Изобретение относится к абразивной обработке, в частности к способам профильного шлифования, и может быть использовано в различных областях промышленности, преимушественно при обработке края полых изделий, например стеклянной посуды и т.п. Известен способ профильного шлифования кромки чашеобразного изделия абразивной лентой, расположенной на системе шкивов, один из которых располагают в полости изделия 1. Шлифование этим способом малопроизводительно, так как осуществляется гибким инструментом, не позволяющим интенсифицировать процесс обработки. Известен также способ профильного шлифования кромки изделий вращающимся червячным шлифовальным кругом при относительном перемещении изделий и шлифовального круга, которое складывается из продольного и поперечного движеНИИ 2. Этот способ не обеспечивает высокопроизводительную обработку кромки чашеобразных осесимметричных изделий из-за значительной траектории относительного перемещения. Целью изобретения является повышение производительности обработки замкнутой кромки чащеобразных осесимметричных изделий. Эта цель достигается тем, что согласно способу профильного щлифования кромки изделий вращающимся червячным шлифовальным кругом при относительном перемещении изделий и шлифовальногокруга ось изделия располагают под острым углом к оси шлифовального круга, изделию сообщают вращение вокруг собственной оси, а перемещение изделия относительно шлифовального круга осуществляют поступательным движением его оси в плоскости, параллельной оси шлифовального круга. На чертеже изображена схема расположения инструмента и изделия в процессе обработки. Изделие I (в данном примере - заготовка стеклянного бокала) транспортируется конвейером 2 с вращающимися патронами 3 в продольном относительно червячного инструмента 4 направлении. Инструмент 4 располагают так, чтобы его ось пересекалась или скрещивалась с осью изделия 1 под острым углом. В процессе обработки изделие 1 вращают вокруг собственной оси, а инструмент 4 упруго поджимают к изделию. Скорость продольного перемещения конвейера 2 выбирают так, чтобы выполнялось условие: РУГ-5Шс,, где V - скорость продольного перемещения изделия, мм/с; Р- шаг нарезки червячного инструмента, мм; иГ- угловая скорость вращения инструмента, рад/с; угол между осями инструмента и из - делия, рад. Выполнение этого условия обеспечивает неизменное положение инструмента 4 в продольном направлении. Описываемым способом можно осуществлять как одностороннюю обработку (внутреннюю или наружную), так и обрабатывать весь профиль замкнутой кромки чашеобразного изделия. При использовании инструмента со скругленным профилем канавки, обрабатываемые изделия могут иметь полукруглую, полуовальную и другие формы края. Описанный способ позволяет осуществлять профильное шлифование кромок изделий при их непрерывном перемещении, что повыщает производительность обработки.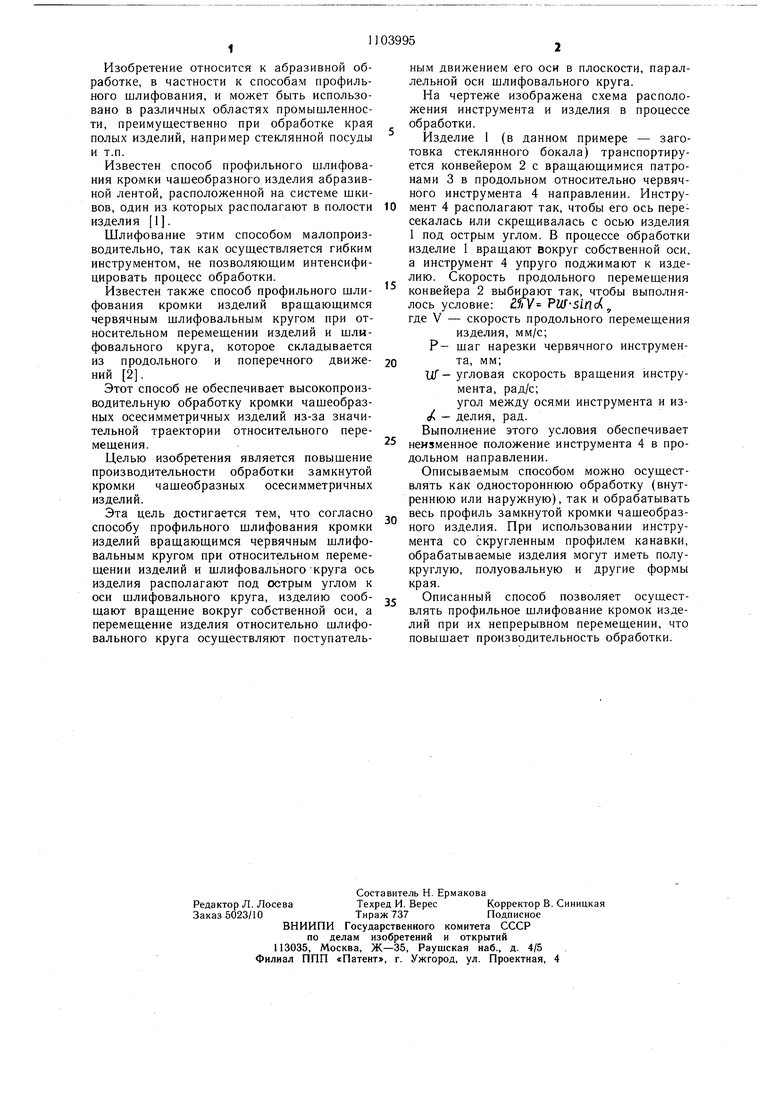
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| Способ шлифования профильных цилиндрических деталей | 1979 |
|
SU776881A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СКЛЕЕННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2600464C2 |
| Способ обработки кромок пластин шлифовальным кругом с профильной заточкой | 1987 |
|
SU1542785A1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Устройство для шлифования кольцевой торцевой поверхности изделий с полостью | 1982 |
|
SU1041267A1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
СПОСОБ ПРОФИЛЬНОГО ШЛИФОВАНИЯ КРОМКИ ИЗДЕЛИЙ вращающимся червячным шлифовальным кругом при относительном перемещении изделий и шлифовального круга, отличающийся тем, что, с целью повышения производительности обработки замкнутой кромки чашеобразных осесимметричных изделий, ось изделия располагают под острым углом к оси шлифовального круга, изделию сообщают вращение вокруг собственной оси, а перемещение изделия относительно шлифовального круга осуществляют поступательным движением его оси в плоскости, параллельной оси шлифовального круга. (Л со со QO сд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство автоматического выбора рабочего диапазона амплитуд коротких одиночных импульсов | 1978 |
|
SU718917A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ шлифования | 1979 |
|
SU854683A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
