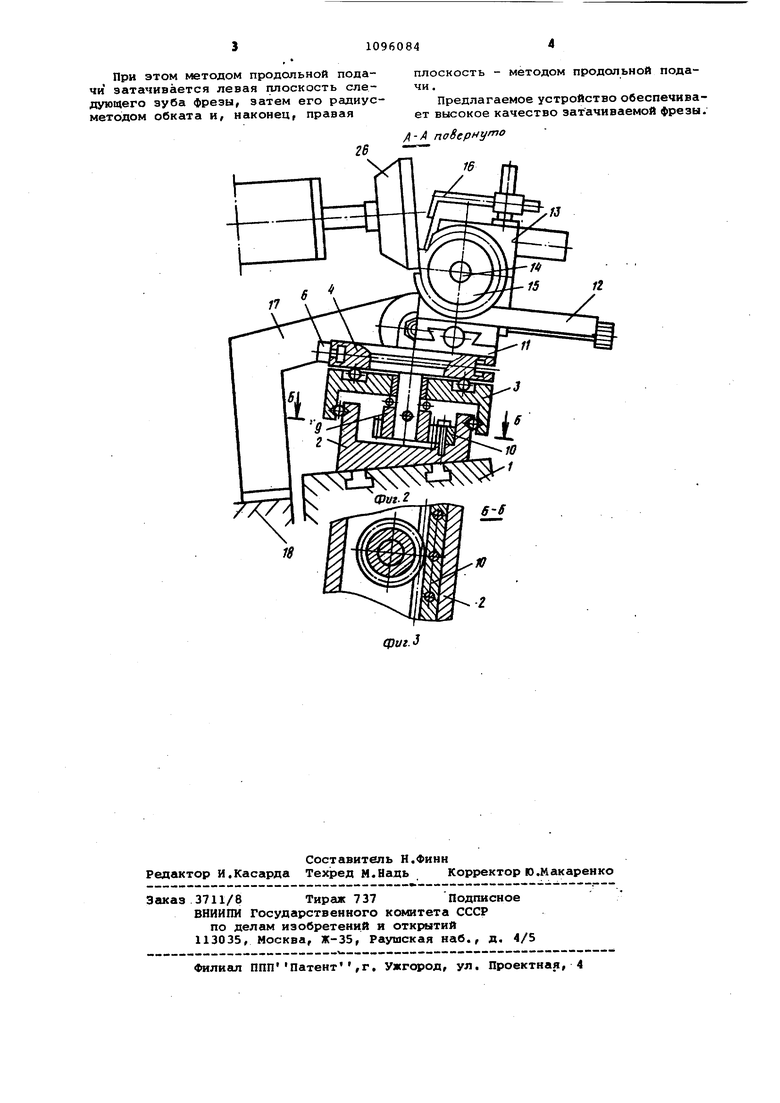
Изобретение относится к машиностр ению, и может быть использовано для заточки зубьев фрез по задней поверх ности, образованной двумя плоскостями, сопрягаемыми радиусом, на заточных, круглошлифовальных и т.п. станКах чашечными кругами. Известно устройство для заточки фрез, содержащее установленное на продольном столе заточного станка ос нонание с кареткой и ограничителями поворота вращающегося столика, несущего механизм настройки, деления на зуб и фиксации затачиваемой фрезы Cl Однако это устройство характеризу ется невысокой точностью профиля, оп редеяемой точностью изготовления копира и его базированием на столике недостаточной чистотой плоскостей, затачиваемых в конце поворотов стоян ка врезным способом. ,Цель изобретения - повышение на честна заточки зубьев фрезы путем шл фовки плоскостей методом продольной подачн и бескопирной обработки радиу са сопряжения методом обката. Подставленная цель достигается тем что в устройстве для заточки фрез, содержащем установленное на продольном столе заточного станка основание с кареткой и ограничителями поворота вращающегося столика, несущего механизм настройки, деления на зуб и фик сации затачиваемой фрезы, оснбванпе кинематически связано с вращающимся столиком посредством введенных в уст ройство рейки и шестерни, а каретка снабжена тягой, установленной с воз можностью взаимодействия с продольны столом посредством введенной в устройство пружины, Т На фиг. 1 изображено устройство,вид сверху; на фиг, 2 - разрез А-А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг, 2. Устройство для заточки фрез устанавливается на продольном столе 1 станка и содержит основание 2 с кареткой 3, которая по направляющим качения перемещается параллельно ходу стола 1. На каретке находится вращающийся столик 4, угол поворота которого определяется настройкой ограничителей 5 и б, взаимодействующих jCO штифтами 7 и 8 на каретке 3, На оси столика 4 закреплена шестерня 9; она находится в згщеплении с рейкой 10, привернутой к основанию 2, На планшайбе столика установлены настроечные крестообразные сгшазки 11 и 12, на которых закреплен делительный механизм 13 с оправкой 14 для крепления фрез 15 и с упором 16 для ее углового базирования. В г«льзе кронштейна 17, закреплен ного на корпусе 18 продольного стола 1 станка, размещена предварительно сжатая центрирующая пружина 19, которая через шайбы 20 и 21 упирается в крьаики 22 и 23, Сквозь пружину пропущена тяга 24, жестко соединенная с кареткой 3 и касающаяся торцом шайбы 20, а втулкой 25, навинченной на эту тягу, - шайбы 21, Все устройство выставляется так, что при нормальном положении центрирующей пружины 19 ось столика 4 и ось заточного круга 26 располагаются в одной плоскости, а центр радиуса затачиваемого зуба фрезы - на оси того же столика. При движении продольного стола 1 станка вправо каретка 3, удерживаемая пружиной 19, вначале остается на месте. Движущаяся вместе со столом рейка 10 поворачивает посредством шестерни 9 столик 4 против часовой стрелки до тех пор, пока ограничитель 5 не упирается в штифт 7, Шестерня 9 перестает вращаться и вместе с рейкой 10 движется вправо, увлекая каретку 3. Тяга 24 сдвигает шайбу 20, сжимая пружину 19. При выходе стола 1 в крайнее правое положение его останавливают и на оправке 14 закрепляют фрезу 15, базируя ее по углу упором 16, После включения продольной подачи стол 1 движется влево, и под действием пружины 19 через шайбу 20 и тягу 24 каретка 3 смещается в ту же сторону. При зтом методом продольной подачи затачивается правая плоскость очередного зуба фрезы 15, При совмещении осей столика 4 и круга 26 в одной плоскости шайба 20 достигает крышки 22 и каретка 3 останавливается. Стол 1 продолжает движение влево и рейка 10 поворачивает шестерню 10 со столиком 4 по часовой стрелке вокруг неподвижной оси. Зуб фрези 15 затачивается по радиусу, равному расстоянию от рабочей поверхности круга 26 до оси столика 4, Когда ограничиргель 6 достигает штифта 8, вращение . Ьтолика прекращается и каретка 3 продолжает движение влево вместе со столом 1 станка. При этом производится заточка левой плоскости зуба фрезы 15, Пружина 19 под действием шайбы 21 и втулки 25 вновь сжимается. После выхода заточенного зуба фрезы 15 из контакта с кругом 26 делительный механизм 13, выполненный в соответствии с одним из известных конструктивных решений, поворачивает фрезу 15 на следующий зуб. Стол 1 начинает движение вттраво, под действием пружины 19 каретка 3 перемещается вправо без поворота столика 4, затем останавливается по центру круга 26, поворачивается до упора в штифт 7, потом продолжает двигаться вместе со столом 1 до рвоего крайнего правого положения,
При этом методом продольной подачи затачивается левая плоскость следующего зуба фрезы, затем его радиусметодом обката и, накоиец, правая
плоскость - методом продольной подачи .
Предлагаемое устройство обеспечивает высокое качество затачиваемой фрезы.
ft-А поВерну
12
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| Станок для заточки режущего инструмента | 1988 |
|
SU1565654A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
| Устройство к универсально-заточ-НОМу СТАНКу для зАТОчКи МНОгОлЕз-ВийНОгО иНСТРуМЕНТА | 1978 |
|
SU810378A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Устройство для установки пильных цепей на заточном станке | 1990 |
|
SU1759606A1 |
УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ФРЕЗ, содержа11)ее установленное на продольном столе заточного станка основание с кареткой и ограничителями поворота вращающегося столика, несущего механизм настройки, деления на зуб и фиксации затачиваемой фрезы, отличающееся тем, что, с целью повьвиения качества заточки, основание кинематически связано с вращаюищмся столиком посредством введенных в устройство рейки и шестерни, а каретка снабжена тягой, установленной с возможностью взаимодействия с продольным столом посредством введенной в устройство пружины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дружинский И.А | |||
| Методы обработки сложных поверхностей, М.-Л., Машгиз, 1961, с | |||
| Приспособление для подъема падающих гребней в машинах льнопрядильного, джутового и т.п. производств | 1913 |
|
SU396A1 |
