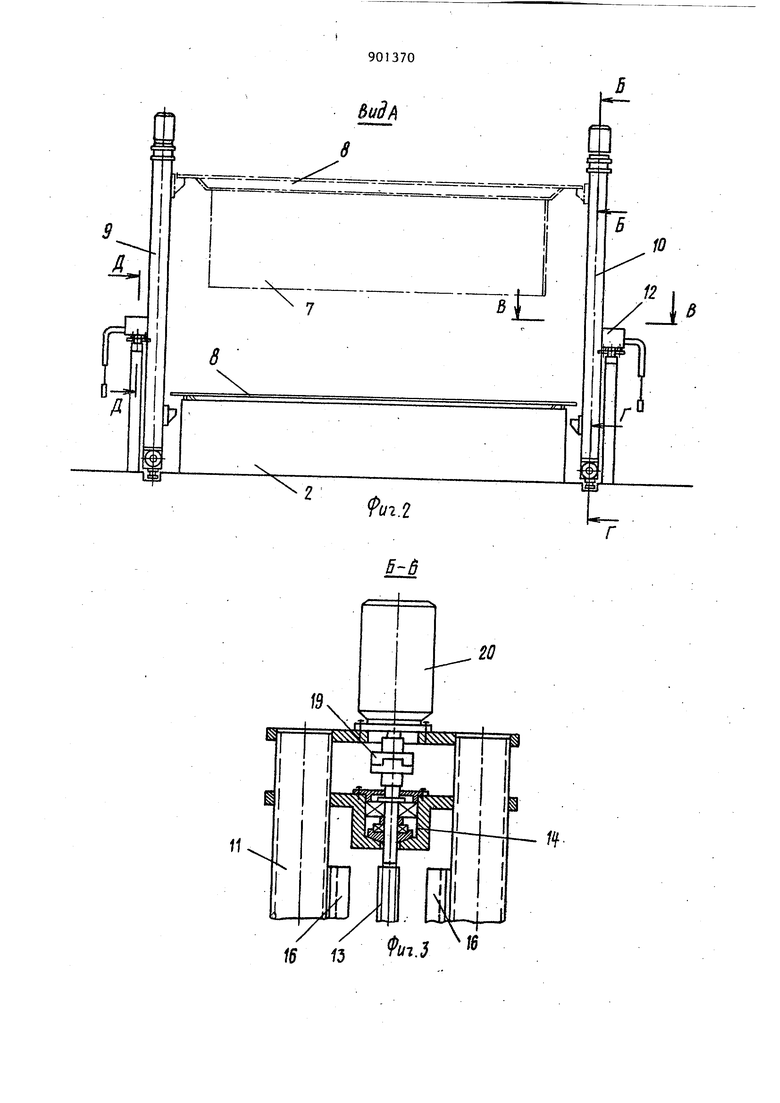
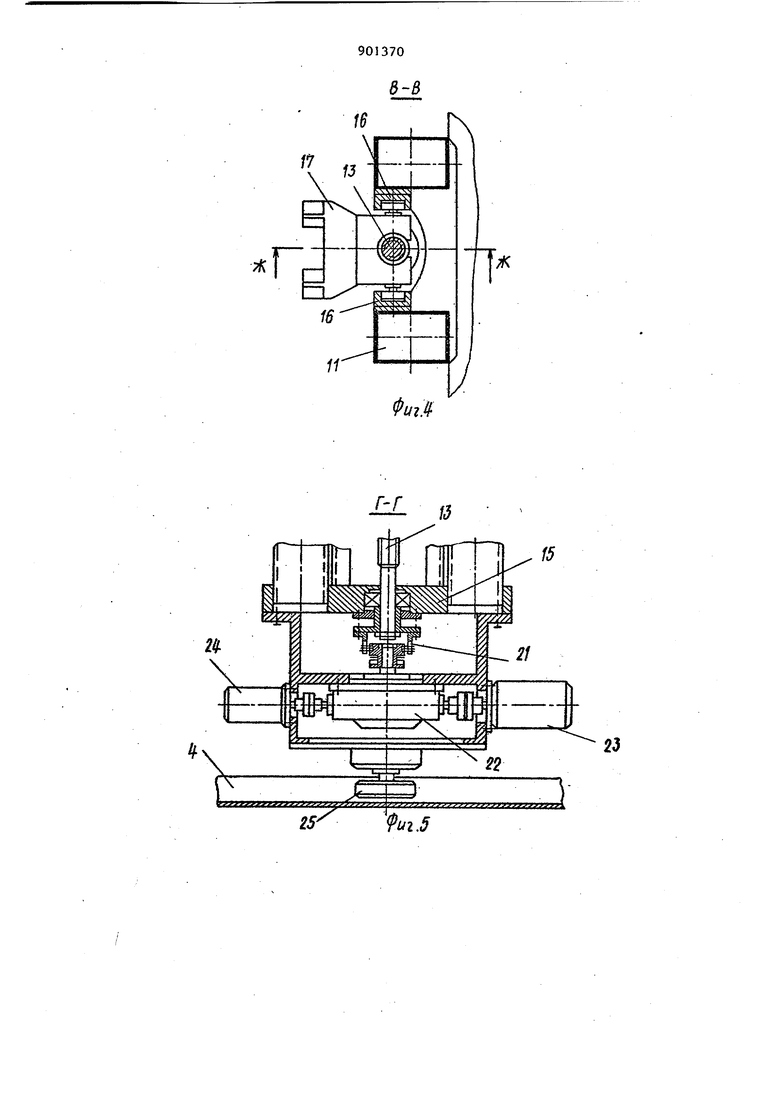
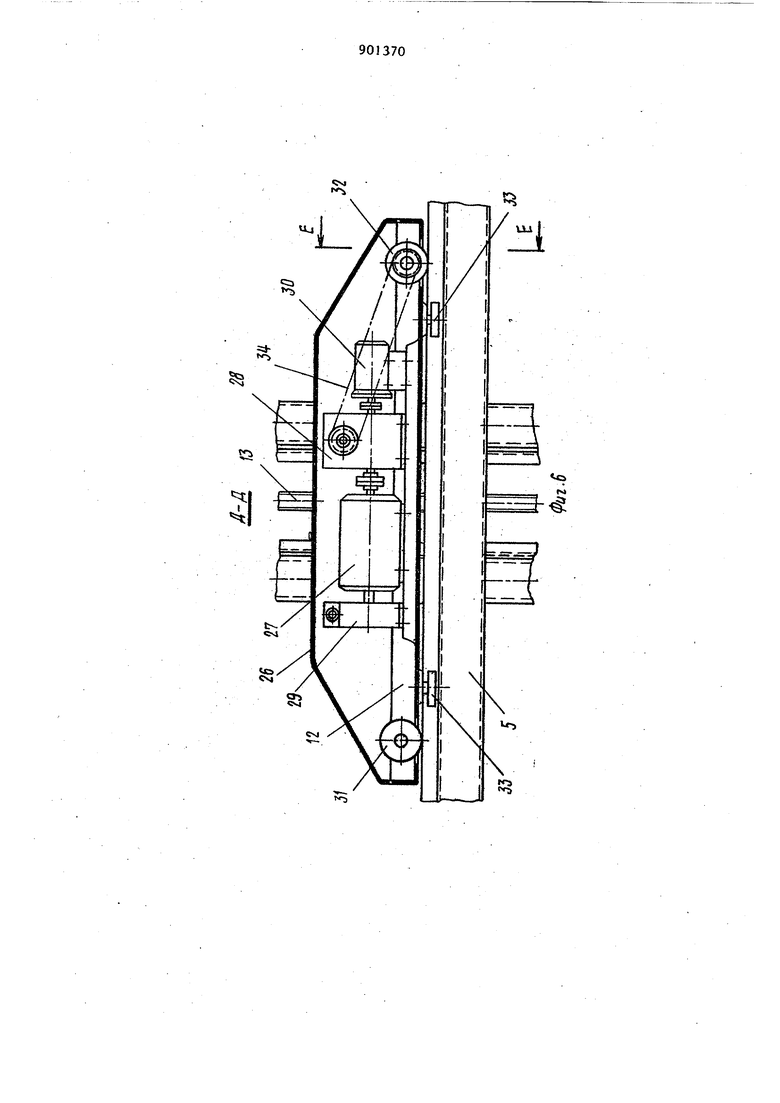
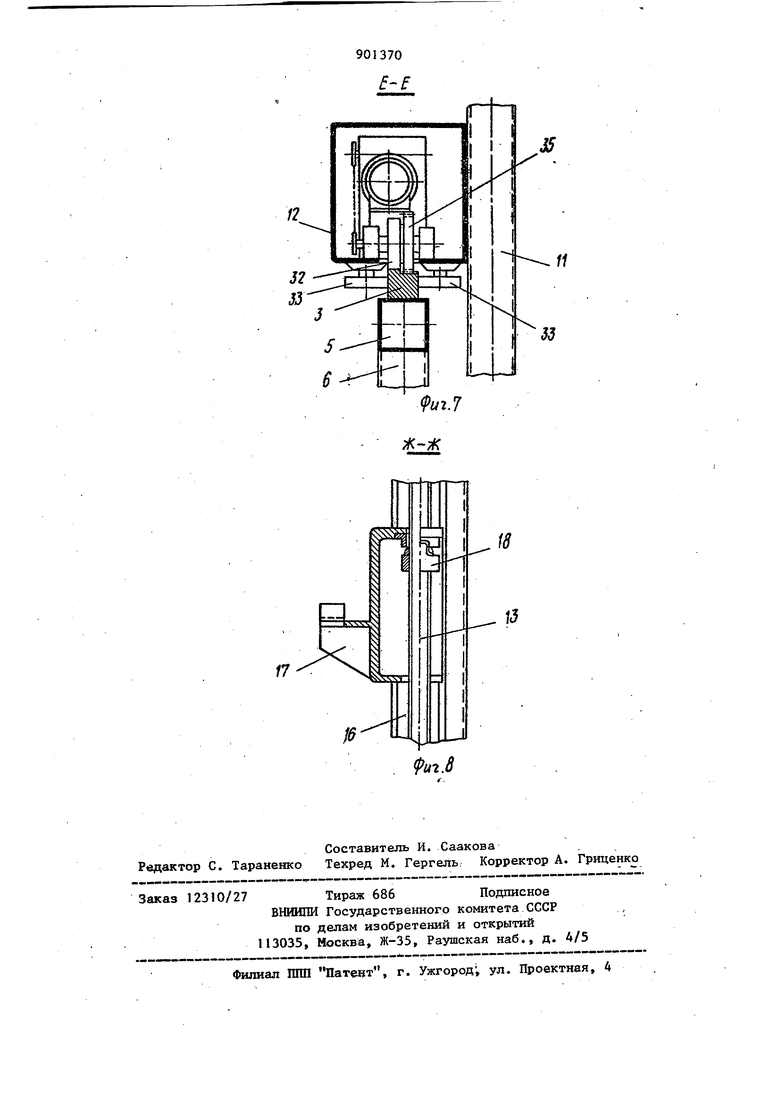
15 перемещешш рамы.с гибкими тяговыии органами, механизм вертикального перемещения кареток выполнен в виде приводов для быстрого и медленного перемещений, каретка инабжегна плава20ющей -гайкой и жестким тяговым органом, выполненным в виде винта, расположешуого между стоек с возможностью взаимодействия своими концами 39 попеременно с обоими приводами, а резьбовой частью - с плавающей гайкой, Автооператор снабжен упругой и электромагнитной муфтами для соединения винта соответственно с приводами для быстрого и медленного перемещений. На фиг. 1 изображен предлагаемый автооператор,.общий вид; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 2; на фиг. 6 - сечение Д-Д на фиг, 2; на фиг. 7 - сечение Е-Е на фиг. 6; на фиг. 8 - сечение Ж-Ж на фиг. 4. Автооператор 1 является составной частью линии размерной химической об работки (в частности линии химическо го фрезерования крупногабаритных деталей) и обслуясивает ряд ванн, входя щих в эту линию. Перемещение автооператора вдоль ванн 2 осуществляется по верхним 3 и 1шжним 4 путям, причем верхние пути 3 закрепле -1Ы на балках 5, смонтированных на металлоконструкции 6. Для подвески обрабатываемых деталей 7 в автооператоре имеется траверсйа 8. Автооператор состоит из двух меха нически не связанных между собой колонн 9 и 10. Каждая колонна состоит из двух стоек 11, образующих раму и прикрепленные к ездовой балке 12. По оси стоек I1 вертикально расположен 13, закрепленный в п,одщипниковых узлах 14 и 15. По всей длине сто ек 11 к ним прикреплены направляющие 16, по которым перемещается на роликах к аретка 17, имеющая ложементы для свободной установки траверсы 8 с деталями 7. На каретке 17 закреплена плавающая гайка 18, взаимодействующа с винтом 13 и обеспечивающая перемещение каретки по винту. Верхний конец винта 13 через упру гую муфту 19 соединяется с электродвигателем 20 быстрого подъема и опу кания каретки, а нижний конец винта через электромагнитную муфту 21 и червячный редуктор 22 соединяется с электродвигателем 23 медленного подт ема и опускания каретки. Другой конец быстроходного вала редуктора 22 соединяется с тахогенератором 24 для регулировки скорости 4 подъема и опускания каретки в режиме химфрезерования изделия на клин или конус. На нижнем конце стоек 11 расположен опорный ролик (каток) 25, перемещающийся по нижнему пути 4 и предохраняющий автооператор от опрокидывания . Для горизонтального перемещения автооператора из ванны в ванну имеется закрытый блок приводных механизмов, смонтированный в литом корпусе ездовой балки 12, закрытый крышкой 26, в котором расположен привод перемещеьшя автооператора, состоящий из электродвигателя 27, редуктора 28, тормоза 29, тахогенератора 30. Кор- пус установлен на двух опорных колесах 31 и 32, из которых одно колесо 32 является приводным, и на четырех поддерживающих колесах 33. Передача вращения на приводное колесо 32 производится через цепную передачу 34 от редуктора 28. Приводное колесо 32 расположено соосно с шестерней 35, которая обкатывается по рейке, совмещенной с верхним путем 3, перемещает автооператор. Автооператор работает следующим образом. При подъеме или опускании деталей 7 в ванну 2 автоматически с пульта управления включается электродвигатель 20 быстрого подъема и опускания каретки 17. Винт 13 вращается и гайка 18, закрепленная на каретке, перемещается по винту и тянет за собой каретку 17, на которой установлена траверса В с деталями 7. Каретка также одновременно перемещается и по направляющим 16, которые разгружают винт от действия радиальных нагрузок (винт в этом случае испытьюает только осевые нагрузки, а изгибающий момент врспринимают направляющие каретки). При быстром перемещении каретки 17 электромагнитная муфта 21 находится в разомкнутом состоянии, При процессе химического фрезерования деталей, в частности на клин или конус, когда по технологии требуется небольшая и точно регулируемая вертикальная скорость перемещения обрабатываемых деталей в ванне, электродвигатель 20 отключается, автоматически включаются электромагнитная муфта 21, электродвигатель 23 и тахогенератор 24. Винт 13 обеспечивает плавное перемещение каретки 17 с деталями, а 5901 тахогенератор 24 задает нужную скороста перемещения, что положительно сказывается на качестве обрабатываемых деталей, т. е, замедленное перемещение позволяет повысить качество травления листа на клин. Горизонтальное перемещение деталей из ванны в ванну, а также автооператор к месту загрузки и выгрузки деталей с огласно заданной программе обработки производится механизмом горизонтального перемещения, смонтированным в закрытом корпусе балки 2, который, вращая шестерню 35, обкатывающуюся по рейке верхнего пути 3 автооператора, перемещает колонны 9 и 10 вдоль ряда ванн. Синхронизация перемещения колонн (рамы) обеспечивается злектрической системой управления. В предлагаемом автооператоре, обслуживающем, в частности, линию здамического фрезерования, благодаря тому, что приводы быстрого и медленного перемещения кареток кинематически свя зада яеаду собой винтом, взаимодействующим с плавакщей гайкой, закрепленной на каретке для перемещения послед ней по винту, достигается точно регулируемая скорость вертикального перемещения деталей в ванне во время их обработки, что позволяет значительно (ПОВЫСИТЬ качество обработки и расиирить технологические возможности. Кроме того, конструкция предлагаемого автооператора компактнее, проще и надежнее известных за счет отсут ствия системы тросов и барабанов, Ав6ооператор пригоден для обслуживания бычных и крупных ванн с большими изелиями. Формула изобретения 1. Автооператор для гальванических линий, содержащий направляющие пути раму с опорными катками, вертикальные стойки которой взаимодействуют с роликами каретки, механизмы вертикального перемещения каретки и горизонтального перемещения рамы с гибкими тяговыми органами, отличающийся тем, что, с целью повышения качества обработки путем обеспечения плавной регулировки скорости вертикального перемещения деталей в ванне, механизм вертикального перемещения кареток выполнен в виде Приводов для быстрого и медленного перемещений, каретка снабжена плавающей гайкой и жестким тяговым органом, выполненным в ввде винта, расположенного между стоек с возможностью взаимодействия своими концами попеременно с обоими приводами, а резьбовой частью - с плавающей гайкой. 2, Автооператор по п. 1, отличающийся тем, что он снабжен упругой и электромагнитной муфтами для соединения винта соответственно с приводами для быстрого и медленного перемещений. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 330209, кл. С 25 D 19/00, 1970. .
г
fi
11 if
Х
2
ЫА
fui.l
/5 f3
20
/f
.i.J
«Wi infc| i i Mb WWrrf j -f -f - -f - f -ffff f -f-f-f Jfj
fc d),, к
25
0
15
23
fcj
12
8
V tf
(.B
