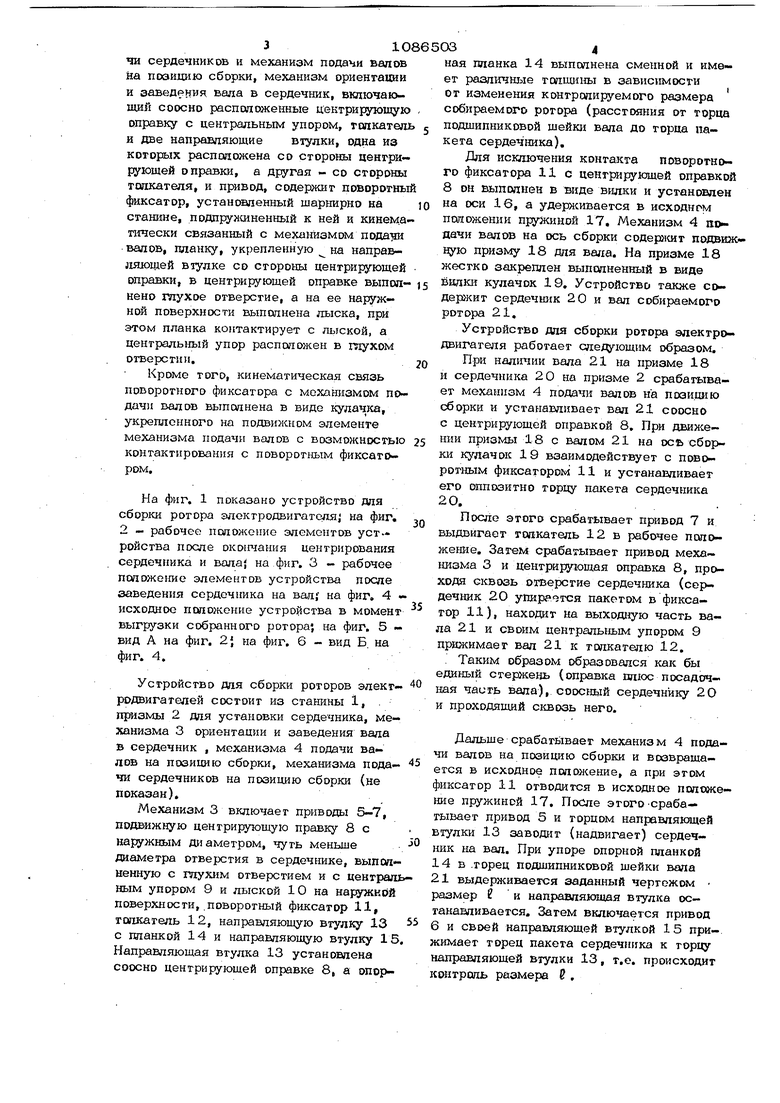
Изобретение относится к технологическаму оборудсшанию дяя сборки ротс рОБ электрических машин и моисег быть использовано в электротехнической промышленности, Известно устройство дия сборки ро тора электродвигателя, содержащее ставину, четырехлозиционный ротор со сборочными устройствами, каждое из которых состоит из направляющей попой оправки, муфт фиксации направашощ 1 оправки, регулировочного винтового упора, упора сердечника ротора, установочных призм для сердечника ротора и вала, механизмов сборки и поаиоионирования. Сборочные устройства расположены вокруг горизонтальной оси под углом 90 один к другому и имеют возмшкность одновременного их поворота относительно этой оси. При повороте ротора сборочные устройства проходят через четыре позиции, на которых последовательно выполняется заданная операция, сбор1ш. Сборочные устройства работают по принципу направляющей оправки. Заданное расположение сердечника на валу может регулироваться винтовым упором Г1 j . Однако точность сборки роторов (рас положение торца пакета сердечника ротора относительно торца подшипниковой шейки вала) этим устройством может быть нарушена при возврате в исходное положение упора сердечника и снятии оправки с подшипниковой шейки вала, гак как произойти закусывание подшипниковой шейки вала посадочным отверстием оправки, которое выводит ва из сердечника, что нарушает точность сборки,. При этом возможно тшсже смешение оправки. Фиксация ее не может &1ть жесткой, так как имеется регулировочаный винтовой упор. Контроль положени оправки отсутствует. Это мюкет привести к поломке сборочного устройства при выгрузке ротора, что снижает его надежность. При заведении вала в сердечник ротора последний торцом пакета упирается в упор, а перпендикулярность торца пакета сердечника и оси отверстия, как правиао, отсутствует, это приводит к перекосу оси сердечника относительно оси заведения вала и к задирам вала в отверстии сердечника ротора, что снижает точность сборки и качество собираемых изделий. Кроме того, это устройство имеет сложную многопозиционную конструкцию и предназначено для сборки роторов тшько малых габаритов. Известно также устройство доя сборки ротора электродвигателя, содержащее станину, на которой установлены механизм подачи валов на позицию сборки, механизм ориентации и заведения вала в сердечник, включающий соосно расположенные центрирующую оправку с центральным упором, толкатель и две направляюшие втулки, одна из которых распшоже- на со стороны центрирующей оправки, а другая - со стороны толкателя, и привод С 2 , Недостатком этого устройства является низкое качество собираемых изделий, В этом устройстве при заведении вала в сориентированный сердечник ротора, вал торцом упирается в торец оправки и вытесняет ее из сердечника до конечного (исходного) положения. При этом сердечник упирается в торец приводной направляющей втулки. Расстояние от торца оправки в исходном ее пш ожени и до торца приводной втулки, в который упирается сердечник в рабочем ее положении, и определяет расположение сердечника на валу. Это расстояние всегда постоянное и может регулироваться упором оправки. Оно определяется как сумма двух значений, расположения торца подшипниковой шейки относительно торца вала и распшожения торца пакета сердечника ротора относительно торца подшипниковой шейки. Однако точность сборки ротора при этом может нарушаться, так как точность распшожения торца подшипниковой шейки от горца вала для различных валов одного и того же габарита отличается. Точность сборки ротора на данном устройстве не может быть стабильной, так как при сборке непосредственно не выдерживается заданное чертежом расположение торца пакета сердечника ротора О5 носительно торца подшипниковой шейки. Кроме этого, при упоре пакета сердечника ротора во втулку возможен перекос сердечника относительно оси заведения вала, а это приводит к задирам вала в отверстии сердечника ротора и к неточности сборки. Целью изобретения являе,тся повышение качества собираемых изделий за счет повышения точности сборки. Поставденная цепь достигается тем, что устройство ддя ротора электродвигателя, содержащее станину, на которой установлены механизм подачи сердечников и механизм подачи валов йа поаиш1Ю сборки, механизм ориентации и эаведрмия вала в сердечник, включающий соосно расположенные цектриипощую оправку с ценгральным упором, теикател и две направляющие В1улки, одна из которых распотожена со стороны центрирующей оправки, а другая - со стороны толкателя, и привод, содер кит поворотны фиксатор, установленный щарнирно на станине, подпрулшненный к ней и кинема пгаески связанный с механизмом подада валов, планку, укрепленную на направляющей втулке со стороны центрирующей оправки, в центрирующей оправке выпоянено глухое отверстие, а на ее наружной поверхности вьтшнена лыска, при этом планка контактирует с лыской, а центральный упор расположен в гаухом отверстии. Кроме того, кинематическая связь поворотного фиксатора с механизмом подачи валов выполнена в виде кулач 1 а, укрепленного на подвижном элементе механизма подачи валов с возможностью контактирования с поворотным фиксатором. На фиг. 1 показано устройство для сборки ротора электродвигателя; на фиг, 2 - рабочее ппиожепие элементов устройства после окончания центрирования сердечника и вала{ на фиг. 3 - рабочее пс«оже Л1е элементов устройства после заведения сердечника на вал, на фиг. 4 исходное положение устройства в момент выгрузки собранного ротора} на фиг. 5 вид А на фиг. 2{ на фиг. б - вид Б. на фиг. 4. Устройство дня сборки роторов электродвнгателей состоит из станины 1, призмы 2 дня установки сердечника, механизма 3 ориентации и заведения вала в сердечник , механизма 4 подачи валов на позицию сборки, механизма подачи сердечников на позицию сборки (не показан). Механизм 3 включает приводы 5-7, подвижную центрирующую правку 8 с наружным диаметром, чуть меньше диаметра отверстия в сердечнике, выпсяненную с гяухим отверстием и с централ ным упором 9 и лыской 10 на наружной поверхности, .поворотный фиксатор И, толкатель 12, направляющую втулку 13 с юианкой 14 и направляющую втулку 15 Направляющая втулка 13 установлена соосно центрирующей оправке 8, а опорная планка 14 выполнена сменной и име ет различшле тсищины в зависимости от изменения контролируемого размера собираемого ротора (расстояния от торца подщипниковой щейки вала до торца пакета сердечника). Для исключения контакта поворотного фиксатора 11с центрирующей оправкой 8 он выполнен в виде вилки и установлен на оси 16, а удерлсивается в исходном пшожении пружиной 17, Механизм 4 И1. дачи валов на ось сборки содеркит подвижную призму 18 для вала. На призме 18 жестко закреплен выполненный в виде вилшг кулачок 19. Устройство также содеркит сердечн 1К 20 и вал собираемого ротора 21, Устройство для сборки ротора электродвигателя работает образом. При наличии вала 21 на призме 18 и сердечника 20 на призме 2 срабатывает механизм 4 подачи валов на пози.цию сборки и устанавливает вал 21 соосно с центрирующей оправкой 8. При движении призмы 18 с валом 21 на ОСЕ сборки кулачок 19 взаимодействует с поворопЕым фиксатором 11 и устанавливает его оппозитно торцу пакета сердечника 20, После этого срабатывает привод 7 и выдвигает тодкатеяь 12 в рабочее положе ше. Затем срабатывает привод механизма 3 и центрирующая оправка 8, проходя сквозь отиерстие сердечника (сердечник 20 упиррэтся пакетом в фиксатор 11), находит на выxoдIiyю часть вала 21 и своим центральным упором 9 прижимает вал 21 к толкателю 12. . Таким образом образовался как бы единый стержень (оправка плюс посадоч1тия часть вала), соосный сердечнику 20 и проходящий cimoGb него. Дальше срабатывает механизм 4 подачи валов на позицию сборки и возвращается в исходное положение, а при этом фиксатор 11 отводится в исходное nmtsKeние пружиной 17. После этого-срабатывает привод 5 и торцом направляющей втулки 13 заводит (надвигает) сердечник на вал. При упоре опорной планкой 14 в .торец подщипниковой шейки вала 21 выдерживается заданный чертежом размер 2 и направляющая втулка останавливается. Затем включается привод 6 и своей направляющей втулкой 15 прижимает торец пакета сердечника к торцу нштравляющей втулки 13, т.е. происходит контроль размера Р .
После 8ГОГО направияюшая втулка J. и йаправпяющая втулка 13 огводягся в исходное папомсение. Собранный ротор эахвапдваегся самостоятельным устройсгвом, например манипулятором, после чего гшкатвпь 12 и центрирующая оправка 8 отводятся в исходное псяонсение и . ротор выгружается.
Устройство для сборки роторов может работать в автоматическом и наладочном режимах,
Предаагаемое устройство для сборки ротора электродвигателя позволяет стабильно получать требуемую точность сбортш ротора, так как при сборке непо средственно выдерживается заданное чертежом расстояние Е от Topixa подшипниковоЯ шейки вала до горца пакета сердечника,
Точность сборки ротора (распсиожение пакета сердечника относительно тороа подшипниковой шейки) является одним из основных требований в электромаши ностроении, так как в электродвигателе необходимо иметь точное взаимное продольное расположение пакета статора и ротора. От этого зависит срок службы подшипников электродвигателя и его энергетические показатели.
Изобретение позвсяиг повысить качество сборки роторов электрических машин за счет повышения точности сборки.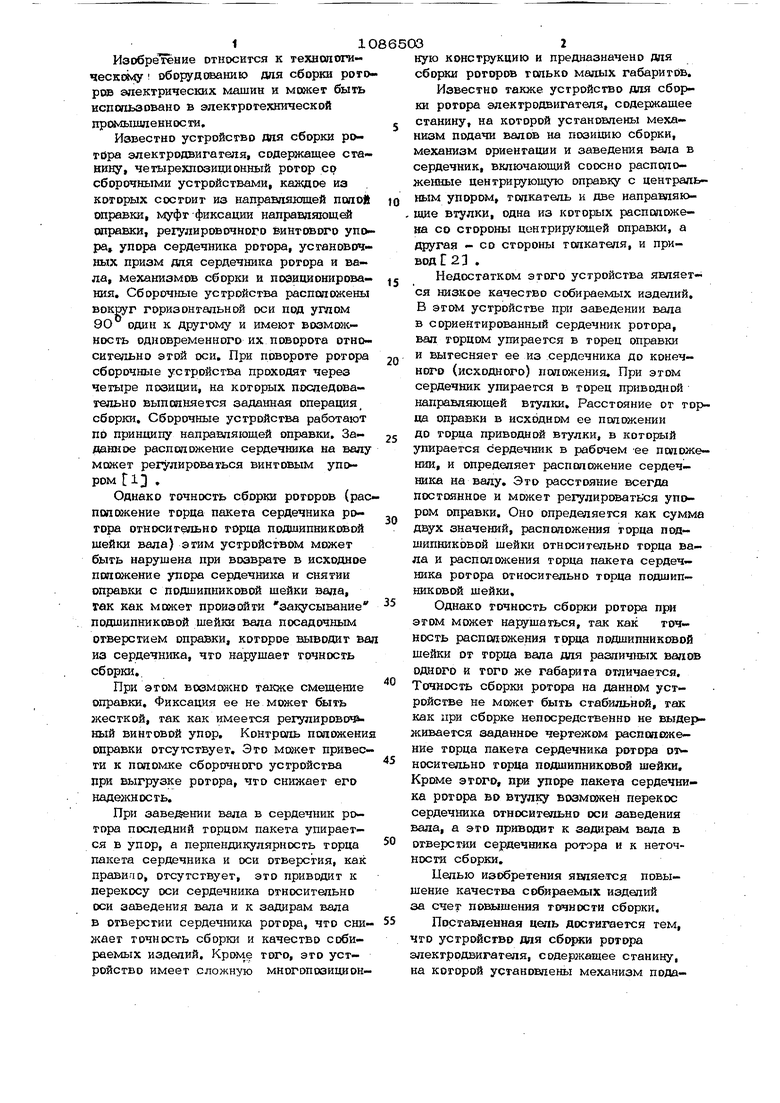
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки ротора электродвигателя | 1985 |
|
SU1334292A1 |
| Автоматическая линия термической сборки роторов электродвигателей | 1981 |
|
SU998080A2 |
| Автомат для сборки прессовых соединений | 1977 |
|
SU919850A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ВЕТОХИНА "ЭМВ" | 1992 |
|
RU2006140C1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU970573A1 |
| Устройство для сборки магнитопровода со статором-ротором | 1989 |
|
SU1640791A1 |
1. УСПЮЙСТВО Л/Ш СБОРКИ РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ, содеркащее станину, на которой установлены Механизм подачи сердечников и механизм подачи валов на позицию сборк механизм ориентащси и заведения вала в сердечник, включающий соосно распсио- женные центрирующую оправку с центральным упором, тткатель и две направляющие втулки, одна из которых распеложена со стрроны центрирующей оправки, а другая - со стороны толкателя, и привод, отличающееся тем, что, с целью повышения качества собираемых изделий за счет повышения точности сборки, оно содеркит поворотный фиксатор, устаноЕиенный щарнирно иа станине, подпружиненный к.ней и кинематически связанный с механизмом подачи валов, планку, укрепленную на направляющей втулке со стороны центрирующей оправ и , в центрирующей оправке выполнено глухое отверстие, а на ее наружной поверхности выполнена лыска, при этом планка контактирует с лыской, а центральный упор расположен в глухом отверстии. 2, Устройство по п. 1, отличающееся тем, что кинематическая связь поворотного фиксатора с механизмом подачи валов выполнена в виде кулачка, укрепленного на подвижном элементе мехаш-гзма подачи вапов с воамонс - ностью контактирования с поворотным фиксатором.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для сборки роторов асинхронных электродвигателей | |||
| Fertipungstcchnik und Betrieb | |||
| ПРУЖИННЫЙ МЕХАНИЗМ | 1924 |
|
SU1078A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1979 |
|
SU825308A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
