ts3
Изобретение относится к порошков вой металлургии, в частности к устройствам для заполнения порошком пресс-формы при получении двухслойных изделий. Известно устройство для засыпки порошка в пресс-форму, включакицее вибратор и пресс-форму ij . Недостаток этого устройства низ кая производительность. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для заполнения пресс-формы порошком при получении 1а1огослойных изделий, содержащее матрицу, пуаисон,вибратор разделительную втулку и бункер. Для засыпки каждого слоя имеется свой бункер 21 . Недостатком известного устройства является то, что имеются значительны трудности в механизации процесса засыпки в наружные слои при получении многослойных изделий, так как бункер находятся на различных по высоте уро иях. При этом, если в верхний бункер процесс засыпки легко механизировать то в нижний не представляется возмож ным, и приходится в нижний бункер процесс засыпки осуществлять вручную При этом происходит снижение произво дительности. процесса засыпки и увеличиваются потери порошка. Цель изобретения - повышение производительности процесса заполнения и снижение потерь порошка. Поставленная цель достигается тем что устройство для заполнения прессформы порошком при получении многослойных изделий, преимущественно дву слойиых, содержащее матрицу, пуансоны, вибратор, разделительную втудку бункер, снабжено механизмами подъема и спуска. Бункер выполнен составным в виде двух полукоробов и с нижней частью в виде усеченного конуса с основанием, размещенным на втулке, причем полукороба установлены с возможностью опоры на стенки матрицы и жесткого соединения с пуансонами, последние соединены с механизмами подъема и спуска. На чертеже схематически представлено предлагаемое устройство, общий вид (разрез). Устройство состоит из стола 1, на котором ус таиовлен вибратор 2 и ось а также пресс-форма, состоящая из ,матрицы с обечайками 4 и 5 и пуансонов 6 и 7, жестко соединенных с обечайками 4 и 5 соответственно. В пресс-форме размещена также раз,делительная втулка 8. Пуансоны 6 и 7 соедине19 1 в свою очередь с механизмами 9 и 10 подъема и спуска, именяциг ми дистанциониоё управление (не показано). Бункер выполнен в виде полукрробов 11 и 12 с нижней частью в виде усеченного конуса с вершиной в виде окружности, опирающейся на втулку 8. Полукороба 11 и 12 соединены с втулкой 13 посредством ребра 14 жесткости и втулкой 15 - посредством ребра 16 жесткости. Втулки 13 и 15 расположены на оси 3 и имеют возможность вертикального перемещения Устройство работает следующим образом. Из загрузочного бункера не показан) строго дозированная порция порошка для внутреннего слоя изделия поступает в бункер, образованный полукоробами 11 и 12, после чего срабатывает механизм 9 подъема и спуска. Пуансон 6, обечайка 4, а вместе с ними и полукороб И с втулкой 13 и ребром 14 жесткости поднимается, при этом образуется отверстие в бункере, и порошок поступает в цилиндрическую полость матрицы, образованную обечайкой 4, втулкой 8 и пуансоном 6. Одновременно включают вибратор 2, установленный на столе 1. После прекращения засыпки механизм 9 опускает обечайку 4 с пуансоном 6 и полукороб I1 в исходное положение. При этом втулка 13 и ребро 14 жесткости возвращаются по оси 3 в исходное положение. Из загрузочного бункера (не показан) строго дозированная порция порошка .внешнего слоя изделия поступает в бункер, образованный полукоробами 11 и 12, после чего срабатывает мехаиизм 10, и пуансон 7, обечайка 5 вместе с полукоробом 12, втулкой 15 и ребром 16 жесткости поднимаются, и процесс засыпки повторяется, как и в первом случае. После окончания процесса засыпки вибратор выключается, пресс-форма убирается и ставится новая, процесс повторяется. В предлагаемом устройстве порошок для калздого слоя по очереди засыпаетт ся в один и тот же бункер,, из которого он поступает в пресс-форму, вследствие смещения полукоробов относительно друг друга. Процесс засыпки легко механизировать путем установки над бункером транспортера с чередукяцимися мерными емкостями, которые производят засыпки и уменьшают потери порошка. При этом здсыпка производится свободно сверху и ей не мешают, в отличие от известного устройства, расположенные над бункег ром другие элементы устройства.
Выполнение бункера в нижней части коническим позволяет обеспечить направленное перемещение порошка в тот или другой слой заготовки в пресс-фор ме. Наличие усеченного конуса обеспеl iHBaeT невысыпание порошка из короЪа в нерабочем положении, так как отсутствует зазор между коробами. После вер -икального перемещения одного из пЬлукоробов обеспечивается направленная подача порошка в необходимый |слой пресс-формл, при этом второй nor лукороб, опираясь на обечайку, не позволяет порошку просыпаться в пространство пресс-формь, предназначенное для другого слоя многослойного изделия.
Результаты испытаний предлагаемог го и известного устройств при получении двухслойных титановых 4вшьтров диаметром до 100 мм и высотой до.
14200. приведены в таблице.
Таким образом, предлагаемое устрой
ство позволяет быстрее осуществлять процесс заполнения пресс-формы порошком, чем известное и исключить потери порошка. Экономический эффект иожет составить при производстве 2 тыс. шт. в год указанных 4 шьтров до 1280 руб. в год.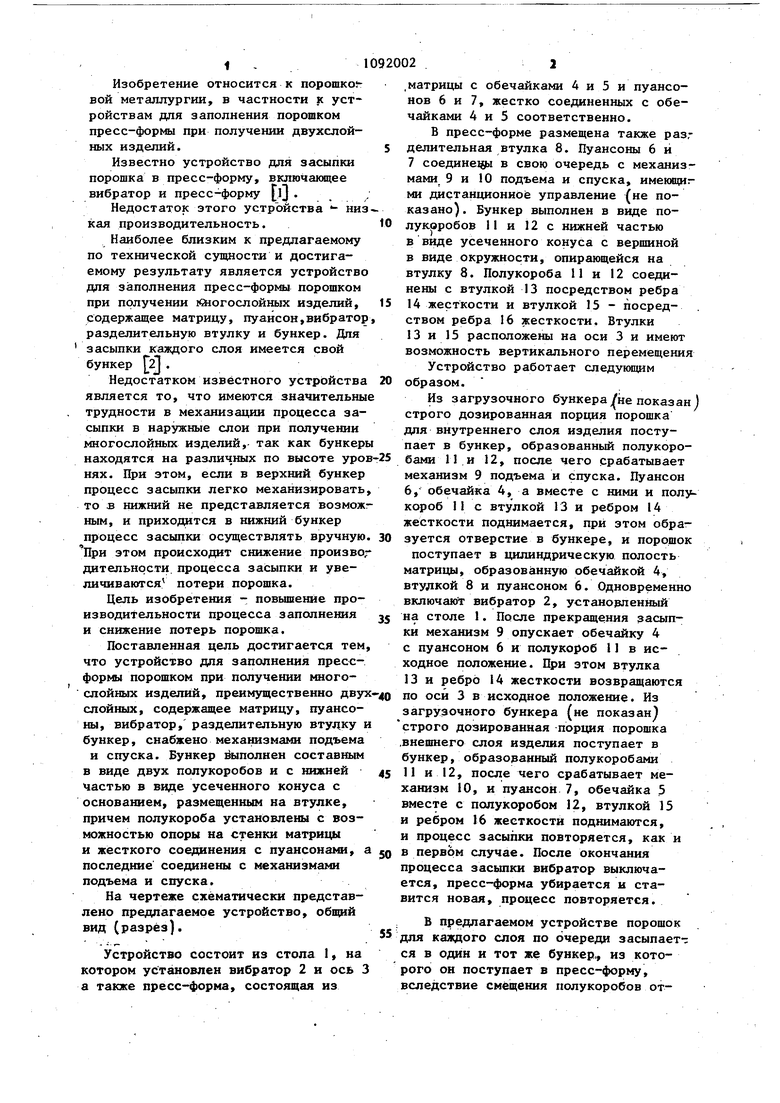

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заполнения пресс-формы порошком при получении многослойных изделий | 1980 |
|
SU889280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ПИРОТЕХНИЧЕСКИХ ЗАРЯДОВ | 2013 |
|
RU2526327C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Устройство для прессования из порошка двухслойных изделий с горизонтальным расположением слоев | 1986 |
|
SU1502192A1 |
| Устройство для прессования многослойных заготовок из порошка | 1985 |
|
SU1284686A1 |
| Устройство для прессования изделий из порошков | 1989 |
|
SU1734949A1 |
| Установка для прессования изделий из порошков | 1977 |
|
SU679317A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| ПРЕСС-ФОРМА | 1993 |
|
RU2077420C1 |
УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМЫ ПОРОШКОМ ПРИ ПОЛУЧЕНИИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ, преимуществен но двухслойных, содержащее матрицу, пуансоны, вибратор, разделительную втулку и бункер, отличающееся тем, что, с целью повьшения производительности процесса заполнения и снижения потерь порощка, оно снабжено механизмами подъема и спуска, бункер выполнен составным в виде двух полукоробов и с нижней частью в виде усеченного конуса с основанием, размещенным на втулке, причем полукороба установлены с возI можностью опоры на стенки матрицы и жесткого соединения с пуансонами, (Л а последние соединены с механизмами подъема и спуска.
Засыпка вручную
80 82 95 80
фзедлагаемое
Засыпка механизированная
10 10 15 10
10 15 10 10
0,080
0,075
.0,060
0,080
Отсутствуют
Отсутствуют
fl
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шаталова И.Г | |||
| и др | |||
| Физикомеханические основы вибрационного уплотнения порошковьпс материалов | |||
| М., Наука, I96S, 2 | |||
| Устройство для заполнения пресс-формы порошком при получении многослойных изделий | 1980 |
|
SU889280A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
