со
00
ел
со Изобретение относится к технике обработки металлов резанием и может быть использовано в двухшпиндельных станках для одновременной обработки нротивоположных торцов деталей. Известно устройство для подачи деталей, содержащее ползун с захватом, снабженный приводом поступательного и винтового движений, вертикально установленную направляющую для подачи деталей из бункера, расположенную над захватом, и упор, размещенный под захватом и выполненный в виде регулируемой опоры Ц. Однако известное устройство не обеспечивает точного центрирования деталей с допусками по длине детали, необходимого для одновременной обработки обоих концов, так как расстояние от одного конца захвата до центра захвата всегда определяется высотой установки упора и, если деталь по длине отличается от стандартной, то один ее конец будет выступать из захвата больще, чем другой. Цель изобретения - повышение точности центрирования. Указанная цель достигается тем, что в устройстве для подачи деталей, содержащем ползун с захватом, снабженный приводом поступательного и винтового движений, вертикально установленную направляющую для подачи деталей из бункера, расположенную над захватом, и упор, размещенный под захватом, упор установлен подвижно в вертикальной плоскости и подпружинен, а его поверхность, контактирующая с .деталью, выполнена вогнутой цилиндрической с фасками по кромкам. Причем захват выполнен в виде сквозного паза на торце ползуна с установленным на дне магнитом. На фиг. 1 представлено устройство для подачи деталей, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство установлено на станке, имеющем базирующую призму 1 и обращенные друг к другу щпиндельные головки 2, размещенные по обе стороны от нее. Шпиндельные головки 2 связаны с соответствующими приводными электродвигателями и несут резцы (не показаны) или подобный обрабатывающий инструмент, например резцы для снятия фасок на деталях 3. Собственно устройство подачи включает бункер 4, трубчатую направляющую 5, ползун 6, упор 7 и отсекатель 8. Ползун 6 имеет на торце захват в виде паза 9, в который вмонтированы магниты 10, и связан со щтоком пневмоцилиндра (не показан) или иным механизмом возвратно-поI3J ступательного движения. Ползун 6 размещен в корпусе 11, в который ввернут винт 12. На внутреннем конце винта имеется ролик, взаимодействующий с винтовой канавкой на теле ползуна. Упор 7 имеет вогнутую цилиндрическую поверхность и заходные фаски 13 по кромкам этой поверхности. Упор 7 подпружинен с помощью пружин 14 сжатия. Отсекатель 8 также подпружинен в направлении ползуна 6 (не показано). Концевой выключатель 15 установлен на корпусе 11 и его щток упирается в направляющую 5. Устройство работает следующим образом. Детали 3 подаются из бункера 4 по направляющей 5 до контакта с упором 7. При этом деталь 3 притягивается магнитом 10 к ползуну б и устанавливается в его пазу 9. На прямом ходе ползуна одновременно происходит и его поворот за счет винтового паза и ролика на конце винта 12. При этом нижний конец детали 3 скользит по поверхности упора 7 до тех пор, пока деталь 3 не занимает близкого к горизонтальному положения. В этот момент другой (верхний) конец детали соприкасается с фаской 13 до упора 7 и под действием этой фаски деталь 3 смещается в своем продольном направлении в пазу 9 (магнит 10, препятствуя отрыву детали, не мешает смещению) до тех пор, пока ее середина не совпадает с центральной осью ползуна. В таком положении деталь 3 подается к базирующей призме 1, отжимая отсекатель 8, фиксируется призмой и в таком положении обрабатывается головками 2. При центрировании детали 3 фасками 13 упора 7, а именно в момент соприкосновения верхнего конца детали с упором 7, последний несколько проседает, преодолевая действие пружины 14 после доворота детали до горизонтального положения. При этом колебания упора, возникающие после проседания из-за его упругой установки, улучщают точность центрирования детали. Чрезмерно длинные детали 3, которые даже при касании упора 7 вторым концом все еще находятся в направляющей 5, при движении ползуна 6 увлекают за собой и эту направляющую, что вызывает срабатывание концевого выключателя 15 и отключение устройства. Предлагаемое устройство обеспечивает равномерную торцовую обработку деталей, имеющих значительные допуски на длину, в частности, валиков щарнирных цепей, которые после рубки на прессе с валиковой или ручной подачей колеблются по длине в пределах до нескольких процентов и более.
L
s
Фиг.2
Фиг1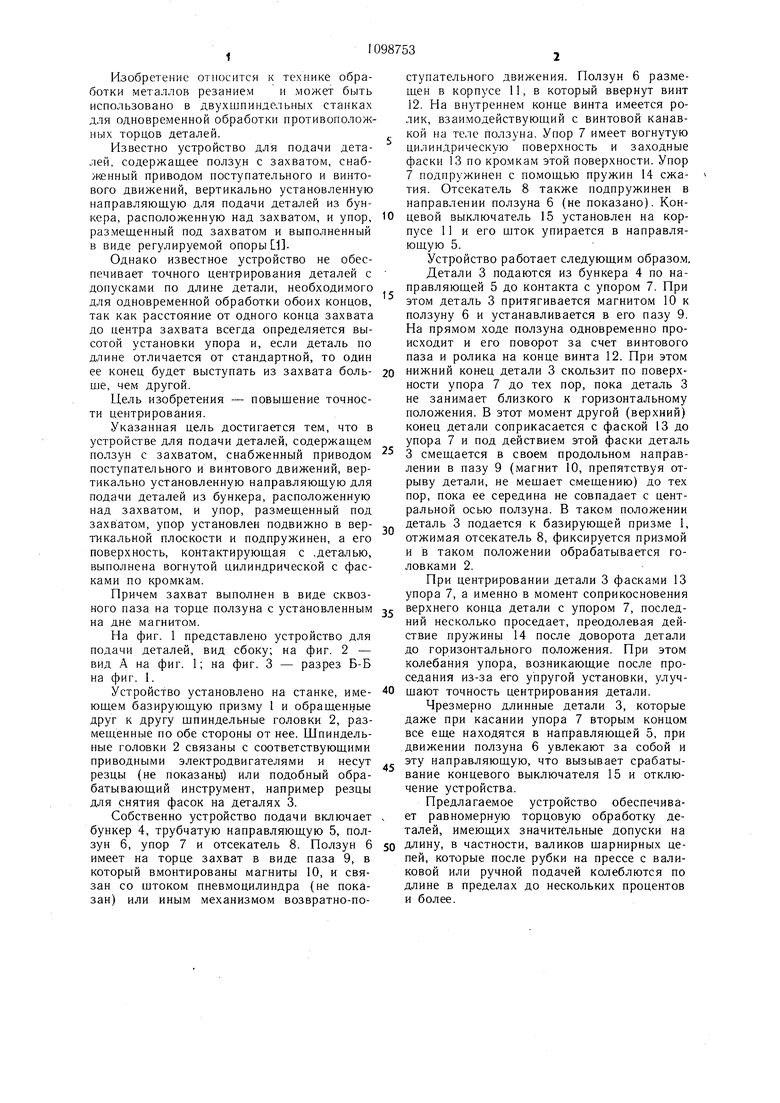
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа и демонтажа прессовых соединений | 1982 |
|
SU1057226A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| АВТОМАТ ДЛЯ МАРКИРОВКИ | 1972 |
|
SU327079A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Роторный автомат питания | 1987 |
|
SU1524988A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
| Загрузочный ротор | 1988 |
|
SU1604555A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ, содержащее ползун с захватом, снабженный приводом поступательного и винтового движений, вертикально установленную направляющую для подачи деталей из бункера, расположенную над захватом, и упор, размещенный под захватом, отличак)щееся тем, что, с целью повышения точности центрирования, упор установлен подвижно в вертикальной плоскости и подпружинен, а его поверхность, контактирующая с деталью, выполнена вогнутой цилиндрической с фасками по кромкам. 2. Устройство по п. 1, отличающееся тем, что захват выполнен в виде сквозного паза на торце ползуна с установленным на дне магнитом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| М., «Машиностроение, 1965, С.297, фиг | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
