Величина отжима режущих кромок инструмента и обрабатываемой детали, возникающая в процессе резания, является величиной иеременной, зависящей от совместного действия многих факторов: величины припуска, твердости, температуры и других.
При настройке системы станок-приспособление-ииструмент-деталь на заданную точность наладчик или рабочий о величине отжима могут судить только по опыту, так как в их распоряжении нет никаких объективных данных, например, показаний каких-либо приборов, измеряющих эту величину.
Поэтому, базируясь на опыте, наладчик или рабочий производит настройку, т. е. располагает режущие кромки инструмента относительно детали с учетом величины отжима, учитываемой по опыту.
После этого по результатам измерения обработанной поверхности детали или части ее рабочий вносит поправки до тех пор, пока не получит необходимой точности обработки. При настройке системы для обработки партии деталей затрачивается несколько пробных деталей и много времени (от нескольких минут до нескольких часов).
В процессе обработки рабочий лищен возможности наблюдать за величиной отжима, поэтому лля избежания бракованных деталей он вынужден работать на заниженных режимах резания, что снижает производительность и приводит к недоиспользованию всех возможностей системы.
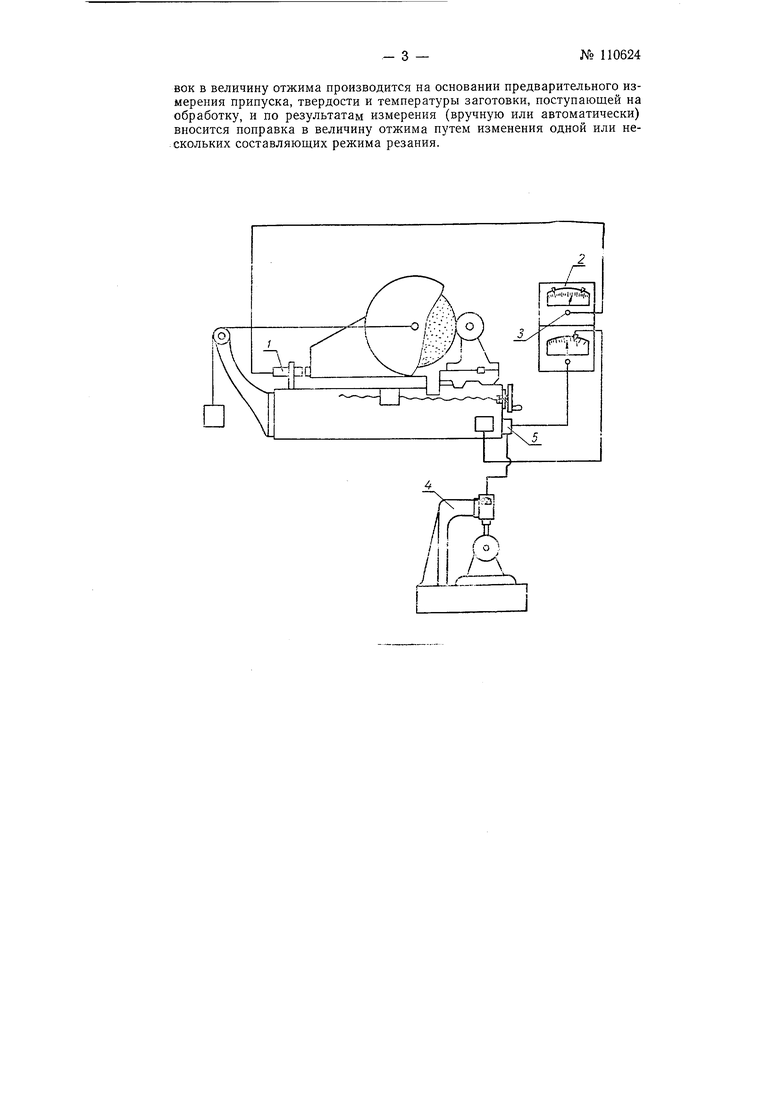
На чертеже изображена схема настройки системы.
Д.ЛЯ устранения отмеченных недостатков в нее вводится датчик /, который, непосредственно измеряя относительное перемещение какихлибо двух сопряженных деталей системы или деформацию специально встраиваемого в нее звена определенной жесткости, происходящие под влиянием усилии резания, подавал бы импульсы на отсчетное устройство 2, показывающее рабочему величину усилия резания и связанную с ней величину отжима режущих кромок инструмента и обрабатываемой дета№ 110624
ли. При помощи кнопки 5 рабочий устанавливает стрелку прибора на начало отсчета.
Используя номограмму, связывающую составляющие показатели режима резания с величиной отжимов, рабочий или наладчик может до начала обработки определить величину отжима в зависимости от выбранных режимов резания. Зная величину отжима, он вносит необходимую поправку в расстояние между режущими кромками инструмента и обрабатываемой деталью. Таким образом, отпадает необходимость в пробных проходах и деталях, а время на настройку сокращается в несколько раз. Знание величины отжима позволяет вести обработку на наиболее высоких режимах резания, допускаемых системой, что дает увеличение производительности в 1,25-1,5 раза и устраняет брак в работе.
Наблюдение за величиной отжима в процессе обработки по показаниям прибора дает возможность вносить необходимые поправки в величину отжима путем изменения какой-либо из составляющих режимов резания, например, подачи.
Предлагаемый способ обеспечивает также увеличение точности и производительности обработки деталей на станках путем внесения поправок в настройку системы СПИД в зависимости от индивидуальных особенностей каждой поступающей на обработку заготовки или детали.
Для этого каждая заготовка или деталь перед ее обработкой поступает в устройство 4, где измеряются величина фактического нрииуска. твердости, температуры и т. д.
При настройке рабочий вручную или специальным механизмом автоматически по результатам измерения вносит необходимую поправку в величину отжима режущих кромок инструмента и обрабатываемой детали путем изменения одной или нескольких составляющих режима резания (подачи, скорости, глубины).
При отклонениях от требуемой величины во время работы специальным механизмом 5 можно внести поправку в величину отжима по показаниям прибора, измеряющего эту величину.
Предмет изобретения
1.Способ настройки системы станок-приспособление-инструмент-деталь с учетом величины усилия резания и связанного с ним отжима обрабатываемой детали и режущего инструмента, отличающийся тем, что, с целью наблюдения за величиной отжима в процессе обработки, в систему встраивается датчик, непосредственно измеряющий относительное перемещение каких-либо двух сопряженных деталей системы или деформацию специально встроенного в нее звена определенной жесткости и подающий импульсы на отсчетное устройство, показывающее величину усилия резания и связанную с ней величину отжима.
2.Способ настройки по п. 1, о т л и ч а ю щ и и с я тем, что для настройки используется номограмма, которая связывает составляющие режид а резания с величиной отжима и по которой до начала обработки определяется величина отжима в зависимости от выбранных режимов резания, причем зная величину отжима, вносят поправку в расстояние между режущими кромками инструмента и обрабатываемой детали.
3.Способ настройки по п. 1, отличающийся тем, что, наблюдая величину отжима по отсчетному устройству, вносят поправку в ее величину путем изменения какой-либо из составляющих режима резания (подачи, скорости, глубины).
4.Способ настройки по п. 1, о т л и ч а ю щ и и с я тем, что, с целью повыщения производительности и точности обработки, внесение поправок в величину отжима производится на основании предварительного измерения припуска, твердости и температуры заготовки, поступающей на обработку, и по результатам измерения (вручную или автоматически) вносится поправка в величину отжима путем изменения одной или нескольких составляющих режима резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ СИСТЕМЫ СПИД | 1972 |
|
SU324105A1 |
| Приспособление к круглошлифовальным станкам для непрерывного измерения радиального усилия шлифования | 1956 |
|
SU111598A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ И ПЕРЕНАЛАДКИСТАНКОВ12 | 1965 |
|
SU176176A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ механической обработки | 1984 |
|
SU1315139A1 |
| Устройство для автоматического управления величиной радиального усилия шлифования на круглошлифовальном станке | 1957 |
|
SU117627A2 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Способ совмещенной обработки поверхностей резанием и поверхностным пластическим деформированием | 1986 |
|
SU1459901A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗАНИЕМ ЗЕРКАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1990 |
|
RU2014964C1 |
| Устройство для контроля состояния режущей кромки инструмента | 1976 |
|
SU634854A1 |