Изобретение относится к порошковой металлургии, в частности к прессинструменту, и может быть использовано для прессования изделий из порошков и гранул с глубоким пазом в неавтоматическом режиме.
Известна конструкция пуансона для формойания кольцевого паза, причем пуансой имеет форму полого цилиндра с выступами в нижней части. Выступы служат для извлечения пуансона из сформованного кольцевого паза 11.
Недостатком этой конструкции является трудность извлечения пуансона из глубокого кольцевого паза, приходится прикладывать значительное усилие при выдрессовке, что приводит к задирам пресс-инстрзмента, быстрому выходу его из строя, а зачастую к разрушению прессовки.
Наиболее близким к изобретению по технической сущности и достигаемому, результату является пзансон для формования кольцевого паза, имеющий форму полого цилиндра. Для облегчения извлечения пуансона из сформованного кольцевого паза его верхняя часть, непосредственно формующая паз, выполнена конусообразной с углом наклона образующей до 5- .
Недостатком известного пуансона является то, что его выполнение приводит к большим припускам на механическую обработку и также не позволяет формовать глубокие пазы. При прес совании порошков, обладающих значительным упругим последействием, извлечение пуансона из прессовки даже при больших углах конусности затруднено , Цель изобретения - расширение тех нологических возможностей пуансона путем обеспечения возможности формования глубоких пазов при прессовании материалов, обладающих значительным упругим последействием. Указанная цель достигается тем, что пуансон для формования кольцевого паза, имеющий форму полого цилинд ра, выполнен составным из наружной и внутренней обойм и основания, обой мы выполнены разъемными и составленными из равных частей с плоскостями разъема, проходящими через вертикаль ную ось пуансона, а поверхности сопряжения обойм с основанием выполнены коническими.
На чертеже изображена конструкция кольцевого пуансона.
Пуансон состоит из наружной 1 и внутренней 2 формующих разъемных обойм и основания 3. Поверхности сопряжения фо1}мующих обойм с основанием выполнены коническими. Формующие обоймы выполнены разъемными из трех равных частей с плоскостями А разъема, проходящими через вертикальную ось пресс-формы.
Пуансон работает следующим образом.
Производят сборку пуансона. На основание 3 ставят наружную 1 и внутреннюю 2 формующие разъемные обоймы. Пуансон устанавливают в пресс-форму, засыпают шихту. При приложении давления прессования пуансон работает как монолитная конструкция. Кольцевые площадки на основании 3 и боковое давление порошка Ърепятствуют разборке пуансона. После снятия давления прессования возникает упругое, последействие, воздействующее на наружную 1 и внутреннюю 2 формующие разъемные обоймы. Затем извлекают основание 3, которое-вьщавливается, скользя по коническим поверхностям, разобранный пуансон освобождает сформованный паз.
За счет предлагаемой конструкции пуансона достигается возможность формования глубоких пазов при прессовании материалов, .обладающих значительным упругим последействием. Отпадает необходимость закладывать конусность по поверхности паза, что .приводит к . экономии сплава и снижению трудоемкости механической обработки деталей. Повьш ается стойкость пресс-инструмента и производительность прессования, поскольку исключается операции выпрессовки пуансона из сформованного паза. По сравнению с базовьч объектом пуансоном, имеющим форму полого цилиндра с выступами в нижней части (для извлечения пуансона из сформованного паза) , применяемым для формования кольцевого паза в пресс-форме для прессования заготовок из порошкового титанового сплава типа ОТ4, предлагаемая конструкция пуансона позволяет формовать глубокие кольцевые пазы. Паз выполняется окончательно или с незначительной механической обработкой, что приводит к экономии и сплава и нической струкция 311039454 снижению трудоемкости меха- и производительность прессования, пообработки. Предлагаемая кон- скольку исключается операция выпресповышает, стойкость пуансона совки пуансона из сформованного nasa.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1812722A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2199431C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
ПУАНСОН ДЛЯ ФОРМОВАНИЯ КОЛЬЦЕВОГО ПАЗА, имеющий форму полого цилиндра, отличающийся тем,что, с целью расширения его технологических возможностей путем обеспечения возможности формования, глубоких пазов при прессовании материалов, обдадающих значительным упругим последействием, он выполнен составным из наружной и внутренней обойм и основания, обоймы вьшолнены разъемными и составленными из равных частей с плоскостями разъема, проходящими через вертикальную ось пуансона, а поверхности сопряжения обойм с основанием выполнены коническими. (Л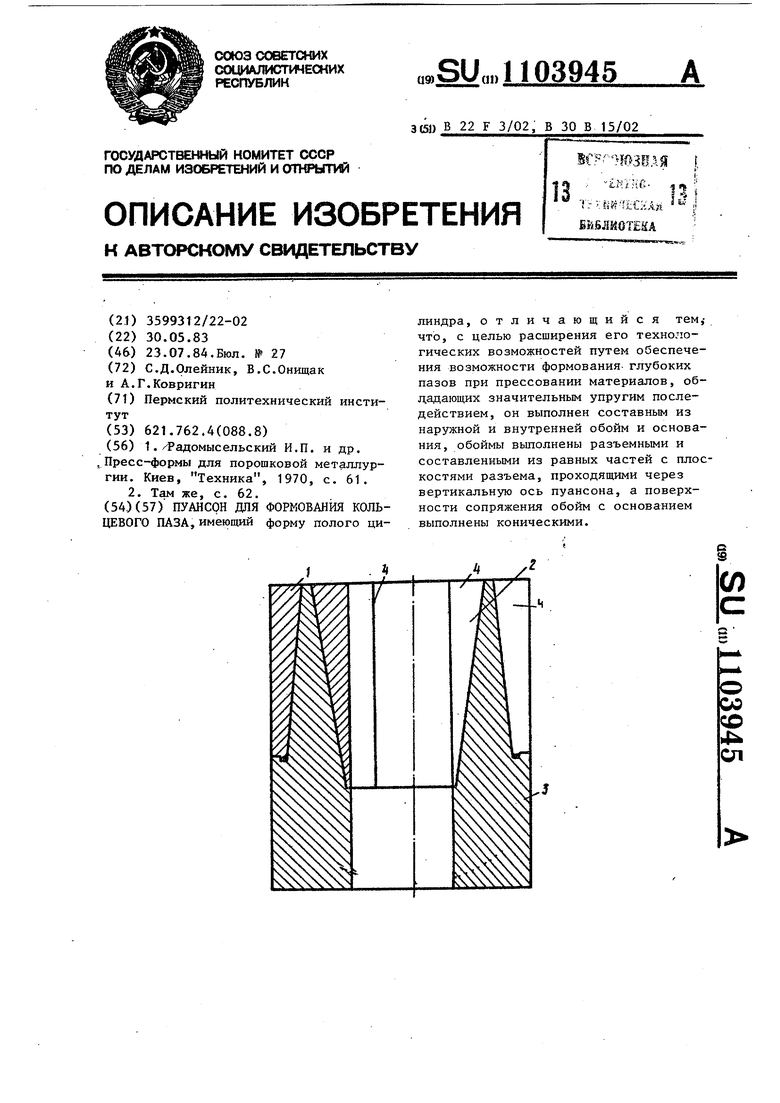
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| .Пресс-формы для порошковой металлургии | |||
| Киев, Техника, 1970, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
