1
Изобретение относится к электромашиностроению и может быть использовано при изготовлении якоря.
Известен способ крепления сердечников якоря на валу, при котором крепление шихтованного ротора на вал осуществляется путем воздействия ряда серий ударов с частотой 18002400 уд./мин на кольцевую площадь, окружакнцую отверстие сердечника, через которое проходит вал СПНедостатком способа является сложность процессов дозировки и ориентации штампованных листов ротора, а также непрочное соединение вала с пакетом, так как на валу крепятся только крайние листы.
Известен также способ сборки пакетов магнитопроводов электрических машин с валом, включаюащй дозирование, после чего под действием штока гидроцилиндра кассета с пластинами устанавливается соосно с планшайбой на уровйе отсечки пакета, после срабатывания отсекателя пакет пластин опрессовываютJ передавая их на центральную и штыревую оправки.
Затем производят запрессовку путем перемещения вала под действием гидроцилиндра в направлении пакета ротора, при этом наибольшая по диаметру ступень вала, скользя по клиновым скосам призм, развигает их, обеспечивая соосность запрессовываемого вала в момент запрессовки, при этом центральная оправка устанавливается на длину запрессовки вала С2.
Недостатками известного способа является сложность и трудоемкость технологических процессов дозировки и ориентации листов якоря, а также низкое качество сборки ротора из-за изгиба вала при запрессовке, что приводит к неуравновешенности якоря
Цель изобретения - повьш1ение качества сборки якоря путем устранения деформации вала.
Поставленная цель достигается тем, что при Способе сборки якоря электрической машины, включающем
019772
вырубку листов якоря на штампе, сборку пакета якоря и папрессрвку на вал, при напрессовке каждой последующей пластины, осуществляют пода5 чу вала в направлении, противоположном движению пуансона, при напрессовке первой пластины величина подачи вала определяется из условий устойчивости вала и места нахождения первого листа, а при напрессовке последующей пластины подачу вала уменьшают на величину толщины пластины и после напрессовки всех пластин пакет смещают вдоль вала до места его рабочего положения.
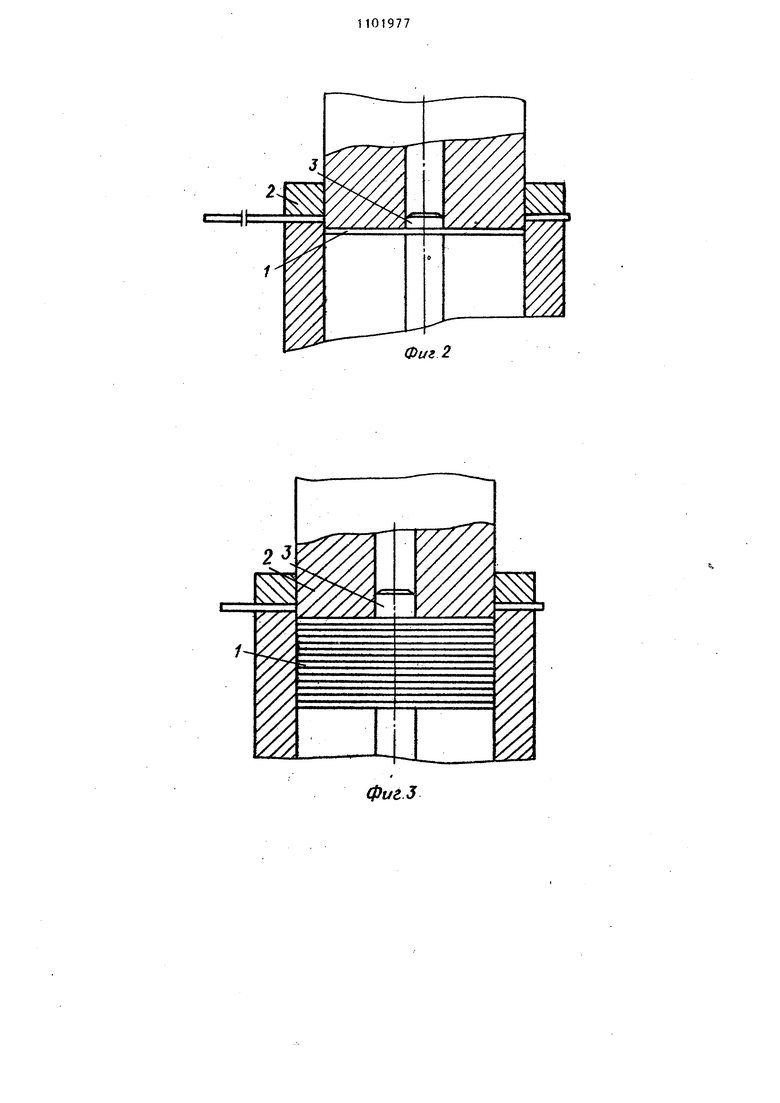
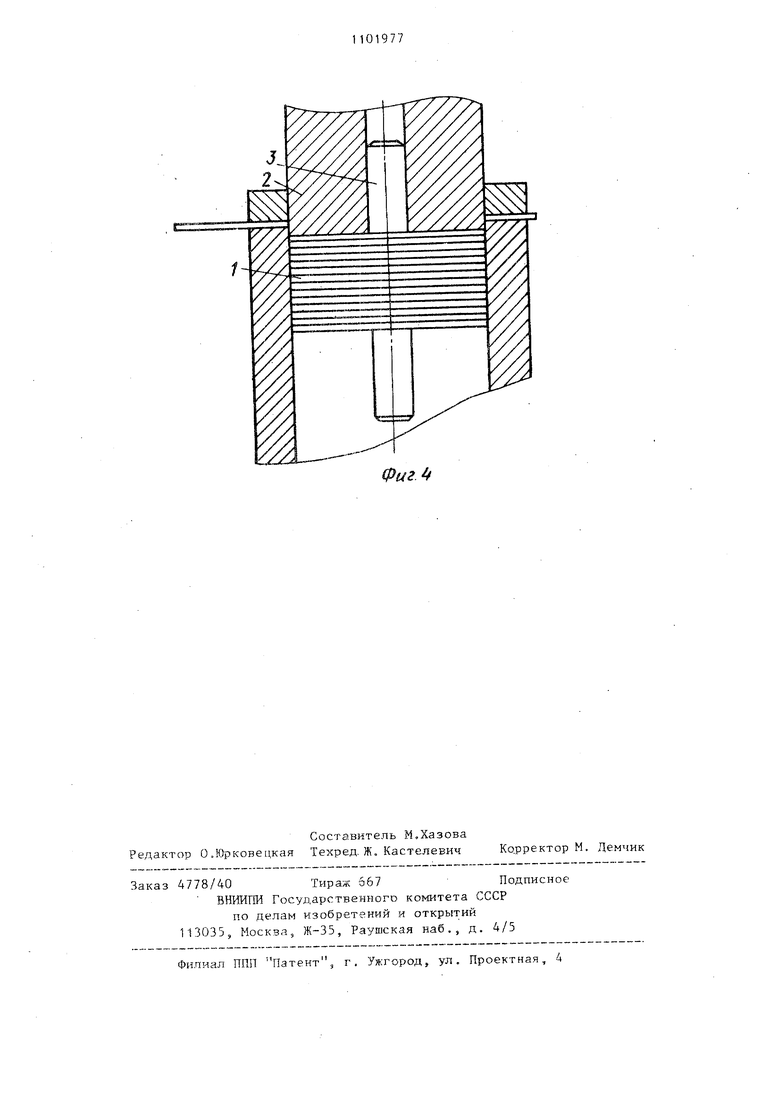
На фиг. 1 изображено исходное положение листа якоря; на фиг. 2 предварительная напрессовка листа на вал; на фиг. 3 - предварительная запрессовка всего пакета на вал на фиг. 4 - окончательная запрессовка вала в пакет.
Способ осуществляется следующем образом.
Лист 1 якоря одновременно с вырубкой внешнего контура пуансона 2 напрессовывают на вал 3, расположенный под листом 1, при этом подачу вала осуществляют в направлении, противоположном движению пуансона 2. Величина подачи вала определяется из условия устойчивости вала и места нахождения первого листа.
Полное перемещение вала 3 (фиг.Т-З) расчитывается по формуле 1 c-nk, где с - величина смещения вала 3, определяемая из условия его устойчивости, п - количество пластин пакета ротора, k - толщина плас тины ротора.
При напре ссовке каждой последующей пластины подачу вала уменьшают на величину толщины пластины.
После набора необходимого количества пластин, определяемого дозирующим устройством, пакет смещают вдоль вала до места его рабочего положения,
Таким образом, изобретение позволяет повысить качество сборки якоря путем устранения деформации вала.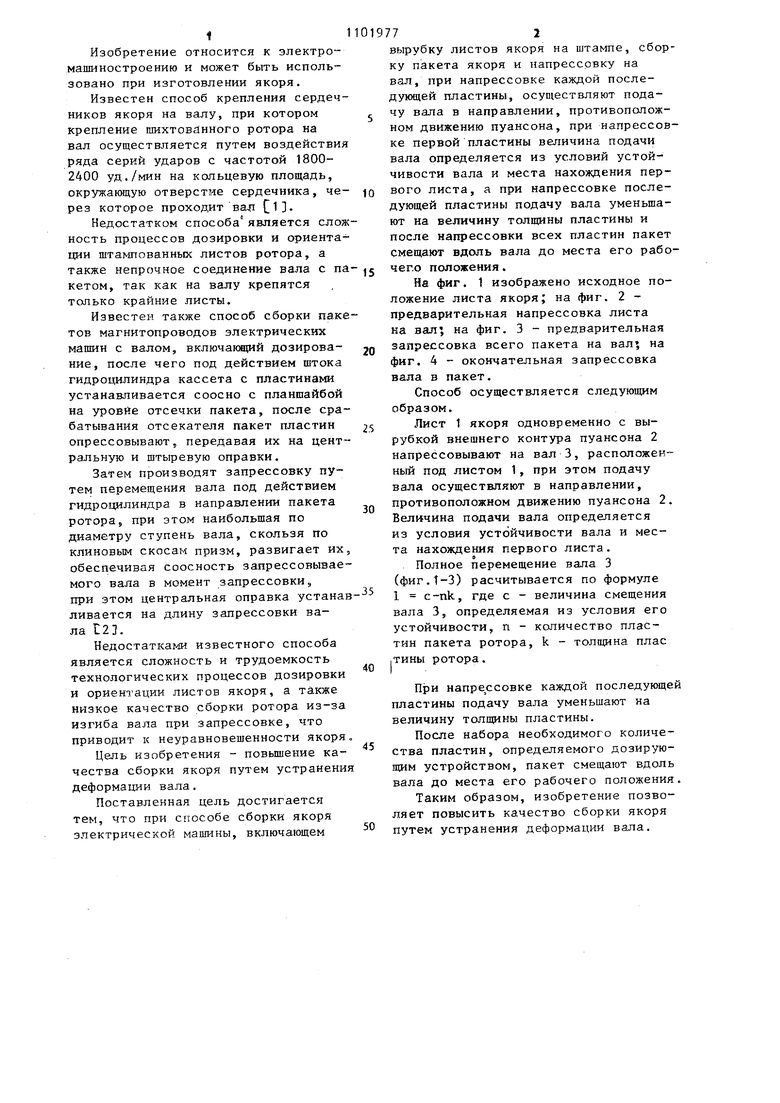
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| Устройство для набора пакета магнитопровода | 1986 |
|
SU1403254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2006 |
|
RU2316877C1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1667996A2 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1447637A1 |
СПОСОБ СБОРКИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий вырубку листов якоря на штампе, сборку пакета якоря и напрессовку на вал, отличающийся тем, что, с целью повышения качества путем устранения деформации вала, при напрессовке каждой последующей пластины осуп;ествляют подачу вала в направлении, противоположном движению пуансона, при напрессовке первой пластины величина подачи вала определяется из условий устойчивости и места нахождения первого листа, а при напрессовке последующей пластины подачу вала уменьшают на величинутолщины пластины и после напрессовки всех i пластин пакет смещают вдоль вала до места его рабочего положения. ел со 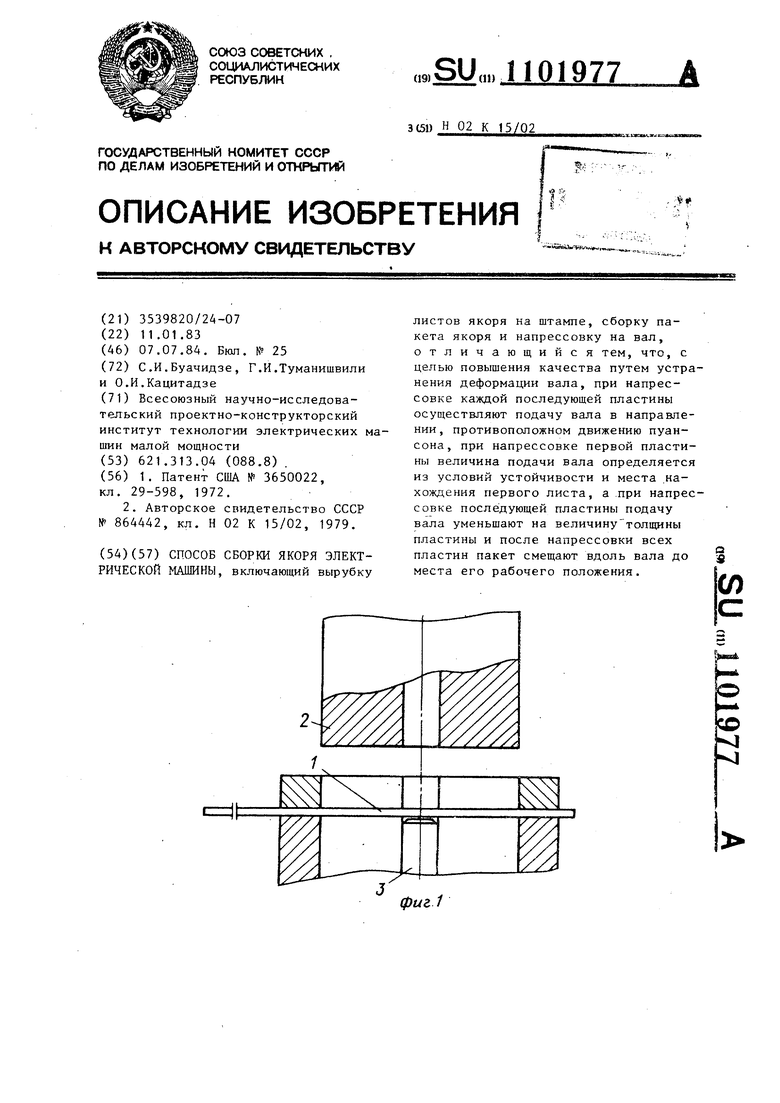
фигЗ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
