Изобретение относится к машиностроению и может быть использовано в производстве точных деталей гидравлических устройств.
Известен инструмен для обработки внутренней конической поверхности, состоящий из конической рабочей и цилиндрической центрирующей поверхностей, причем ось последней смещена относительно оси конической рабочей поверхности, при этом наибольший радиус - секторf соединяющий точку на цилиндрической центрирующей поверхности с осью вращения инструмента, совпадающей с осью вращения конической поверхности, равен радиусу цилиндрического направляющего отверстия у обрабатываемой детали 1
Однако этот инструмент может работать только при жестком закреплении в шпинделе станка и биение его переносится на обрабатываемое изделие, что снижает точность обработки.
Известен также инструмент для обработки внутренней поверхности в детали с направляющим цилиндрическим отверстием, выполненный в виде снабженного опорными колодками стержня, имеющего рабочую поверхность с абразивным покрытием, причем колодки , уста:новлены с возможностью радиального перемещения 2.
Указанный инструмент также не обеспечивает повышенную точность обработки в связи с отсутствием необходимого натяга опорных колодок относительно центрирующего отверстия
Целью изобретения является повышение точности обработки конической поверхности, соосной цилиндрическому отверстию.
Цель достигается тем, что у инструмента для обработки внутренней поверхности детали с направляющим цилиндрическим отверстием, выполненного в виде снабженного опорными колодками стержня, имеющего рабочую поверхность с абразивным покрытием, опорные колодки выполнены из эластичного абразивосодержащего материала, а диаметр наружной поверхности колодок составляет (D+0,5) - (D -24з) мм, где D - диаметр направляющего цилиндрического отверстия детали, Л, - максимальный боковой зазор между колодками стержня инструмента и направляющим отверстием детали. I
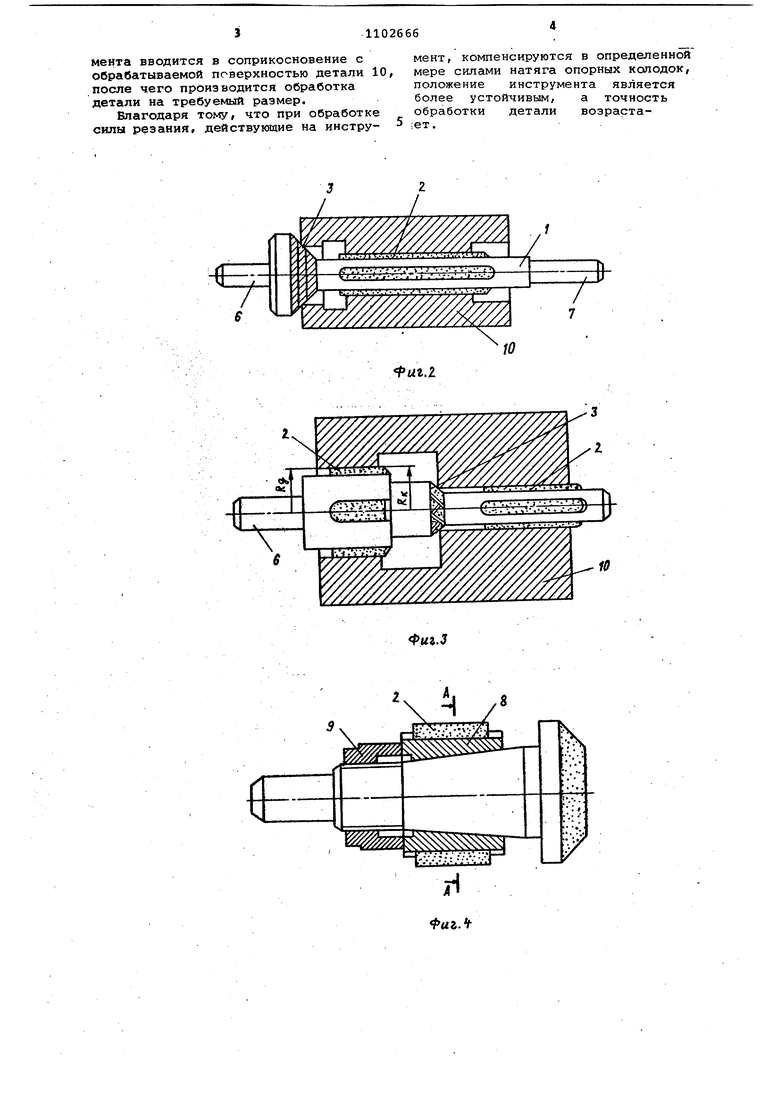
На фиг. 1 показан предлагаемый инструмент, вариант; на фиг. 2 - то же, другой вариант; на фиг. 3 - конструкция инструмента с расположением опорных колодок с разных сторон от рабочей поверхности; на фиг. 4 инструмент с регулируемым положением опорных колодок в радиальном направлении; на фиг. 5 - сечение А-А на фиг. 4; на фиг. 6 - схема, поясняющая влияние зазора Л, на положение инструмента в детали.
Предложенный инструмент вьтолнен в виде стержня 1 с опорными колодками 2 из эластичного абразивосодержащего материала {например, связки Pi). На стержне имеется рабочая поверх-, ность 3 с абразивным покрытием 4. На рабочей поверхности- 3 могут быть выполнены канавки 5 для подачи рабочей среды в зону резания. Стержень может иметь один хвостовик 6, а также второй хвостовик 7. Опорные колодки 2 могут быть расположены на стержне 1 как с одной стороны от рабочей поверхности (фиг. 1,2), так и с двух сторон (фиг.З). Опорные колодки могут быть установлены на стержне 1 посредством разжимной втулки 8, что позволяет регулировать их положение в радиальном направлении. Для регулировки в этом случае служит гайка 9.
Диаметр наружной поверхности колодок 2 составляет (5 +0,5) - ), благодаря чему инструмент точно базируется при обработке по направляющему отверстию детали, а возникающий при этом натяг обеспечивает устойчивое положение инструмента при действии сил резания.
Максимальный боковой зазор й может быть рассчитан
,:
5 где - половина диаметра снабженного колодками стержня инструмента; ;
угол между образующей конической поверхности и лежажей в той же плоскости нормалью к образующей стержня инструмента;
е расстояние между точками пересечения образующих стержня,направляющего отверстия детали и конической поверхности, лежащих в одной плоскости;
Ь г средний диаметр конической I поверхности детали;
d - величина угла наклона
оси инструмента к оси направляющего отверстия деталей, при которой Aj не превысит предельно допустимой величины, град.
Обработка детали осуществляется ,60 следующим образом.
Стержень 1 вводится в детгшь 10 так, что опорные колодки касаются с давлением до 15 кгс/мм поверхности направляющего цилиндрического отвер65 стия. Рабочая поверхность 3 инстру51102666
мента вводится в соприкосновение с мент, компенсируются в определенной обрабатываемой поверхностью детали 10, мере силами натяга опорных колодок, после чего производится обработка положение инструмента является детали иа требуемый размер.более устойчивым, а точность
Благодаря тому, что при обработке обработки детали возрастасилы резания, действующие на инстру- ;ет.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ АБРАЗИВНЫМИ БРУСКАМИ | 1992 |
|
RU2049651C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2128571C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2189897C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2549805C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хон для обработки цилиндрических отверстий | 1983 |
|
SU1155429A1 |
| Инструмент для обработки глубоких отверстий | 1989 |
|
SU1660856A1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| Хонинговальная головка для обработки цилиндрических отверстий | 1978 |
|
SU779043A1 |

ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ВНЗ ГРЕННЕЙ ПОВЕРХНОСТИ В ДЕТАЛИ С НАПРАВЛЯЮЩИМ ЦИЛИНДРИЧЕСКИМ ОТВЕРСТИЕМ, выполненный в виде снабженного опорными колодками стержня, имеющего рабочую поверхность с абразивным покрытием, отличающийся тем, что, с целью повышения точности обр аб от к и конической пов ерхности, соосной цилиндрическому отверстию, опорные колодки выполнены из зластичного абразивосодержащего материала, ; а диаметр наружной поверхности колодок составляет (D+0,5) -
fcl
7
fr
e. iЛ:Л Vт V : Л
/
«г.2
3 /:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПРИТИРКИ ВНУТРЕННИХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU252110A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Абразивная и алмазная обработка материалов | |||
| Справочник под ред | |||
| А.Н.Резникова | |||
| М., Машиностроение, Д977, с.225, рис | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
