Предметом изобретения является устройство для предварительного нагрева пластмассовых заготовок перед прессованием из них, например, граммофонных пластинок.
Особенность предлагаемого устройства состоит в том, что, с целью увеличения производительности, в нем применен снабженный реверсивным клапаном пневмоцилиндр, шток которого, взаимодействуя с загрузочными кассетами, управляет их выталкиванием и затягиванием в шкаф.
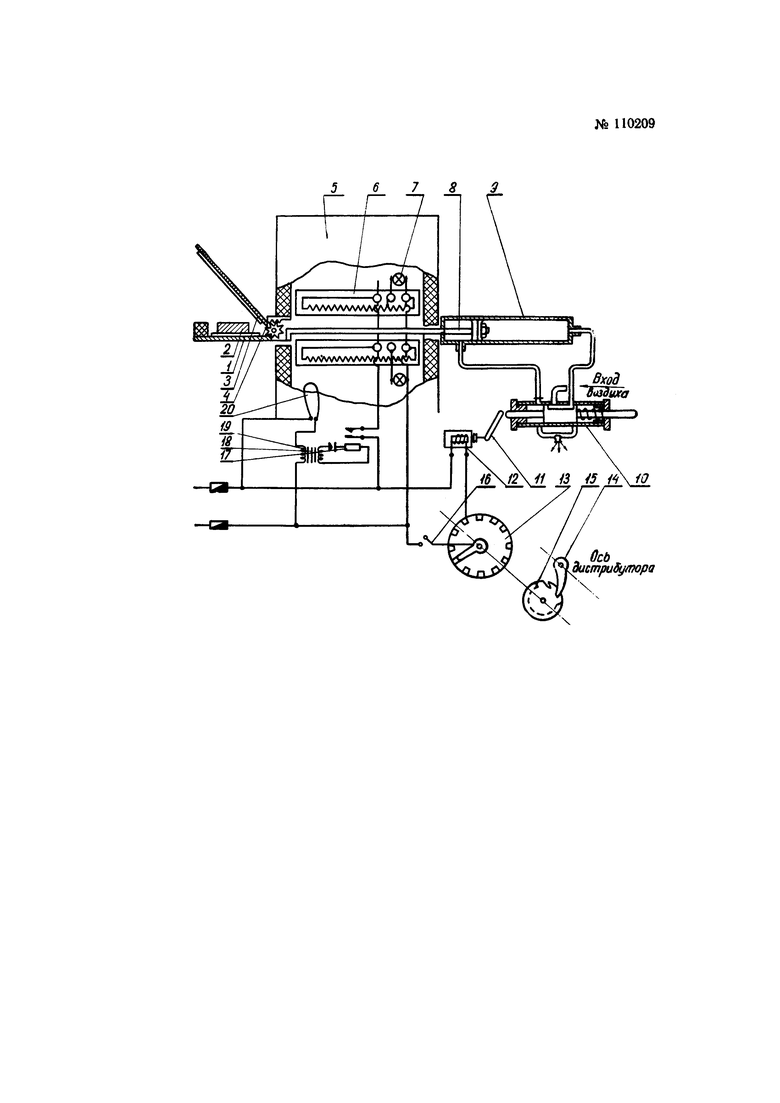
На чертеже изображена общая схема устройства.
Описываемое устройство имеет систему подвижных кассет 1, на которые укладывают мерные заготовки 2. Во избежание прилипания заготовки к кассете на ее нижней и верхней плоскостях укреплен тонкий (0,1-0,2 мм) слой фторопласта. С помощью шестеренки, укрепленной на оси крышки 3 кассеты 1, и неподвижной рейки 4 осуществляют открывание и закрывание крышки кассеты при ее движении. Нагрев заготовки происходит в термостате 5. Кассету 1 располагают между двумя электрическими нагревателями 6. Нагреватели быстросменные на разъемах.
С целью сигнализации о повреждении нагревателя, устройство имеет сигнальную лампочку 7, где напряжение создают за счет падения напряжения на участке спирали, при протекании по ней электрического тока.
Подвижная кассета 1 штоком 8 соединена с пневмоцилиндром 9. В цилиндр 9 через реверсивный клапан 10 поступает сжатый воздух, который создает необходимые усилия для движения кассеты. Реверсивный клапан 10 через вспомогательный электромагнит 11, 12 подключен к блоку 13 синхронизации, который представляет собой переключатель с числом контактных ламелей, равным числу кассет.
Поворот переключателя осуществляют с помощью собачки 14, которая закреплена на оси дистрибутора пресса и которая через храповик 15 поворачивает ползунок переключателя. Ползунок переключателя подключен к сети переменного тока через конечный выключатель 16 так, что переключение ползунка в очередное положение производится при выключенном конечном, выключателе, что исключает срабатывание двух электромагнитов в момент, когда ползунок находится одновременно на двух ламелях переключателя.
Терморегулятор представляет собой биметаллический датчик 17, расположенный в термошкафе, который замыкается по достижении заданной температуры и при этом подключает к сети переменного тока первичную обмотку трансформатора 18. Вторичная обмотка трансформатора нагружена на селеновый выпрямитель 19 и силовое реле 20. По достижении необходимой температуры реле срабатывает и размыкаются контакты, через которые подают напряжение на нагреватели.
Работа происходит следующим образом.
Когда прессформа выходит из-под пресса, она замыкает конечный выключатель и тем самым подключает очередной электромагнит к цепи переменного тока. Магнит срабатывает и через рычаг 11 нажимает на шток реверсивного клапана 10. При этом сжатый воздух поступает на вход цилиндра 9 и кассета 1 с нагретой заготовкой выталкивается из термошкафа.
Время движения кассеты выбирают таким образом, чтобы прессовщица успела сделать необходимые ручные операции перед загрузкой прессформы горячей заготовкой. После этого на кассету укладывают холодную заготовку 2. Когда прессформа уходит под пресс, конечный выключатель обесточивают, реверсивный клапан 10 под действием пружины переключает воздух на обратное направление и кассета 1 с холодной заготовкой 2 затягивается в термошкаф 5. При подаче охлаждения в прессформу ось дистрибутора поворачивает ползунок переключателя в очередное положение, и цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для изготовления спеченных изделий | 1980 |
|
SU942886A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Установка для непрерывного прессования металлических порошков | 1983 |
|
SU1129026A1 |
| Устройство для замены полукокилей | 1979 |
|
SU869951A1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИ'Г'^ ВЕНТИЛЕЙ ПНЕВМОКАМЕР | 1965 |
|
SU174347A1 |
| Роторная литьевая установка для переработки полимеров | 1980 |
|
SU1168427A1 |
Устройство для предварительного нагрева пластмассовых заготовок перед прессованием из них, например, граммофонных пластинок, с использованием термостатного шкафа с двухсторонним электрообогревом, терморегулятора и загрузочных кассет для заготовок, отличающееся тем, что, с целью увеличения производительности, в нем применен снабженный реверсивным клапаном пневмоцилиндр, шток которого, взаимодействуя с загрузочными кассетами, управляет их выталкиванием и затягиванием в шкаф.
