1 Нзобретелие относится к общему машиностроению и касасгтся сборки втулочно-роликовых цепей. Известен способ сборки втулочнороликовых цепей, включающий сборку катушек путем установки во внутренние пластины втулок с роликами и со динение катушек между собой посредс вом валиков, устанавливаемых в отверстия втулок, и йаружных пластин, напрессовываемых на концы валиков С Недостатком известного способа является то, что он применим только для сборки втулочно-роликовых цепей с шагом более 38 мм, т.е. цепей, ва лик которых значительно превышает суммарную высоту катушки и двух наружных пластин, что дает возможност обеспечить центрацию валиков по цилиндрическим поверхностям их концов что усложняет процесс при автоматической сборке цепей малого шага. Целью изобретения - расширение технологических возможностей. Поставленная цель достигается тем, что согласно способу сборки втулочно-роликовых цепей, включающе му сборку катушек путем установки во внутренние пластины втулок с роликами и соединение катушек между собой посредством валиков, устанавливаемых в отверстия втулок, и наружных пластин, напрессовываемых на концы валиков, соединение катушек осуществляют путем запрессовки, каждого валика в одно из отверстий наружных пластин с образованием полувилок и последующей установки валик полувилки в отверстие втулки с использованием промежуточного направл щего элемента, вводимого в отверстие втулки со стороны, противополож ной вводимому концу валика полувилки. На фиг. 1 изображена схема сборки полувилок; на фиг. 2 - схема сбо ки цепи. Втулочно-роликовую цепь собирают из наружных пластин 1, валиков 2 и катушек 3, каждая из которых в св 3 очередь состоит из внутренних пластин 4, втулки -5 и ролика 6. Сборку осуществляют следующим образом. Устанавливают по одному валику 2 над отверстием каждой наружной пластины 1, ориентируют наружную пластину 1 на промежуточно-направляющем элементе 7 по отверстию, а затем на промежуточных направляющих элементах 7 и 8 относительно поверхности этого отверстия с двух сторон ориентируют ось валика 2, что равноценно ориентации валика 2 по его наружной поверхности. После этого осуществляют операцию запрессовки за счет относительного перемещения валика 2 и наружной пластины 1, например перемещают валик 2 в направлении наружной пластины 1. Таким образом, запрессовывают валик 2 в отверстие пластины 1, образуя при этом полувилки 9. Далее устанавливают валики 2 полувилок 9 напротив отверстий втулок 5 катушек 3 так, чтобы они в своей паре полувилок 9 располагались против свободного отверстия полувилки 9, ориентируют отверстия наружных пластин 1 на промежуточных направляющих элементах 10 и 11 соответственно нижнего 12 и верхнего 13 ползунов. После этого одновременным перемещением ползунов 12 и 13 навс-фечу друг другу ориен1рируют по оси промежуточных направляющих элементов 10, 14 и 11, 15 валики 2, Дальнейшим перемещением ползунов 12 и 13 навстречу друг другу утапливают элементы 10, 11, 14 и 15 До Упора в ползуны 12 и 13, перемещают валики 2 полувилок 9 в отверстия катушек 3 с последующей запрессовкой валиков 2 в свободное отверстие противолежащей полувилки 9. Предлагаемый способ сборки втулочно-роликовых цепей позволяет собирать цепи любого шага, обеспечивает повышение качества сборки и упрощение операций при автоматической сборке.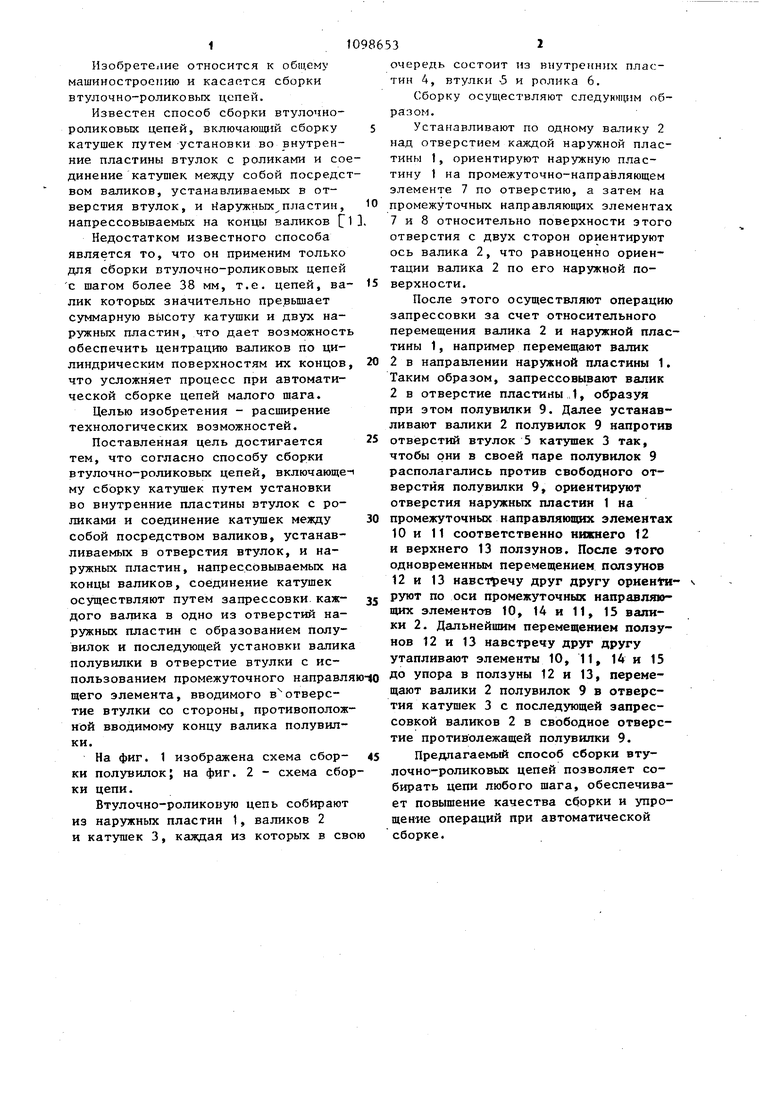
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| Способ сборки втулочно-роликовых цепей | 1976 |
|
SU580055A1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Способ сборки втулочно-роликовых цепей | 1988 |
|
SU1588481A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Способ сборки однорядных роликовых цепей и роторная машина для его осуществления | 1990 |
|
SU1784405A1 |
| Автомат сборки внутренних звеньев втулочнороликовых цепей | 1981 |
|
SU958034A1 |
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1234037A1 |
| Роторная машина для сборки блоков втулочных и роликовых цепей | 1977 |
|
SU668758A1 |
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1230740A1 |
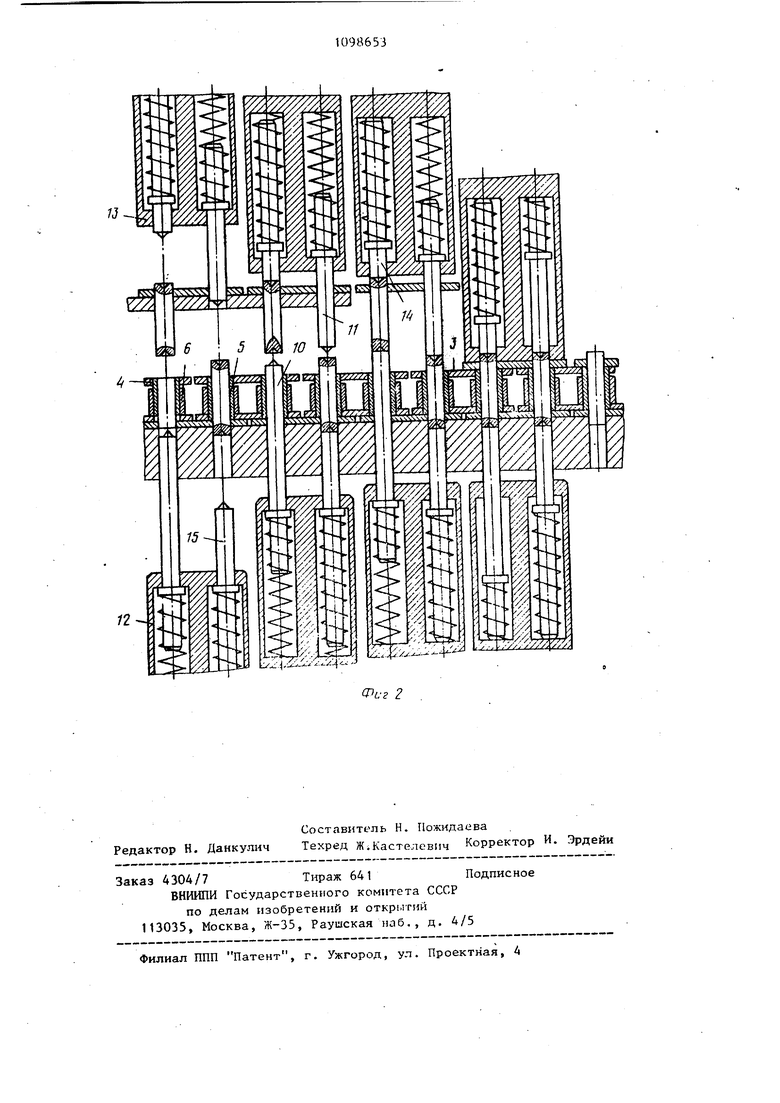
СПОСОБ СБОРКИ ВТУЛОЧНО-РОЛИКОВЫХ ЦЕПЕЙ, включанщий сборку катушек путем установки во внутренние пластины втулок с роликами и соединение катушек между собой посредством валиков, устанавливаемых в отверстия втулок, и наружных пластин, напрессовываемых на концы валиков, отличающийся тем, что, с целью расширения технологических возможностей, соединение катушек осуществляют путем запрессовки каждого валика в одно из отверстий наружных пластин с образованием полувилок и последующей установки валика полувилки в отверстие втулки с использованием промежуточного направляющего элемента, вводимого в отверстие втулки со стороны, противоположной вводимому концу валика полувилки. х X) 35 :д :о
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (прототип). | |||
