со оо
Изобретение относится к металлургии, в частности к изысканию новых способов термической обработки полюсных наконечников из электротехнической стали, применяемых в приборостроении, и может быть использовано, например, для термической обработки полюсных наконечников магнитов высокооднородного поля радиоспектрометров ядерного магнитного резонанса, электронного парамагнитного резонанса.
Известен способ термической обработки электротехнических сталей, заключающийся в том, что предварительно пластически деформированные заготовки отжигают при 900-920°С с выдержкой 2 ч и охлаждением со скоростью до , далее - произвольно tl 3.
Однако, как показывает практика термической обработки, указанные температура и время отжига недостаточны для форьетрования однородной кристаллической структуры с низкими показателями разнозернистости, поэтому такая обработка не приводит к получению высокой однородности поля, до.таточной для записи спектров ЯМР высокого разрешения.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ термической обработки полюсных наконечHPiKOB из электротехнических сталей Э8Ш, Э10Ш, Э12Ш, включаютщй предварительный отжиг по режиму: нагрев со скоростью не более ЮОС/ч до 860°С, вьщержку 4ч, подъем температуры со скоростью не более 80°С/ч о до 950t30 С,, вьщержку 3 ч, охлаждение со скоростью не более до , далее - охлаждение с печью и заключительный отжиг по режиму: нагрев со скоростью не более ЮО/С/ч И 650°С, вьвдержку 4 ч, подъем температуры со скоростью не более до 880°С,вьиержку 6 ч, охлаждение ;со скоростью .не более 10°С/ч до , охлаждение со скоростью не более 100°С/ч от 800 .до 500°С и охлаждение с печью С23.
Однако известный способ термической обработки имеет низкую производительность.
Целью изобретения является повышение производительности процесса.
Поставленная цель достигается тем, что по способу термической обработки полюсных наконечников из электротехнических сталей, включающему предва5 рительный отжиг в вакууме при 950С и заключительный отжиг при более низкой температуре, наконечники нагревают до температуры предварительного отжига со скоростью 100-150°С/ч, вьщерживают 3-5 ч, охлаждают со скоростью ЮО-ТЗО С/ч, а при заключительном отжиге нагревают до 680860С со скоростью 100-150С/ч, выдерживают 3-5 ч и охлаждают со ско ростью ЗО-УОС/ч.
Длительность выдержки в диапазоне 3-5 ч выбирается в зависимости от массы полюсных наконечников. Так,
для наконечников массой 25-30 КР целесообразна длительность вьщержки 5 ч, массой 10-15 кг - длительность вьщержки 3 ч. Длительность вьщержки менее 3 ч при температурах как предварительного, так и заключительного отжига приводит к снижению структурной однородности материала. При этом показатели разнозернистости имеют более высокие значения, чем после
0 вьщержки 3-5 ч, а также наблюдается более высокий уровень внутренних напряжений.
Увеличение длительности вьщержки более 5 ч при температуре предварительного отжига приводит не только к снижению производительности процесса, но и вызывает укрупнение кристаллической структуры, что отрицательно сказывается на магнитной однородности материала. Увеличение длительности вьще15жки более 5 ч при температуре заключительного отжига не дает заметных изменений в структуре, а лишь приводит к снижению Производительности процесса.
Обрабатывают наконечники из Ст. Э12Ш (0)80x68. .
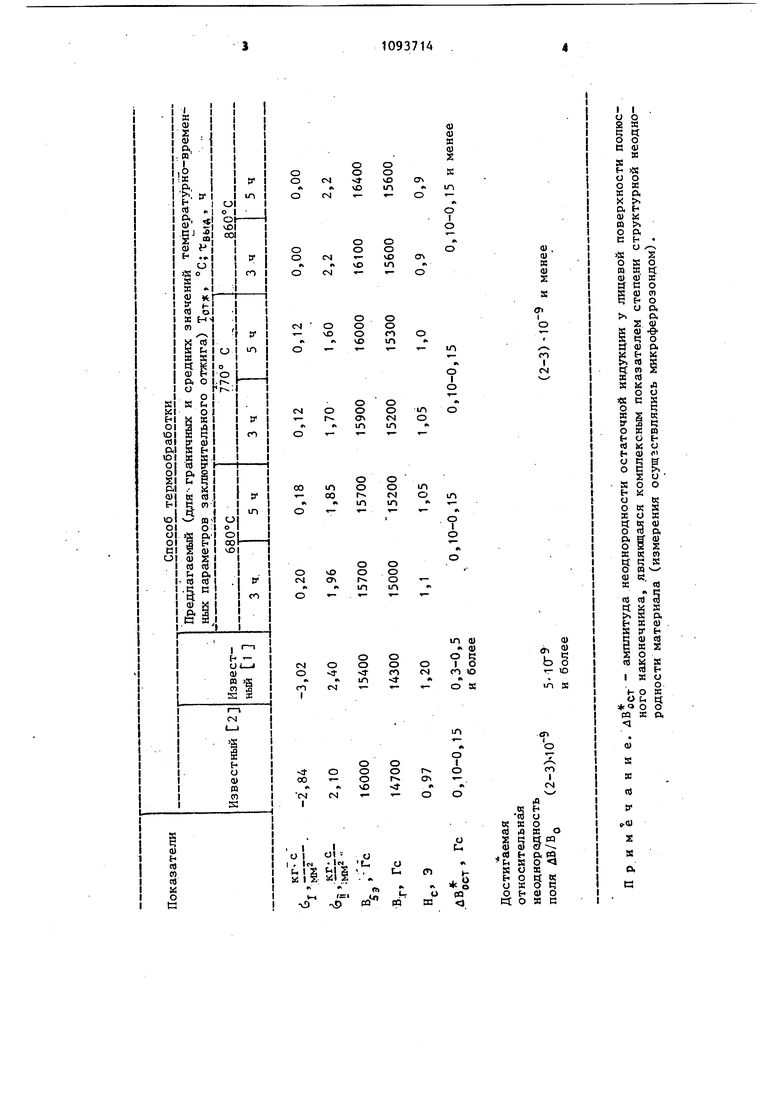
Сравнение свойств полюсных наконечников,получаемых после обработки по известным и предлагаемому способам, приведено в таблице. Можно видеть, что- при сохранении или даже улучшении свойств полюсных наконечников предлагаемый способ позволяет сократить время термической обработки и упростить технологию.
510937146
Достигаемый экономический эффект мической обработки на 18-20 ч по сравопределяется сокращением времени тер- нению с известным способом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| Способ термической обработки холоднокатаной низколегированной листовой стали повышенной прочности в колпаковых печах | 1988 |
|
SU1601155A1 |
| Способ получения изотропной электротехнической стали | 2021 |
|
RU2762195C1 |
| Способ термической обработки деталей | 1978 |
|
SU739115A1 |
| Способ термической обработки магнитопроводов из малоуглеродистой стали | 1982 |
|
SU1147763A1 |
| Способ термической обработки деталей из электротехнической стали | 1982 |
|
SU1073305A1 |
| Способ термической обработки за-гОТОВОК из СРЕдНЕуглЕРОдиСТыХСТАлЕй | 1979 |
|
SU831811A1 |
| Способ термической обработки полюсных наконечников из железокобальтовых сплавов | 1977 |
|
SU688533A1 |
| Способ обработки деталей из низкоуглеродистых сталей | 1987 |
|
SU1475977A1 |
| Способ обработки труб из низкоуглеродистой стали | 1983 |
|
SU1133305A1 |
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЮСНЫХ НАКОНЕЧНИКОВ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ СТАЛЕЙ, включанщий предварительный отжиг в вакууме при более низкой температуре, о тличающийся тем, что, с целью повышения производительности процесса, наконечники нагревают до температуры предварительного отжига со скоростью 100150°С/ч, выдерживают 3-5. ч, охлаждают со скоростью 100-150 С/ч, а при заключительном отжиге нагревают до 680-860С со скоростью 100-150С/ч, вьщерживают 3-5 ч и охлаждают со скоростью 50-70С/ч. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мишин Д.Д | |||
| Магнитные материалы | |||
| М., 1981, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Техническая инструкция на отжиг в вакууме полюсных наконечников из магнитно-мягких материалов | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
