Изобретение относится к обработке металлов давлением, в частности к способам профилирования ободьев колес автомобилей и сельскохозяйственных машин.
Цель изобретения снижение расхода металла за счет уменьшения утонения в местах изгиба.
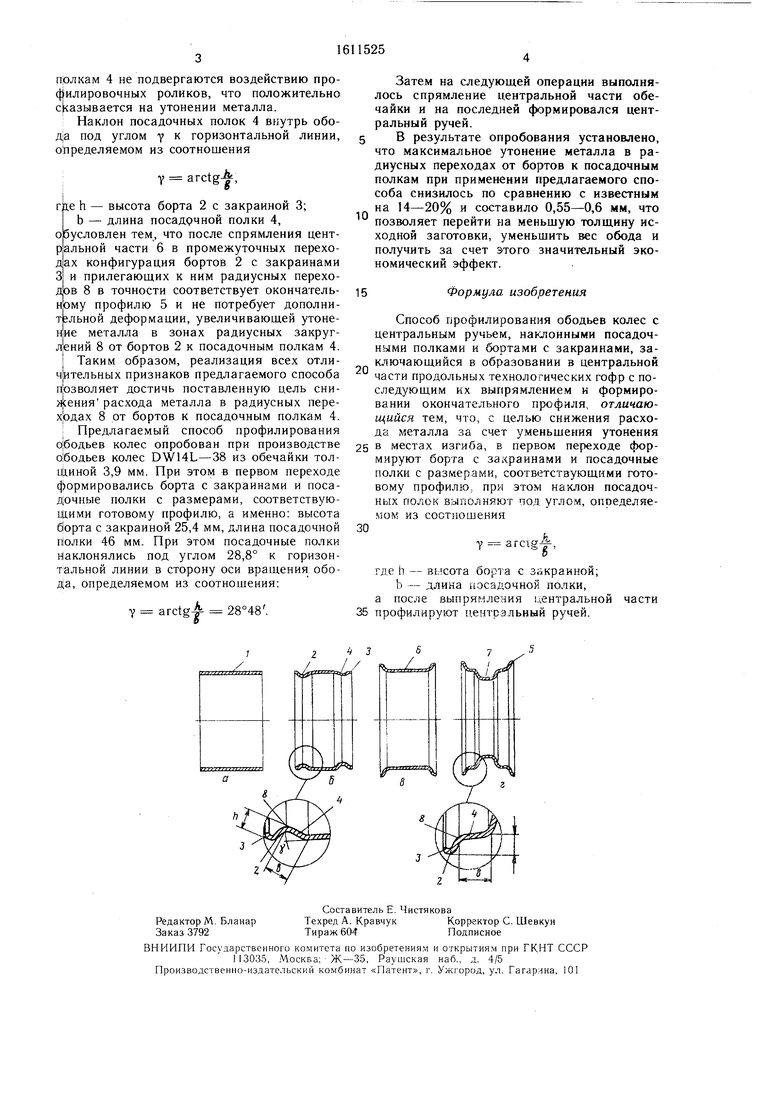
На -чертеже представлены сечения обода колеса по технологическим переходам npoj филирования: а - обечайка, б - первый переход с формированием бортов с закраинами и посадочяых полок с размерами, соответствующими готовому профилю, в - спрямление центральной части, г - профи, лирование центрального ручья.
В первом переходе в обечайке 1 формируют борта 2 с закраинами 3 и посадочные полки 4 с размерами, соответствую- 1ДИМИ готовому профилю 5. При этом посадочные полки 4 наклоняют внутрь обода под углом к горизонтальной линии, определяемом из соотношения
7 arctg- ;-,
где h - высота борта с закраиной;
b - длина посадочной полки, а после спрямления центральной части 6 обечайки профилируют центральный ручей 7.
Формирование в первом переходе бортов
2с закраинами 3 и посадочных полок 4 с размерами, соответствующими готцвому профилю 5, позволяет уже на первой операции получить окончательный профиль краевых зон 2, 3, 4 обода, таким образом сведя до минимума воздействие профилированных роликов на радиусные переходы 8 от бортов 2 к посадочным полкам 4 на последующих операциях, уменьщая тем самым утонение металла в этих местах. Действительно, после получения бортов с закраинами
3и посадочных полок 4 окончательных меров на первой операции на последующих (промежуточных переходах радиусные закругления 8 от бортов 2 к посадочным
с:
ел to
ел
прлкам 4 не подвергаются воздействию про- 4|илировочных роликов, что положительно с| азывается на утонении металла.
Наклон посадочных полок 4 внутрь обо- д;а нод углом Y горизонтальной линии, определяемом из соотношения
Y arctg-,
гре h - высота борта 2 с закраиной 3;
b - длина посадрчной полки 4, обусловлен тем, что после спрямления центральной части 6 в промежуточных переходах конфигурация бортов 2 с закраинами 3| и прилегающих к ним радиусных переходов 8 в точности соответствует окончательному профилю 5 и не потребует дополни- тЬльной деформации, увеличивающей утоне- н|ие металла в зонах радиусных закруг- л|ений 8 от бортов 2 к посадочным полкам 4.
I Таким образом, реализация всех отличительных признаков предлагаемого способа позволяет достичь поставленную цель сни- я1(ения расхода металла в радиусных пере- хрдах 8 от бортов к посадочным полкам 4.
: Предлагаемый способ профилирования о;бодьев колес опробован при производстве оЮодьев колес DW14L-38 из обечайки тол- иМной 3,9 мм. При этом в первом переходе формировались борта с закраинами и посадочные полки с размерами, ссютветствую- Шими готовому профилю, а именно: высота борта с закраиной 25,4 мм, длина посадочной полки 46 мм. При этом посадочные полки наклонялись под углом 28,8° к горизонтальной линии в сторону оси вращения обода, определяемом из соотношения:
7 arctg-4 28°48 .
Затем на следующей операции выполнялось спрямление центральной части обечайки и на последней формировался центральный ручей.
В результате опробования установлено, что максимальное утонение металла в радиусных переходах от бортов к посадочным полкам при применении предлагаемого способа снизилось по сравнению с известным иа 14-20% и составило 0,55-0,6 мм, что позволяет перейти на меньщую толщину исходной заготовки, уменьшить вес обода и получить за счет этого значительный экономический эффект.
Формула, изобретения
Способ профилирования ободьев колес с центральным ручьем, наклонными посадочными полками и бортами с закраинами, заключающийся в образовании в центральной части продольных технологических гофр с последующим их выпрямлением и формировании окончательного профиля, отличающийся тем, что, с целью снижения расхода металла за счет уменьшения утонения
5 в местах изгиба, в первом переходе формируют борта с закраинами и посадочные полки с размерами, соответствующими готовому профилю, при этом наклон посадочных полок выполняют под углом, определяемом из соотношения
0
7 arcig|,
где h - высота борта с закраиной;
b - длина посадочной полки, а после выпрямления центральной части 5 профилируют центральный ручей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ободьев колес | 1988 |
|
SU1532164A1 |
| Способ изготовления ободьев для колес | 1986 |
|
SU1666254A1 |
| Способ профилирования ободьев колес | 1986 |
|
SU1412859A1 |
| Способ профилирования ободьев колес | 1989 |
|
SU1648611A1 |
| Способ профилирования ободьев для колес | 1988 |
|
SU1588471A1 |
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Устройство для профилирования ободьев колес | 1983 |
|
SU1094656A1 |
| Способ изготовления ободьев для колес из цилиндрических полых заготовок | 1983 |
|
SU1125081A1 |
| Способ изготовления деталей ободьев колес | 2022 |
|
RU2799599C1 |
| Обод колеса для пневматических шин | 1984 |
|
SU1220923A1 |
Изобретение относится к обработке металлов давлением, в частности к способам профилирования ободьев колес. Цель изобретения - снижение расхода металла за счет уменьшения утонения в местах изгиба. Обод профилируют по переходам. На первом переходе в обечайке формируют борта с закраинами и наклонные посадочные полки с размерами, соответствующими готовому профилю. При этом посадочные полки наклоняют внутрь обода под расчетным углом. После спрямления центральной части, где были предварительно сформированы продольные технологические гофры, профилируют центральный ручей. Формирование в первом переходе бортов с закраинами и посадочных полок 4 с размерами, соответствующими готовому профилю, позволяет уже на первой операции получить окончательный профиль краевых зон обода. Этим до минимума сводится воздействие профилированных роликов на места изгиба на последующих операциях, уменьшая тем самым утонение металла в этих местах. 1 ил.
| Способ профилирования ободьев для колес | 1984 |
|
SU1199384A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
