17
СО
Од 1д
Изобретение стюситс.я к конструкции хлебопекар 1ы,х печей с радиацио но-конвективным обогревом рабочей камеры и Ножет быть использовано из предприятиях хлебопекарной промышленности, кондитерских фабриках и предприятиях обпхественного питания.
Известна хлебопекарная печь с радиационно-конвективным обогревом рабочей ка меры, в которой теплоподвод к заготовкам выпекаемых изделий осуществляется за счет естественной циркуляции паровоздушной смеси в пекарной камере 1.
Однако из-за низкой скорости паровоздушной смеси в этой печи не. обеспечивается достаточно интенсивный конвективньш обогрев заготовок при выпечке, в результате чего увеличивается продолжительность, выпечки, и соответственно снижается производителыюсть печи..
. . Наиболее близкой к изобретениюпо. тех нической сун.1ности является хлебопекарная печь, содержаш,ая пекарную камеру с конвейерным подом, размешенный в ее верхней части-короб с щелевыми соплами для подачи
.-нагретой паровоздушной смеси, и каналы для., отвода отработанной , паровоздушной
.смеси с приемными Отверстиями 2.
Однако выполнение сопел в .виде полос, вваренных в днище коробов под углом, обуславливает .наличие острых кромок на входе в сопла, в результате чего повышается аэродинамическое сопротивление в коробе и в соплах снижается скоростной напор при обдуве изделий паровоздушной смесью, что в конечном счете ведетк увеличению затрат энергии на выпечку изделий. Кроме того, выполнение сопел и верхних источников
. радиационного обогрева в виде множества отдельных конструктивных элементов усложняет конструкцию печи и увеличивает трудоемкость ее изготовления, главным образом, за Счет объема сварочных работ.
Цель изобретения .- снижение энергозатрат на выпечку изделий, упрои.1.ение конструкции и уменьшение трудоемкости изготовления печи.
Поставленная цель достигается тем, что в хлебопекарной печи, содержащей пекарную камеру с конвейерным подом, размещенный в ее верхней части короб с щелевыми -соплами для подачи нагретой паровоз дущ ной смеси и каналы для отвода отработанной паровозду нной смеси с приемными отверстиями, каналы для отвода паровоздушной смеси выполнень в виде полых полуцилиндрических, элементов, с.монтированных в нижней части короба и обращенных к поду плоской поверхностью, а щелевые сопла образованы наружными поверхностями смежных полуцилиндрических элементов, при этом приемные отверстия каналов расположены на плоской поверхности последних.
Полые элементы могут иметь и другую, например, полуэллиптическую или иную форму, обеспечиваюш,ую минимальное аэроди-. .намическое соГ1р()Т вление и не требующую больщой трудоемкости при изготовлении.
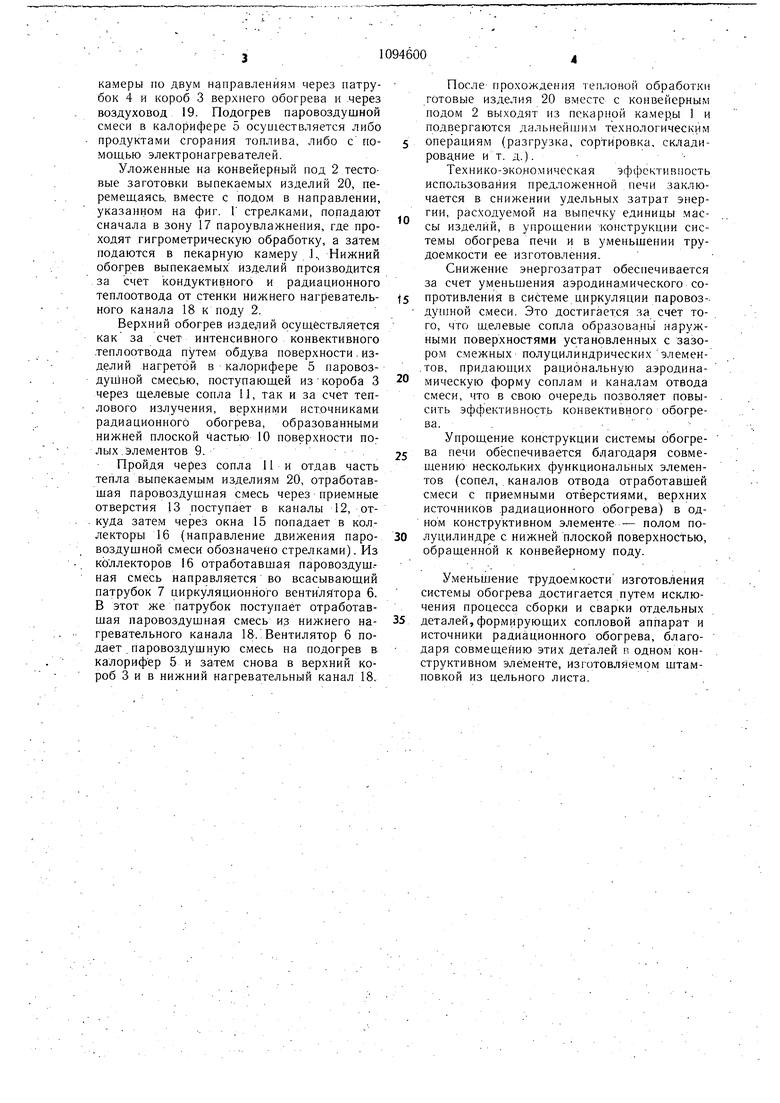
На фиг. 1 показана печь, продольный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2.
Печь содерж.ит рабочую (пекарную) камеру 1, внутри которой установлен с возможностью перемещения конвейерный под 2.
8верхней части камеры расположен короб 3 с патрубком 4 для подвода нагретой паровоздушной смеси. Для подогрева смеси предусмотрен калорифер. 5, соединенный с
5 циркуляционным вентилятором 6, снабженным патрубком 7. для подвода отработавщей паровоздушной смеси. .
В нижней части короба 3 между боковинами 8 пекарной камеры 1 закреплены полые элементы 9 полуцилиндрической фор мы. Обращенная к конвейерному поду 2 нижняя часть 10 поверхности каждого элемента выполнена плоской и расположена параллельно плоскости перемещения пода. Полые элементы 9 по длине пекарной камеры
5 установлены .с зазорами между-собой, являющимися щелевыми соплами 11 для по. дачи в. камеру 1 нагретой паровоздушной смеси из короба 3. Полость каждого из элементов 9 представляет собо.й канал 12 для отвода отработавшей паровоздушной смеси.
0 Каналы 12 соединены с пекарной камерой 1 при помощи приемных отверстий 13, расположенных на плоской части 10 поверхности .полых элементов.Обращенные к поду 2.плоские части 10 поверхности полых, элементов
9служат верхними источниками радиацион5 ного обогрева.
К нижней части поверхности полых элементов. 9 жестко прикреплены установленные с определенным шагом продольные план.ки 14, предназначенные для придания жестQ кости конструкции и для сохранения постоян ного проходного сечения, сопел 11 при те.мпературных деформациях ко.роба 3.
Каналь 12 соединены посредством окон 15 в боковинах 8 пекарной камеры 1 с коллекторами 16 отвода отработавшей паро5 воздушной смеси.
На входе в пекарную камеру 1 предусмотрена зона 17 пароувлажнения. Пекарная камера ограничена снизу нагревательным каналом 18, соединенным с калорифером 5 посредством воздуховода 19. Воздуховоды, связывающие, калорифер 5 с патрубками верхнего короба 3, а также воздуховоды отвода отработавшей паровоздуп1ной смеси к .всасывающему патрубку 7 циркуляционного вентилятора б на чертежах 5 не показаны.
Печь работает следующим образо.м.
Нагретая в калорифере 5 паровоздушная смесь подводится на обогрев пекарной
камеры по двум направлениям через патрубок 4 и короб 3 верхнего обогрева и .через воздуховод 19. Подогрев паровоздушной смеси в калорифере 5 осуп1ествляется либо продуктами сгорания топлива, либо с помощью электронагревателей.
Уложенные на конвейерный под 2 тестовые заготовки выпекаемых изделий 20, перемещаясь, вместе с подом в направлении, указанно.м на фиг. Г стрелками, попадают сначала в зону 17 пароувлажнения, где проходят гигрометрическую обработку, а затем подаются в пекарную камеру 1.. Нижний обогрев выпекаемых изделий производится за счет кондуктивного и радиационного теплоотвода от стенки нижнего нагревательного канала 18 к поду 2.
Верхний обогрев изделий осуществляется как за счет интенсивного конвективного .теплоотвода путем обдува поверхности . изделий нагретой в калорифере 5 паровоздуЩной смесью, поступающей из короба 3 через щелевые сопла 11, так и за счет теплового излучения, верхними источниками радиационного обогрева, образованными нижней плоской частью 10 поверхности пО; лых.элементов 9. .
Пройдя через сопла Ни отдав часть тепла выпекаемым изделиям 20, отработавшая паровоздущная смесь через приемные отверстия 13 поступает в каналы 12, откуда затем через окна 15 попадает в коллекторы 16 (направление движения паровоздущной смеси обозначено стрелками). Из коллекторов 16 отработавшая паровоздущ.ная смесь направляется во всасывающий патрубок 7 циркуляционного вентилятора 6. В этот же патрубок поступает отработавшая паровоздушная смесь из нижнего нагревательного канала 18. Вентилятор 6 подает . паровоздушную смесь на подогрев в калорифер 5 и затем снова в верхний короб 3 и в нижний нагревательный канал 18.
После прохождения тепловой обработки готовые изделия 20 вместе с конвейерным подом 2 выходят из пе.кггрнрй ка.меры 1 и под зергаются дальнейшим технологическим 5 операциям (разгрузка, сортировка, складирование и т. д.).
Технико-экономическая эффективность использования предложенной печи заключается в снижении удельных затрат энергии, расходуемой на выпечку единицы мас0сы изделий, в упрощении конструкции системы обогрева печи и в уменьшении трудоемкости ее изготовления.
Снижение энергозатрат обеспечивается за счет уменьшения аэродина.мического со5 противления в системе циркуляции паровоз-. дyпJнoй смеси. Это достигается за счет того, что щелевые сопла образованы наружными поверхностями установленных с зазором смежных полуцилиндрическихэлемен.тов, придающих рациональную аэродина0 мическую форму соплам и каналам отвода смеси, что в свою очередь позволяет повысить эффективность конвективного обогрева..- .
Упрощение конструкции системы обогре5 ва печи обеспечивается благодаря совмещению нескольких функциональных элементов (сопел, каналов отвода отработавшей смеси с приемными отверстиями, верхних источников .радиационного обогрева) в одном конструктивном элементе- полом по0 луцилиндре с нижней плоской поверхностью, обращенной к конвейерному поду.
Уменьшение трудоемкости изготовления системы обогрева достигается путем исключения процесса сборки и сварки отдельных деталей, формируюших сопловой аппарат и источники радиационного обогрева, благодаря совмео.1ению этих деталей в одном конструктивном элементе, изготовляемом штамповкой из цельного листа. 7-1 11 / 2 20 Фиг.2 W и 18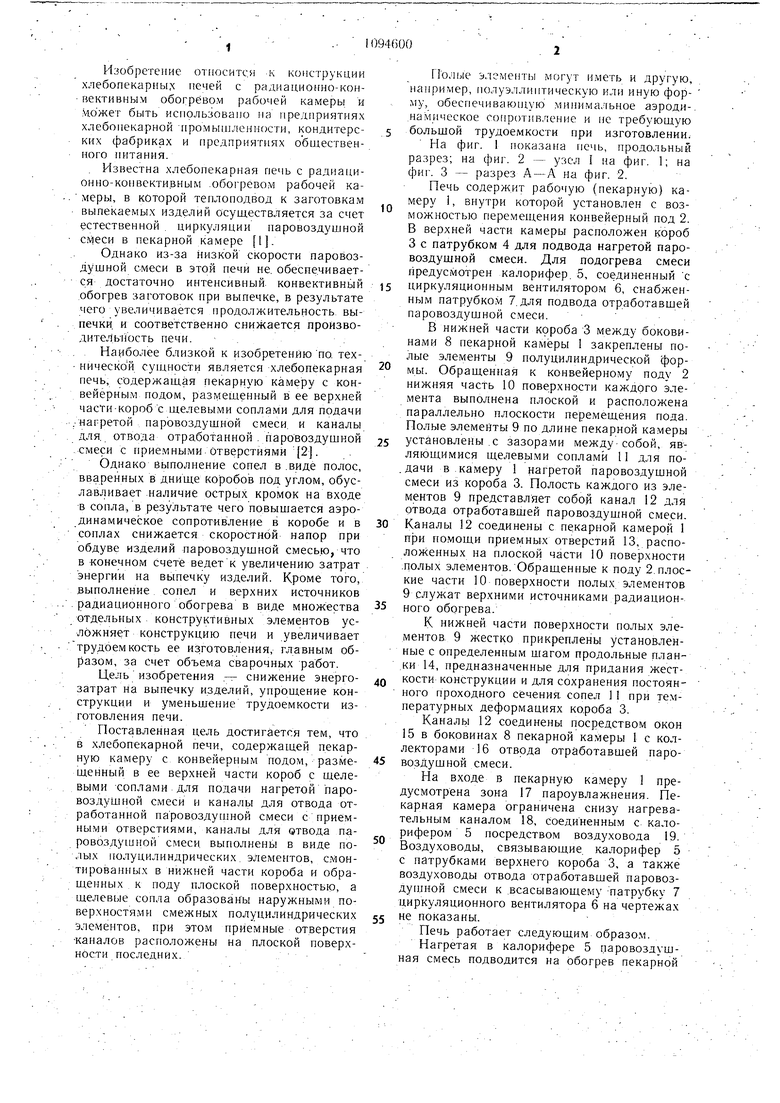
| название | год | авторы | номер документа |
|---|---|---|---|
| Хлебопекарная печь | 1983 |
|
SU1194348A1 |
| Хлебопекарная электропечь | 1983 |
|
SU1163819A1 |
| Электрическая печь для выпечки хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1708224A1 |
| Лабораторная электропечь | 1985 |
|
SU1369699A1 |
| Печь для производства хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1750560A1 |
| Печь для выпечки хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1771640A1 |
| Печь | 1975 |
|
SU542497A1 |
| Печь | 1976 |
|
SU578936A1 |
| Печь для выпечки хлебобулочных и мучных кондитерских изделий | 1989 |
|
SU1692475A1 |
| Многоярусная хлебопекарная печь | 1991 |
|
SU1789164A1 |
ХЛЕБОПЕКАРНАЯ ПЕЧБ, содержащая пекарную камеру с конвейерным подом, размещенный в ее верхней части короб с щелевыми соплами для подачи нагретой паровоздущной смеси и каналы для отвода отработанной паровоздущной смеси с приемными отверстиями, отличающаяся тем, что, с целью снижения энергозатрат и упрощения конструкции, каналы для отвода паровоздущной смеси выполнены в виде полых полуцилиндрических элементов, смонтированных в нижней части короба и обращенных к поду плоской поверхностью, а щелевые сопла образованы наружными поверхностями смежных полуцилиндрических элементов, при этом приемные отверстия каналов расположены на плоской поверхности последних.
J 9 г 20 % 18
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лисовенко А | |||
| Т | |||
| Процесс выпечки и тепловые режимы в современных хлебопекарных печах | |||
| М., «Пищевая промышленность, 1976, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь | 1976 |
|
SU578936A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
