4
со
00 Од
Изобретение относится к обработке металлов давлением, в частности к инструменту для изготовления ободьев колес транспортных средств. ; Целью изобретения является умень- шение утонения металла в криволиней- ;ных участках обода и упрощение изго- :товления роликов.
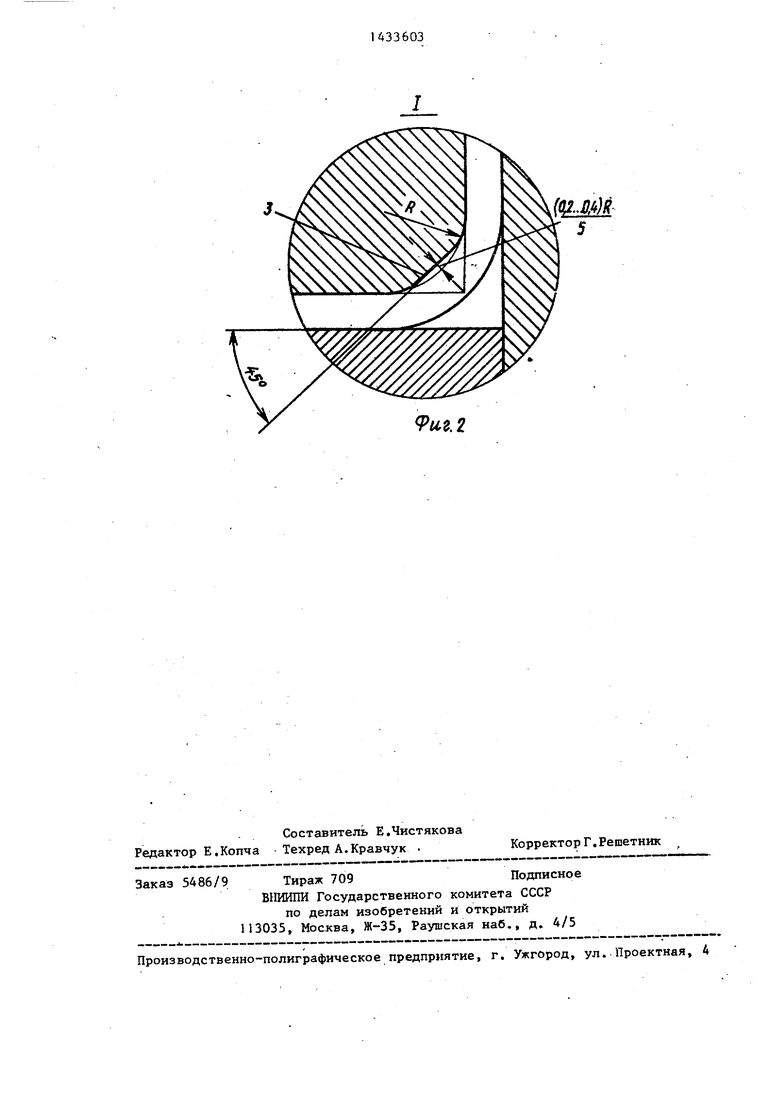
На фиг. 1 схематично изображен верхний ролик предпоследнего перехода профилирования; на фиг. 2 - узел I на фиг. 1.
Верхние ролики предпоследнего перехода представляют собой цилиндры 1 с закругленньми торцами по дуге окружности 2 с хордой 3, выполненной под углом 45 к цилиндрической части роликов 4 и с высотой сегмента 5, равной 0,2-0,4 радиуса закругле-
НИН,
Одоб 6 подается-на нижний профилированный ролик 7, зависает на нем, верхний ролик 1 опускается, включается привод вращения роликов (не по- казан), и происходит процесс профилирования. При этом металл в местах ра- радиусных переходов обечайки 6 под действием усилия профилирования и сил трения стремится в зону, находя- щуюся под меньшим давлением, соответ- 1 ствующую впадине на ролике 1, образу- |емую хордой 3, вьтолненной под углом ;45 к цилиндрической части роликов 4 :и со стрелой сегмента 5, равной 0,20,4 радиуса закругления, увеличивая тем самым толщину металла в этой зоне
При этом выполнение впадины в закруглениях торцов роликов по хорде 3 значительно упрощает их изготовление и повьшает стойкость. Угол наклона хорды 45 к цилиндрической части роликов 4 позволяет произвести набор металла (увеличение толщины) по всему радиусному переходу обода 6. Величина стрелы сегмента 5, равная 0,2-0,4 радиуса закругления, позволяет получить к последней операции некото1;и й нкат (увеличение толщины металла) по всему радиусному переходу, т.е. происходит снижение утонения металла. Формула изобретения
Верхние ролики для многопереходно-: го профилирования ободьев колес, содержащие рабочую цилиндрическую поверхность с закруглениями в местах соединения этой поверхности и торцов, отличаю щ нес я тем, что, с целью уменьшения утонения металла в криволинейных частях обода и упрощения изготовления роликов, места соединения цилиндрической поверхности с торцами роликов предпоследнего перехода выполнены в поперечном сечении с прямолинейными участками в виде хорды, расположенными под углом 45° к цилиндрической поверхности роликов, при этом высота хорды равна 0,2-0,4 радиуса закругления.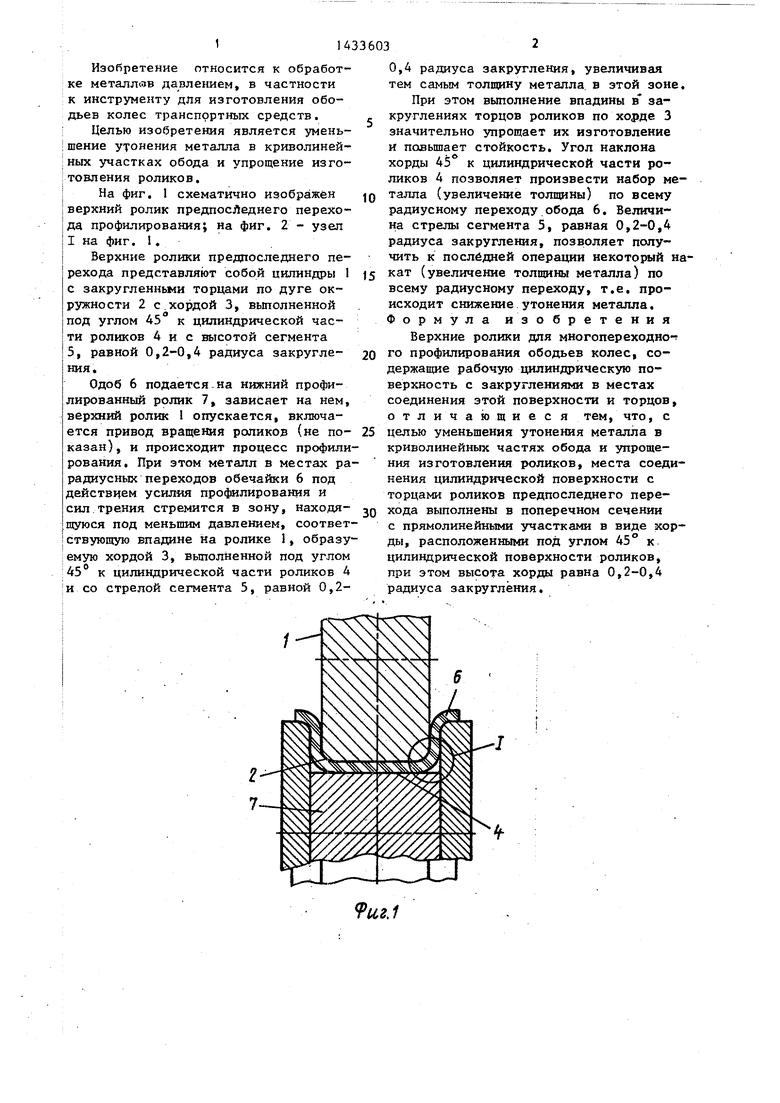
| название | год | авторы | номер документа |
|---|---|---|---|
| Верхние ролики машины для многопереходного профилирования ободьев колес | 1983 |
|
SU1127663A1 |
| Способ изготовления ободьев для колес из цилиндрических полых заготовок | 1983 |
|
SU1125081A1 |
| Способ изготовления ободьев колес | 1988 |
|
SU1532164A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1611525A1 |
| Способ профилирования ободьев колес из цилиндрических обечаек и устройство для его осуществления | 1989 |
|
SU1655636A1 |
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1648611A1 |
| Устройство для профилирования ободьев колес | 1983 |
|
SU1094656A1 |
| Способ профилирования ободьев для колес | 1988 |
|
SU1588471A1 |
| Способ профилирования ободьев колес | 1986 |
|
SU1412859A1 |
Изобретение относится к обработке металлов давлением, в-частности к инструменту для изготовления ободьев колес транспортных средств. Цель - уменьшение утонения металла в криволинейных участках обода и упрощение изготовления роликов. Ролики предпоследнего перехода профилирования имеют среднюю часть цилиндрической формы с закруглениями в местах перехода от средней части к торцам. Эти места выполнены по хорде, расположенной под углом 45° к цилиндрической части. Высота хорды составляет 0,2-0,4 радиуса закругления. Это позволяет уменьшить утонение металла в криволинейных участках обода на 0,25-0,35 мм путем расширения зоны набора металла, § а также уменьшить износ роликов. 2 ил. (Л
иг.1
teM
5
9иг.2
| Верхние ролики машины для многопереходного профилирования ободьев колес | 1983 |
|
SU1127663A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
