Изобретение относится к механосборочному производству, а именно к способам сборки втулочно-роликовых цепей.
Цель изобретения - повышение качества сборки.
Поставленная цель достигается путем обеспечения перпендикулярности втулок и пальцев соответственно внутренней и наружной пластинам цепи, а также необходимого расстояния между противоположно расположенными соответствующими пла- стинами.
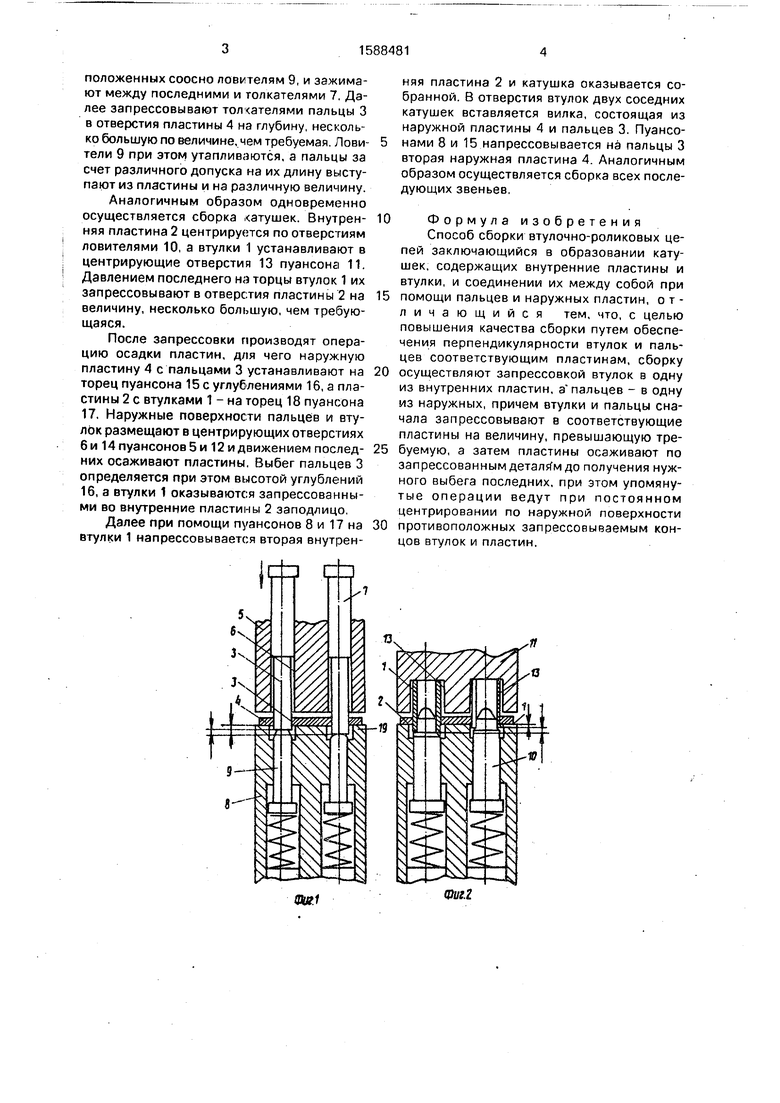
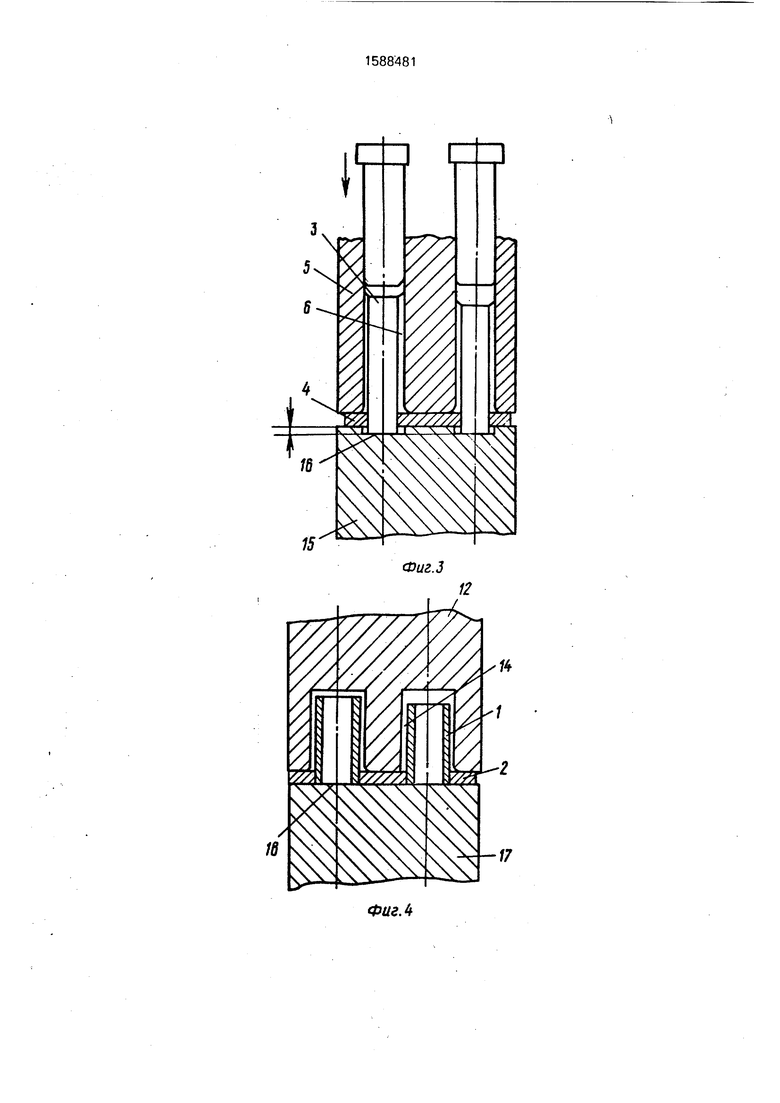
На фиг. 1 дана схема запрессовки пальцев в наружную пластину на величину, превышающую максимальную; на фиг. 2-то же. при запрессовке втулок во внутреннюю пластину: на фиг. 3 и 4 - схемы операций осаживания пластин соответственно по пальцам и втулкам до получения их требующегося выбега из пластин; на фиг. 5 - схема напрессовки наружной пластины на пальцы; на фиг. 6 - схема напрессовки внутренней пластины на втулки.
Собираемая втулочно-роликовая цепь содержит катушки, каждая из которых состоит из двух втулок 1 и двух внутренних пластин 2, а также пальцы 3 входящие в отверстия втулок, и наружные пластины 4, Для сборки используют пуансоны 5 с центрирующими отверстиями 6 и толкателями 7. пуансоны 8 с подпружиненными ловителя-, ми 9 или 10, пуансоны 11 и 12 с центрирующими отверстиями 13 и 14, а -также пуансоны 15 с углублениями 16 и пуансоны 17 с плоским торцом 18.
Способ осуществляется следующим образом.
На базовую торцовую поверхность 19 пуансона 8 устанавливают наружную пластину 4, которая центрируется по отверстиям ловителями 9. Пальцы 3 размещают в центрирующих отверстиях пуансона 5. рассл
00
сх
1:
00
положенных соосно ловителям 9, и зажимают между последними и толкателями 7. Далее запрессовывают толкателями пальцы 3 в отверстия пластины 4 на глубину, несколько большую по величине, чем требуемая. Лови- тели 9 при этом утапливаются, а пальцы за счет различного допуска на их длину выступают из пластины и на различную величину.
Аналогичным образом одновременно осуществляется сборка ,атушек. Внутрен- няя пластина 2 центрируется по отверстиям ловителями 10, а втулки 1 устанавливают в центрирующие отверстия 13 пуансона 11. Давлением последнего на торцы втулок 1 их запрессовывают в отверстия пластины 2 на величину, несколько большую, чем требующаяся.
После запрессовки производят операцию осадки пластин, для чего наружную пластину 4 с пальцами 3 устанавливают на торец пуансона 15 с углублениями 16, а пластины 2 с втулками 1 - на торец 18 пуансона 17, Наружные поверхности пальцев и втулок размещают в центрирующих отверстиях 6 и 14 пуансонов 5 и 12 и движением послед- них осаживают пластины. Выбег пальцев 3 определяется при этом высотой углублений 16, а втулки 1 оказываются запрессованными во внутренние пластины 2 заподлицо,
Далее при помощи пуансонов 8 и 17 на втулки 1 напрессовывается вторая внутренняя пластина 2 и катушка оказывается собранной. В отверстия втулок двух соседних катушек вставляется вилка, состоящая из наружной пластины 4 и пальцев 3. Пуансонами В и 15 напрессовывается на пальцы 3 вторая наружная пластина 4. Аналогичным образом осуществляется сборка всех последующих звеньев.
Формула изобретения Способ сборки втулочно-роликовых цепей заключающийся в образовании катушек, содержащих внутренние пластины и втулки, и соединении их между собой при помощи пальцев и наружных пластин, о т - личающийся тем, что, с целью повышения качества сборки путем обеспечения перпендикулярности втулок и пальцев соответствующим пластинам, сборку осуществляют запрессовкой втулок в одну из внутренних пластин, а пальцев - в одну из наружных, причем втулки и пальцы сначала запрессовывают в соответствующие пластины на величину, превышающую требуемую, а затем пластины осаживают по запрессованным дeтaл fм до получения нужного выбега последних, при этом упомянутые операции ведут при постоянном центрировании по наружной поверхности противоположных запрессовываемым концов втулок и пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
| Способ сборки втулочно-роликовых цепей | 1981 |
|
SU1098653A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| Способ сборки втулочно-роликовых цепей | 1976 |
|
SU580055A1 |
| Машина для сборки втулочных и роликовых цепей | 1976 |
|
SU632466A1 |
| Устройство для двухсторонней сборки запрессовкой обхватываемой и обхватывающих деталей | 1983 |
|
SU1140929A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦЕПИ | 2003 |
|
RU2257991C2 |
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1230740A1 |
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1234037A1 |
| Устройство для запрессовки втулок с боковым отверстием в поворотные кулаки автомобилей | 1987 |
|
SU1532271A1 |

Изобретение относится к механосборочному производству, в частности к способам сборки втулочно-роликовых цепей. Цель изобретения - повышение качества сборки путем обеспечения перпендикулярности втулок и пальцев соответствующим пластинам (ПЛ) цепи, а также необходимого расстояния между противоположно расположенными ПЛ. Внутреннюю и наружную ПЛ располагают на базирующих торцах пуансонов и центрируют подпружиненными ловителями. Пальцы и втулки размещают в центрирующих отверстиях оппозитно установленных пуансонов и запрессовывают первые - толкателями, а вторые - торцами отверстий пуансонов, на величину, превышающую требуемую. Далее осуществляют осадку ПЛ до нужного выбега запрессованных деталей из них. Напрессовывают на втулки вторую внутреннюю ПЛ, вставляют пальцы с наружными ПЛ в отверстия втулок соседних катушек и напрессовывают вторую наружную ПЛ. 6 ил.
Фиг.1
(Оиг2
Фиг.З
Фиг Л
ю
IB
| Способ сборки втулочно-роликовых цепей | 1984 |
|
SU1234037A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
