Изобретение относится к обработке металлов давлением, в частности к изготовлению ободьев дпя колес из цилиндрических обечаек.
Целью изобретения является снижение расхода металла за счет уменьшения утонения в листах закруглений при изготовлении ободьев с монтажным ручьем в центральной части.
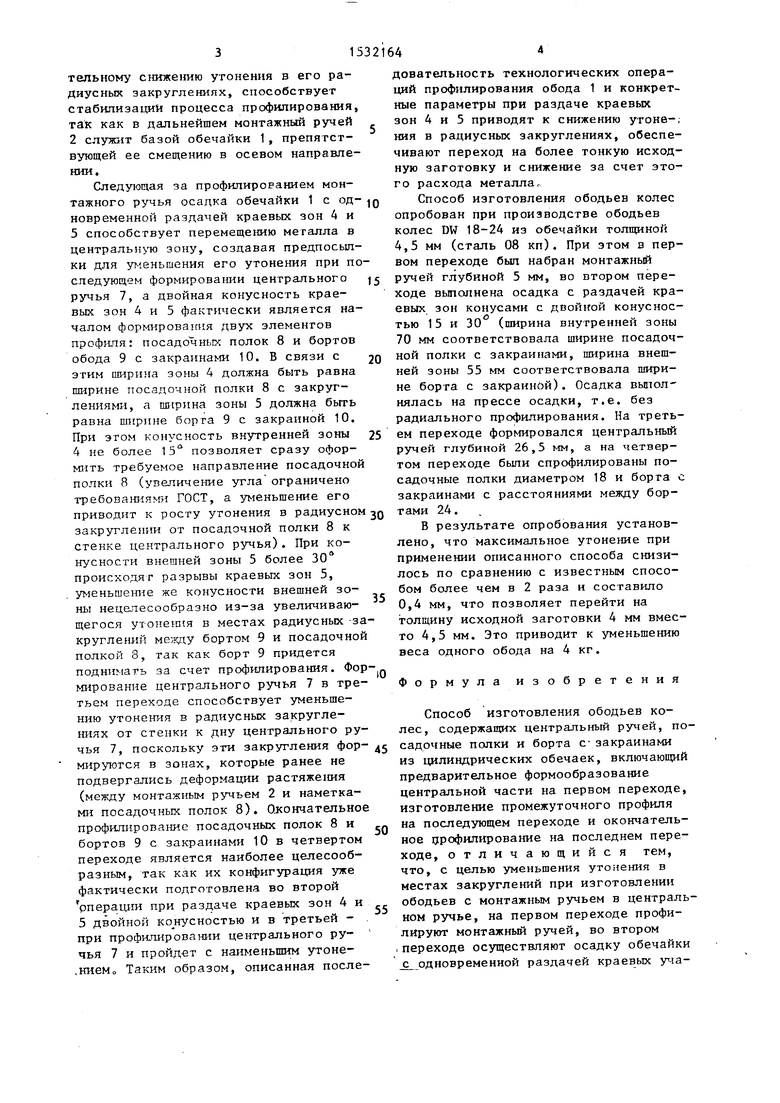
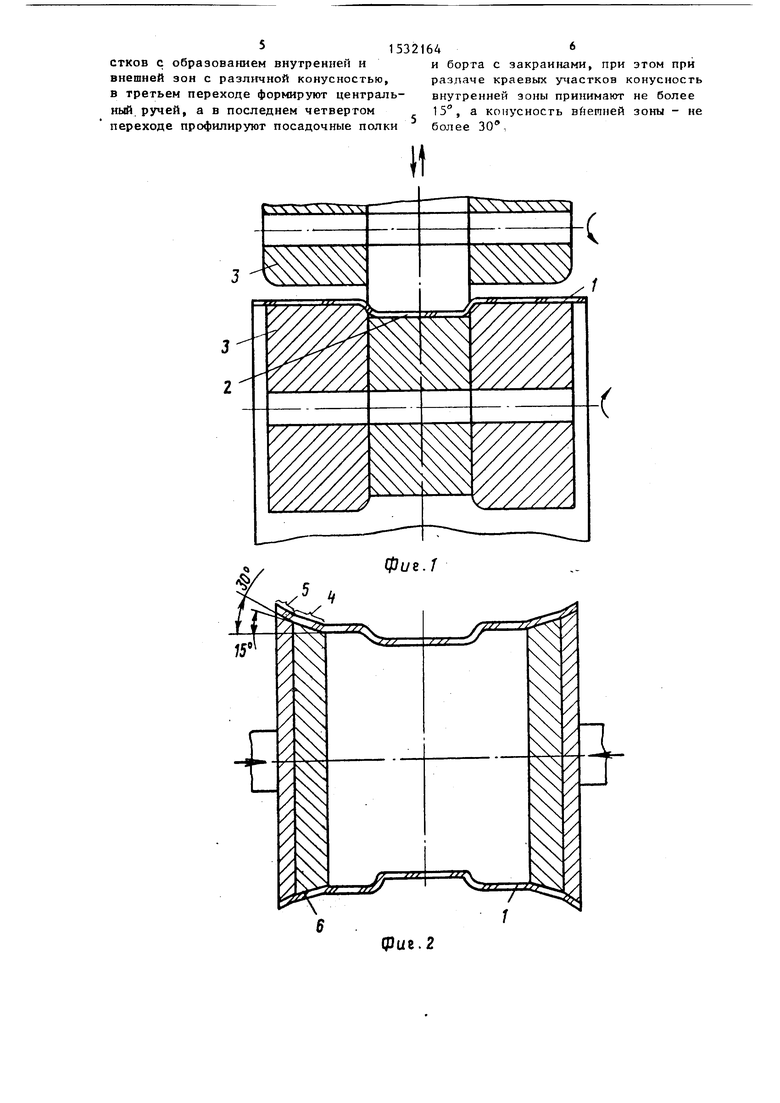
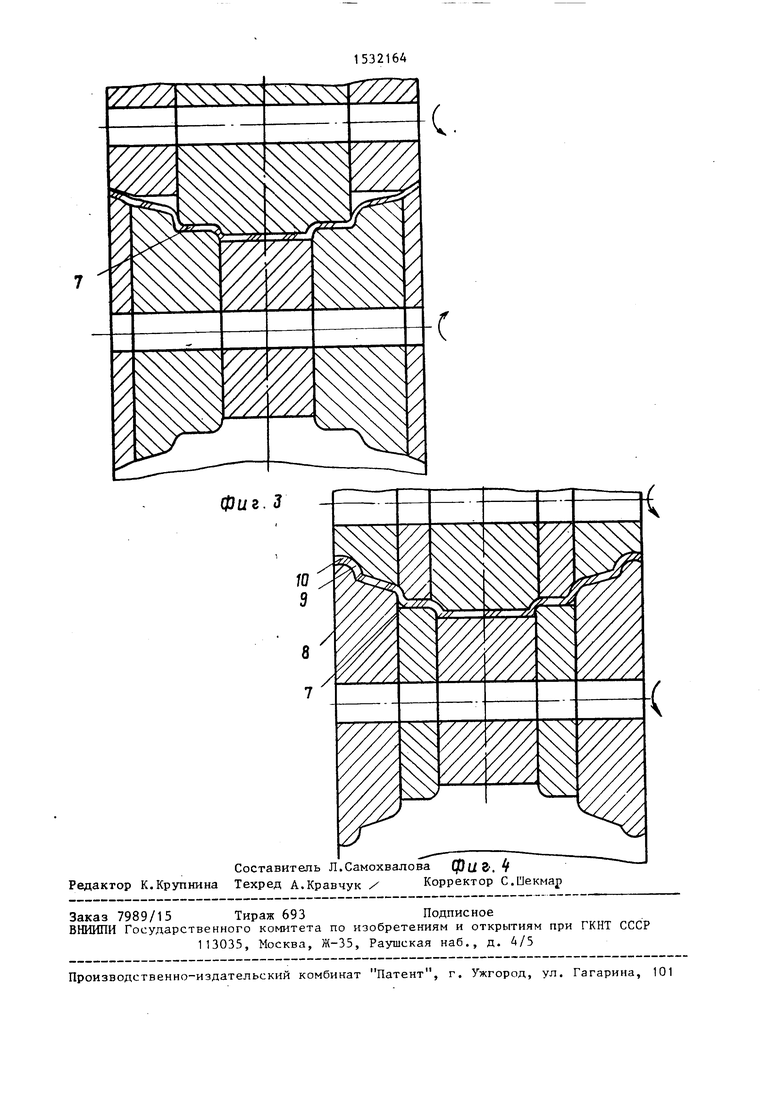
На фиг. 1 представлена схема профилирования монтажного ручья; на фиг. 2 - схема осадки обечайки с одновременной раздачей краевых зон двойной конусностью; на фиг. 3 - схема профилирования центрального ручьяJ на фиг. 4 - схема профилирования посадочных полок и бортов с закраинаки.
Обечайку 1 направляют на первую операцию, где производят профилирование монтажного ручья 2 профилировочными роликами 3. На второй операции, выполняют осадку с одновременной раздачей краевых участков обечайки 1 с образованием зон 4 и 5 с различной по величине конусностью: внутренней зоны 4 конусностью 15° и внешней зоны 5 конусностью ЗО с помощью конусов 6 без профилирования. В третьем переходе формируют центральньв ручей 7, а в четвертом переходе профилируют посадочные полки 8 и борта 9 с закраинами 10.
Профилирование монтажного ручья 2 в первом переходе приводит к значиto
тельному сниже1тю утонения в его радиусных закруглениях, способствует стабушиэаций процесса профилирования, так как в дальнейшем монтажный ручей 2 служит базой обечайки 1, препятствующей ее смещению в осевом направлении.
Следующая за профилированием монтажного ручья осадка обечайки 1 с одновременной раздачей краевых зон 4 и 5 способствует перемещению металла в центральн то зону, создавая предпосылки для уменьшения его утонения при последующем формировании центрального ручья 7, а двойная конусность краевых зон 4 и 5 фактически является началом формироваш1я двух элементов профиля: посадо чньк полок 8 и бортов обода 9 с закраинами 10. В связи с этим ширина зоны 4 должна быть равна ширине посадочной полки 8 с закрут- лениями, а ширина зоны 5 должна быть равна ширине борта 9 с закраиной 10. При этом конусность внутренней зоны
4не более 5 позволяет сразу оформить требуемое направление посадочной полки 8 (увеличение утла ограничено требова1ШЯ№1 ГОСТ, а уменьшение его приводит к росту утонения в радиусном закруглении от посадочной полки 8 к стенке центрального ручья). При конусности внешней зоны 5 более 30 происходят разрывы краевых зон 5, уменьшение же конусности внешней зоны нецелесообразно из-за увеличивающегося утонешчя в местах радиусных -закруглений между бортом 9 и посадочной полкой 8, так как борт 9 придется поднимать за счет проф ширования. Формирование центрального ручья 7 в третьем переходе способствует уменьшению утонения в радиусных закруглениях от стенки к дну центрального ручья 7, поскольку эти закругления формируются в зонах, которые ранее не подвергались деформации растяже1шя (между монтажным ручьем 2 и наметками посадочных полок 8). Окончательное профилирование посадочных полок 8 и бортов 9 с закраинами 10 в четвертом переходе является наиболее целесообразным, так как их конфигурация уже фактически подготовлена во второй рперащш при раздаче краевых зон 4 и
5двойной конусностью и в третьей - при профилировании центрального ру- чья 7 и пройдет с наименьшим утоне.ниеМо Таким образом, описанная после0
5
0
5
0
5
5
0
5
довательность технологических операций профилирования обода 1 и конкретные параметры при раздаче краевых зон 4 и 5 приводят к снижению утоне-, ния в радиусных закруглениях, обеспечивают переход на более тонкую исходную заготовку и снижение за счет этого расхода металла
Способ изготовления ободьев колес опробован при производстве ободьев колес DW 18-24 из обечайки толщиной 4,5 мм (сталь 08 кп). При этом а первом переходе был набран монтажньй ручей глубиной 5 мм, во втором переходе выполнена осадка с раздачей краевых зон конусами с двойной конусностью 15 и 30 (ширина внутренней зоны 70 мм соответствовала ширине посадочной полки с закраинами, ширина внешней зоны 55 мм соответствовала ширине борта с закраиной). Осадка вьтол- нялась на прессе осадки, т.е. без радиального профилирования. На третьем переходе формировался центральный ручей глубиной 26,5 мм, а на четвертом переходе были спрофилированы посадочные полки диаметром 18 и борта с закраинами с расстояниями между бортами 24.
В результате опробования установлено, что максимальное утонение при применении описанного способа снизилось по сравнению с известным способом более чем в 2 раза и составило 0,4 мм, что позволяет перейти на толщину исходной заготовки 4 мм вместо 4,5 мм. Это приводит к уменьшению веса одного обода на 4 кг.
Формула изобретения
Способ изготовления ободьев колес, содержащих центральный ручей, посадочные полки и борта с- закраинами из цилиндрических обечаек, включающий предварительное формообразование центральной части на первом переходе, изготовление промежуточного профиля на последующем переходе и окончательное профилирование на последнем переходе, отличающийся тем, что, с целью уменьшения утонения в местах закруглений при изготовлении ободьев с монтажным ручьем в центральном ручье, на первом переходе профилируют монтажный ручей, во втором , переходе осуществляют осадку обечайки с одновременной раздачей краевых y taстков с образованием внутренней и внешней зон с различной конусностью, в третьем переходе формируют центральный ручей, а в последнем четвертом переходе профилируют посадочные полки
ьи
15321646
и борта с закраинами, при этом при раздаче краевых участков конусность внутренней зоны принимают не более
15, а конусность вйешней зоны - не более 30,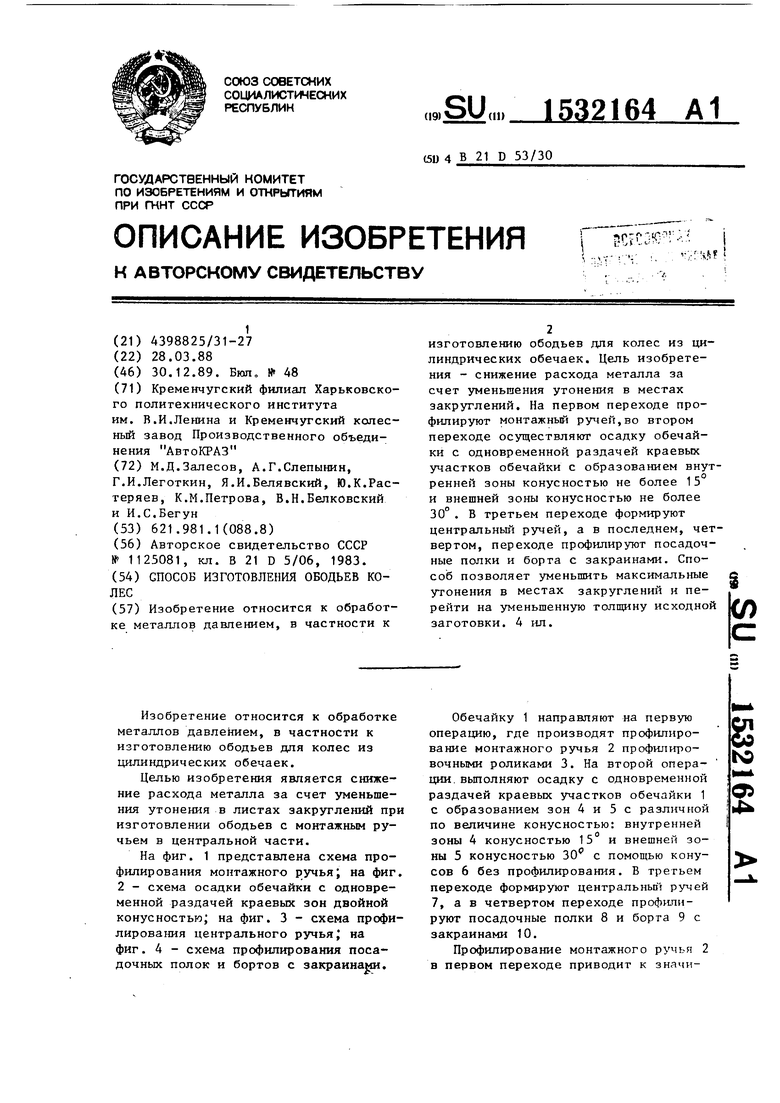
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования ободьев колес | 1989 |
|
SU1611525A1 |
| Способ изготовления ободьев для колес | 1986 |
|
SU1666254A1 |
| Способ профилирования ободьев для колес | 1988 |
|
SU1588471A1 |
| Способ профилирования ободьев колес | 1986 |
|
SU1412859A1 |
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Способ изготовления ободьев для колес из цилиндрических полых заготовок | 1983 |
|
SU1125081A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1648611A1 |
| Устройство для профилирования ободьев колес | 1983 |
|
SU1094656A1 |
| Способ изготовления деталей ободьев колес | 2022 |
|
RU2799599C1 |
| Верхние ролики для многопереходного профилирования ободьев колес | 1987 |
|
SU1433603A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению ободьев для колес из цилиндрических обечаек. Цель изобретения - снижение расхода металла за счет уменьшения утонения в местах закруглений. На первом переходе профилируют монтажный ручей, во втором переходе осуществляют осадку обечайки с одновременной раздачей краевых участков обечайки с образованием внутренней зоны конусностью не более 15° и внешней зоны конусностью не более 30°. В третьем переходе формируют центральный ручей, а в последнем, четвертом, переходе профилируют посадочные полки и борта с закраинами. Способ позволяет уменьшить максимальные утонения в местах закруглений и перейти на уменьшенную толщину исходной заготовки. 4 ил.
фиг.2
фиг. 3
Составитель Л.Самохвалова Cf3uZf. Редактор К.Крупнина Техред А.Кравчук / Корректор С.Шекмар
Заказ 7989/15 Тираж 693Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
.-.« ..Ъ «..«, . «. .. VB.
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
| Способ изготовления ободьев для колес из цилиндрических полых заготовок | 1983 |
|
SU1125081A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
