. Изобретение относится к прокатному производству, а именно к конструкциям прокатных валков, и может 6ь7ть использовано в рабочих клетях широкополосных станов. Известен составной прокатный валек содержащий несущую ось и насаженный на нее с натягои бандаж 1. , Недостаток данного валка заключается в том, что соединение посредством натяга не обеспечивает прочной фиксации бандажа на несущей оси, при этом от натяга в бандаже создаются предварительные напряжения, которые снижают его работоспособность. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является составной про катный валок, содержащий несущую ось с коническим буртом, выполненным со стороны привода, и насаженный на. нее бандаж, один торец которого оперт в бурт, а другой взаимодействует с нажимной гайкой, установленной со сто роны перевалки 2. Однако известный валок характеризуется недостаточной эксплуатационно стойкостью при передаче больших крут тящих моментов, необходимых для прокатки широкополосных полос и листов, вследствие осевых нагрузок и скручи вания бандажа. Скручивание бандажа является одной из причин перекоса ва ков относительно полосы при прокатке кбторый вызывает появление больших осевых нагрузок на валки и подшипники. Снижает их работоспособность и точность прокатки в результате возни новения в прокатываемой полосе со стороны привода контактных давлений больших, чем с противоположной сторо ны, и вследствие этого появление вол нистообразного проката. Цель изобретения - повышение эксп плуатационной стойкости валка за сче снижения осевых нагрузок и обеспечения pajBHOMepHoro распределения напряжений по сечению бандажа при пере даче крутящего момента. Поставленная цель достигается тем что составной прокатный валок/ солер жащий несущую ось с коническим бурто выполненным со стороны привода, и насаженный на нее бандаж, один торец которого оперт в бурт, а другой взаимодействует с нажимной гайкой, установленной со стороны перевалки, снабжен штифтами, равномерно размещенными по сечению валка и пропущенными через торцовые поверхности бандажа в несущую ось навстречу друг другу под углом к оси валка, причем жесткость штифтов, установленных со стороны привода, меньше жесткости штифтов со стороны перевалки, а разность жесткостей определяют по следующему математическому выражению где С,| и С - жесткости штифтов, установленных соответственно со стороны привода и перевалки; п - число штифтов; Cf - длина бочки бандажа; h - радиус несущей оси; G - модуль упругости оси при сдвиге. Кроме того, конусность бурта равна углу наклона штифтов и составляет 21-23°, а каждый штифт меньшей жесткости выполнен полым с продольным сквозным пазом по. длине стенки. На фиг. 1 изображен предлагаемый валок, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (валок в плоскости расположения штифтов со стороны перевалки, поперечный разрез); на фиг. 3 - разрез Б-Б на фиг. 1 (валок в плоскости расположения штифтов со стороны привода, поперечный разрез) ; на фиг. 4 - часть несущей оси со стороны конического бурта; на фиг. 5 - эпюра напряжений кручения бандажа; на фиг. б - схема рас-т пределения крутящего момента на предлагаемом валке; на фиг. 7 - схема распределения крутящего момента на известном валке; на фиг. 8 - схема соединения несущей оси с бандажом; на фиг. 9 - схема нагруженйя и дефор- мации сплошных штифтов; на фиг. 10 схема нагруженйя и деформации полых штифтов; на фиг. 11 - схема деформации несущей оси; на фиг. 12 - графическая зависимость для определения крутящих моментов по концевым частям бандажа. Составной прокатный валок содержит несущую стальную ось 1 с коническим буртом; чугунный бандаж 2, имеющий со стороны привода валка коническую расточку для вхождения в нее при сборке конического бурта оси; полые штифты 3, которые могут быть как цилиндрическими, так и с незначительным конусом, имеющие по длине от периферии к центру односторонний разрез (паз) для дополнительного уменьшения жесткости штифта; штифты 4 сплошного сечения с большой жесткостью, размещенные между осью и бандажом под углом к оси валка со стороны перевалки; нажимную гайку 5, Штифты 3 и 4 запрессовываются при сборке валка в соответствующие отверствия и являются основными элементами, обеспечивающими передачу крутящего момента от оси к бандажу. Число их в каждом ряду может быть примерно 6-12 в зависимости от величины передаваемых усилий. Внутреннее отверстие полых штифтов выполнено для уменьшения их в жесткости и
может быть использовано для отвода хладагента в случае применения внутреннего охлаждения. Внутренний диаметр штифтов и ширину паза, определяющие величину снижения их жесткости, принимают исходя из возможных деформаций кручения оси. При этом .внутренний диаметр штифтов может составлять порядка одной трети, а ширина паза примерно 3-5% наружного диаметра штифтов. Наружные диаметры полых штифтов и штифтов сплошного сечений, а также их длина принима- ются по условиям прочности на срез и смятие и могут составлять:диаметры порядка 10% диаметра оси валка, длин порядка 3-3,5 их наружного диаметра.
Оптимальное значение угла р между осями расположения штифтов по условию прочности и технологическим требованиям целесообразно принимать в пределах 42-46. При этом обеспечивается достаточная прочность бандажа при передаче больших крутящих моментов, так как полукруглые канавки в бандаже под штифты, расположенные под углом к оси валка 21-23, минимально ослабляют тело бандгша по опасным сечениям, обеспечивают установку штифтов в зоне наименьших напряжений сжатия, возникающих в результате давления со стороны опорного валка и прокатываемого материала и позволяет избежать возникновения больших концентраторов напряжений в теле бандажа в местах запрессовки штифтов. . .
Составной прокатный валок работае слвдукнцим образом.
Крутящий момент привода с несущей оси 1 передается на бандаж 2 двумя силовыми поток 1ми через полые штифты 3, установленные между осью и бандажом со стороны привода, и через штифты 4 сплошного сечения, установленные аналогично на другом конце бандажа. Так как штифты 3 имеют меньшую жесткость, чем штифты 4, то в процессе работы валка вследствие деформаций кручения оси происходит перераспределение общего крутящего момента, передаваемого с оси на бандаж через несущие элементы - штифты, что обеспечивает более равномерное распределение напряжений кручения по длине бандажа. Незначительные осевые нагрузки, возникающие в процессе работы, воспринимаются, наясимной гайкой 5 и коническим буртом оси валка.
На фиг. 6 дана схема распределения общего крутящего момента предлагаемого валка на два силовых потока равной мощности: первый передается с оси на бандаж со стороны перевалки валка (М) через штифты сплошного сечения, второй - со стороны привода (Mj) через полые штифты. При этом ось передает полный крутящий момент только на участке от муфты привода
до бандажа (до сечения бандажа в плоскости расположения полых штифтов) . На участке бандажа ось передает на бандаж половину крутящего момента М|, другая часть крутящего момента f передается с оси на бандаж со стороны привода. Суммарная эпюра кручения бандажа складывается из двух эпюр кручения: от момента М, имеющая форму треугольника с аксимальным значением со стороны перевалки и убывающа до нуля в сторону привода, и от момента М,, имеющая такого же треугольника с максимальным значением со стороны првода и убывакяцая до нуля в сторону перевалки. Так как оба крутящих момента М и М- передаются с оси на бандаж одновременно, то суммарная эпюра кручения бандажа представляет собой прямоугольник с одинаковой ординатой момента Мк5 . 5).
На фиг. 7 для сопоставления показана эпюра распределения крутящего момента при работе известного валка четырехвалкового стана при приложении крутящего момента М состороны привода, котормй в процессе прокатки (в процессе приложения момента сопротивления Mj.) распределяется по закону треугольника по ширине пpoкaтывемой полосы. При этом максимальное н напряжение кручения бандажа в опасно сечении определяется из расчета передачи полного крутящего момента. Кроме того, в результате появления осевых нагрузок в поверхностном слое бандажа возникают напряжения сдвига.
Таким образом, напряжение кручения в теле бандажа предлагаемой конструкции распределяется более равномерно по всей длине бандажа ичисленно снижается примерно в два раза по сравнению с передачей крутящего момента привода на бандаж с одной стороны, т. е. одним силовым потоком. Поэтому в предлагаемой конструкции прочность ваЛка повышается в два раза.
Кроме того, также повышается и долговечность поверхностного слоя бандажа, так как исключаются поверхностные напряжения сдвига в бандаже в осевом направлении валка и уменьшается трещинообразование на рабочей поверхности валка. Исключение поверхностных напряжений сдвига в осевом направлении достигается благодаря устранению скручивания бандажа при передаче момента прокатки, т.е. угло вое смещение одного торца бандажа относительно другого примерно равно нулю.
На фиг. 8-11 приведены расчетные схемы, поясняющие определение величи жесткости штифтов. С и . обеспечи, вающих передачу общего крутящего момента с оси на бандаж двумя сило ми потоками равной мощностн. Это обеспечивается при условии, чТо ли нейные деформации сжатия штифтов и кручения оси связаны следующей зави симостью ЙШ, где 41и - линейная деформация сжати штифтов, установленных со стороны перевалки; линейная деформация сжати штифтов, установленных с стороны привода; линейная деформация круче ния оси на участке бандаж Указанные величины определяются по формулам где момент прокатки (крутящий момент привода); Ig - длина бандажа; г - радиус оси; п - число штифтов, установленных в каждом сечении соеди нения оси с бандажом; полярный момент инерции се чения оси ( 0,ld 1,6 ; С| - модуль упругости оси при сдвиге ( кгс/см); С и С.- жесткости штифтов, устано ленных соответственно со стороны перевалки и привод После соответствугацих преобразов НИИ получаем Из уравнения (3) следует, что жесткость штифтов С больше жесткос штифтов Cj, причем наилучшим соотно шением являются случаи, когда значе ния Cjj весьма большие, иак как при этом линейные деформации сжатия штифтов, установленных со стороны перевалки, весьма малые, что соотве ствует благоприятным условиям работ составного валка вследствие малых относительнЕК перемещений оси и бан дажа. Таким образом, жесткость штифтов подбирается из условия обеспечения их работы в пределах упругих деформаций и передачи крутящего момента оси на бандаж двумя силовыми потоками равной мощности. При этом величины крутящих моментов М и М передаются с оси на бандаж (фиг. 12) и их равенiiiTBO соответствует значению К 0,5. Из графиков фир. 12 видно, что величина- коэффициента К может изменяться в пределах О i К 1 При всех других значениях К кроме ,К 0,5 и граничных значений общий крутящий момент распределяется на два силовых потока неравной мощности. При граничном значении К О м, О и весь крутящий момент от привода передается с оси на бандаж через штифты, установленные со стороны ревалки. При граничном значении (К 1М Ои весь крутящий мсжент от привода передается с оси на бандаж нерез штифты, установленные со стороны привода. Анализируя полученные значения линейных деформаций сжатия штифтов и кручения оси на участке бандажа в соответствии с уравнениями (1), (2) 1И (3) при различных соотношениях жесткостей, установлено, что при проектировании составного валка это соотношение следует принимать по возможности большим (порядка 10-20 и более) . Если С, 20C2f то для валка при 1х- 8г, г 25 см, п 12 из урав ия (3) получим С - 10 кгс/см, Су -Ю кгс/см Из уравнения (2), если принять М„р 150-10 кгс-см, ш-, - мм. При этом исходное уравнение (1) соблюдается, так как 0.75 15 14,25 1Э 19 19 Отсюда видно, что линейная дефорация штифтов со стороны перевалки составляет порядка 40 мкм, а линейные еформации кручения оси на участке бандажа близки по своему абсолютному значению. Снижение относительных таненциальных перемещений оси и бандажа является благоприятньол фактором в раоте двух сопряженных цилиндрических оверхностей оси и бандажа, что долно учитываться при выборе жесткосей штифтов в процессе проектирования оставного валка. Экономическая эффективность от . недрения изобретения только на стае 2000 Череповецкого метзавода сосавляет в год около 6 млн. руб.
U2.2
и-1Л
Фиг.З


| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1984 |
|
SU1220207A1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| Прокатный валок | 1978 |
|
SU784963A1 |



1. СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК, содержащий несущую ось с коническим буртом, выполненным со сторо1ны привода,и насаженный на нее бандаж, один тоЕюц которого оперт в бурт, а другой взаимодействует р нажимной гайкой, установленной со стороны перевалки, отличающийся тем, что, с целью повышения эксплуатационной стойкости валка за счет снижения осевых нагрузок и обеспечения равномерного распределения напряжений по сечению бандажа при передаче крутящего момента, он снабжен штифтами, равномерно размещенными по сечению валка и пропущенными торцовые поверхности бандажа в несущую ось навстречу друг другу под углом к оси валка, причем жесткость штифтов, установленных со стороны привода, меньше жесткости штифтов со стороны перевалки, а разность жестяо костей определяют по следующему математическому выражению : 1 ntt: Cj С - .ь ,.2 G где С, и Cj - жесткости штифтов, установленных соответственно со стороны привода и перевалки; п - число штифтов; 1 - длина бочки бандажа; г - радиус несущей оси; (ч - модуль упругости оси при сдвиге. 2. Валок по п. 1, отлич-ающ и и с я тем, что конусность бурта равна углу наклона штифтов и составляет 21-23°, а каждый штифт меньшей жесткости выполнен полым с пройольным сквозным пазсж по длине стенки.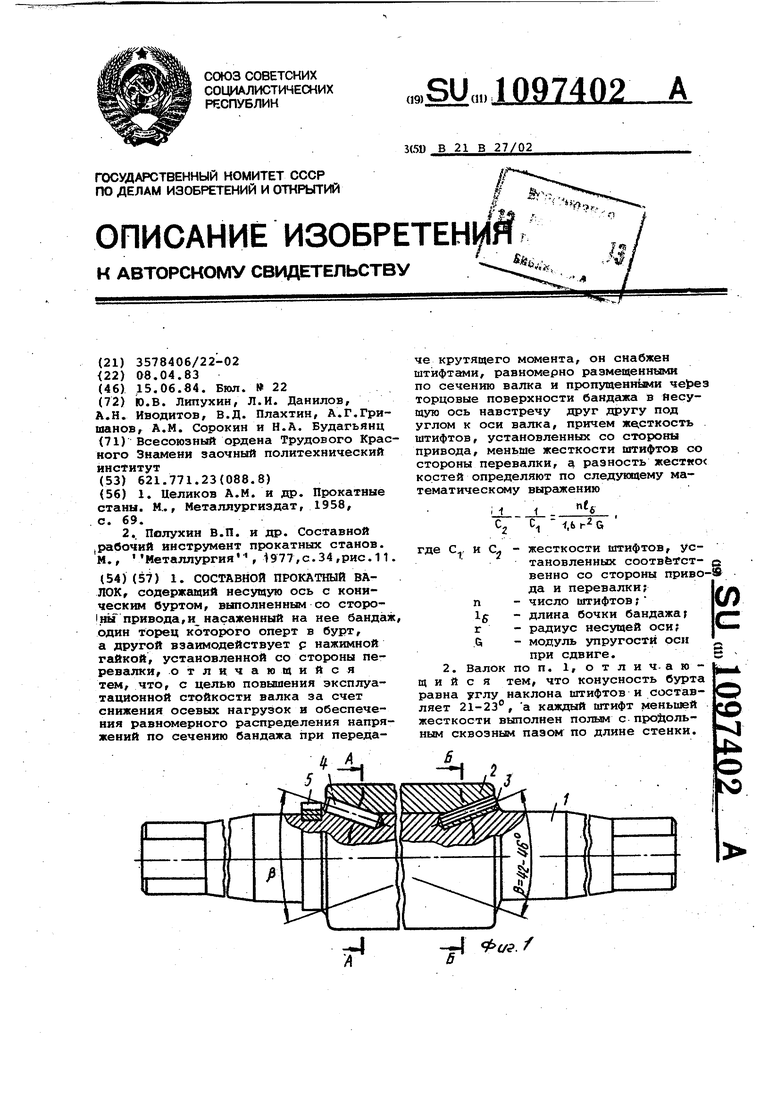
Банда1 Несущая
Фиг.6
ёамаМ р мпр
.ггГПТ Т
t..t.J.J.J.A.X3
т
П(1.1
Мпр
ТУ /
fui.7
ПЛ.2
тз
Фиг.9
Фиг. 11
О 0.1 0,1 0,3 0,4- 0,5 0,6 0,7 0,8 OS W Фиг. 12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целиков A.M | |||
| и др | |||
| Прокатные станы | |||
| М.., Металлургиздат, 1958, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Полухин В.П | |||
| и др | |||
| Составной рабочий инструмент прокатных станов | |||
| М., Металлургия, 1977,с.34 ,рис | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
