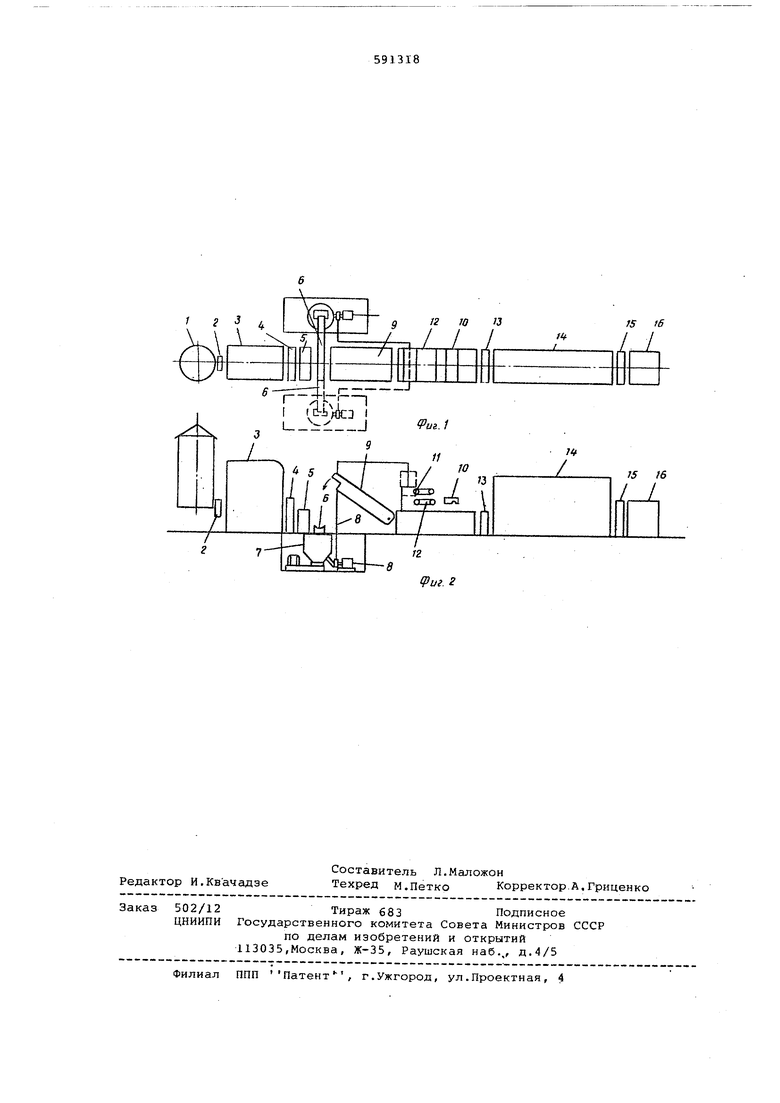
На фиг,1 показана схема поточной линии в плане, на фиг.2 - то же, вид сбоку.
Поточная линия для изготовления минераловатных изделий состоит из пла-, вильного агрегата 1, узла волокнообразования 2, камеры волокноосаждения 3, ножей 4 продольной и поперечной резки устройства 5 для взвешивания минералной ваты, поперечного транспортера б, мешалки 7 для приготовления гидромассы с дозатором раствора связующего с пенообразователем, насосов 8 с трубопроводами для подачи гидромассы из мешалки в бункер раскладчика гидромассы промежуточного транспортера 9, узла
10пролива минераловатного ковра paqgrвором связующего бункера 11 для гидромассы с верхним формующим транспортером 12, промежуточного транспортного устройства 13, камеры 14 тепловой обработки, ножей 15 продольной и поперечной резки и упаковочного оборудования 16 .
При этом для приготовления гидромассы используются одна или две мешал.ки 7, которые расположены в приямках сбоку от основного технологического оборудования после устройства 5 для взвешивания минеральной ваты, бункер
11для гидромассы с верхним формующим транспортером 12 расположен над узлом пролива минераловатного ковра раствором связующего.
При изготовлении мягких, полужестких и жестких плит по традиционной технологии промежуточный транспортер 9 устанавливают в горизонтальное положение для передачи минераловатного ковра от камеры волокнооосаждения 3 к узлу пролива раствором связующего без его измельчения. Ножи 4 продольной и поперечной резки и бункер для гидромассы с верхним формующим транспортером 12 приподняты для свободного прохождения минераловатного ковра. Сформированный в камере волокноосаждения ковер пропитывают в камере волокноосаждения или на узле пролива .раствором связующего, проходит тепловую обработку и разрезается на, плиты.
При изготовлении плит повьЕиенной емкости из гидромассы промежуточный транспортер 9 устанавливается в наклонном положении с таким расчетом, чтобы куски ковра могли попасть на поперечный транспортер 6.
Ножи продольной и поперечной резки устанавливают в положении, при которсЯи они разрезают минераловатный ковер на требуемые куски. Бункер для гидромассы с верхним формующим транспортером 12 устанавливают в положе- ние, необходимое для формования непре рывного минераловатного ковра требуемой толщины.Сформованный в камере ковер разрезают на части, которые, попадая на поперечный транспортер 6, подаются в мешалку 7. Одновременно с ватой в мешалку подают отходы производства. Приготовленную в мешалке гидромассу по трубопроводу насосом 8 подают в бункер 11. Из гидромассы формуют непрерывный минераловатный ковер, который после тепловой обработки разрезают, на плиты требуемых размеров.
Предлагаемая поточная линия для производства минераловатных изделий
5 может найти- широкое применение в минераловатной промышленности. При использовании одной линии мощность 50 тыс.М в год экономический эффект достигает 1 млн.рублей.
0
Формула изобретения
Поточная линия для изготовления минераловатных изделий, включающая плаjc вильный агрегат с камерой волокноосаждения и приемным транспортером, смеситель, формовочный конвейер с подпрессовочным приспособлением, камеру тепловой обработки и упаковочное отделение, отличающаяся тем, что,
40 с целью расширения ассортимента изделий, она снабжена бункером, установленным над формовочным конвейером, приемный транспортер установлен с возможностью поворота в вертикальной плоскости, а подпрессовочное приспособление выполнено в виде транспортера.
Источники информации, принятые во внимание при экспертизе:
1.Китайцев В.А. Технология теплоизоляционных изделий, М., Стройиздат, 1964, с.115-121.
2.Авторское свидетельство СССР № 393357, С 04 В 43/02,1974.
.
I fc-b,(k;3 I
1 Ъ:Г1I tS
fPuz.l 16
D
11
г
I n
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления теплоизоляционных изделий из минеральной или стеклянной ваты | 1977 |
|
SU876624A1 |
| Установка для изготовления минераловатных изделий | 1981 |
|
SU1044618A1 |
| Устройство для изготовления тепло-изОляциОННыХ издЕлий | 1979 |
|
SU815003A1 |
| Поточная линия для изготовления минераловых изделий | 1976 |
|
SU612919A1 |
| Поточная линия для изготовленияМиНЕРАлОВАТНыХ или СТЕКлОВАТНыХиздЕлий | 1977 |
|
SU815000A1 |
| Устройство для изготовления теплоизоляционных изделий | 1976 |
|
SU604689A1 |
| Поточная линия для изготовления жестких минераловатных плит | 1983 |
|
SU1096258A1 |
| Устройство для формования минера-лОВАТНыХ или СТЕКлОВАТНыХ издЕлий | 1978 |
|
SU810653A1 |
| СВЯЗУЮЩЕЕ ДЛЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045491C1 |
| Устройство для изготовления профилированных минераловатных изделий | 1980 |
|
SU908781A1 |