Шлифовальные станки с вертикальными верхним и нижним шпинделями и с кулачково-храповым механизмом, взаимодействующим с качающимся подпружиненным рычагом для периодического поворачивания нижнего шпинделя, известны.
Особенностью предлагаемого станка является монтирование верхнего шпинделя с торцовым шлифовальным кругом на перемещаемой по горизонтальным направляющим подпружиненной бабке, соединение его с кулачковым устройством, поднимающим его при перемещениях бабки, и укрепление на оси, связанной с нижним шпинделем, несущим заготовку кулачка, поворачивающего при полном обороте шпинделя посредством храповика на часть оборота вал с кулачком подачи бабки и с кулачком упора, которыйограничивает и изменяет размах качания рычага и этим изменяет число захватываемых собачкой зубцов храповика нижнего шпинделя.
Такое выполнение предлагаемого станка обеспечивает автоматизацию
ажуровки заготовки, например крышки корпуса часов, кружками, расположенными на нескольких кон. центрических окружностях.
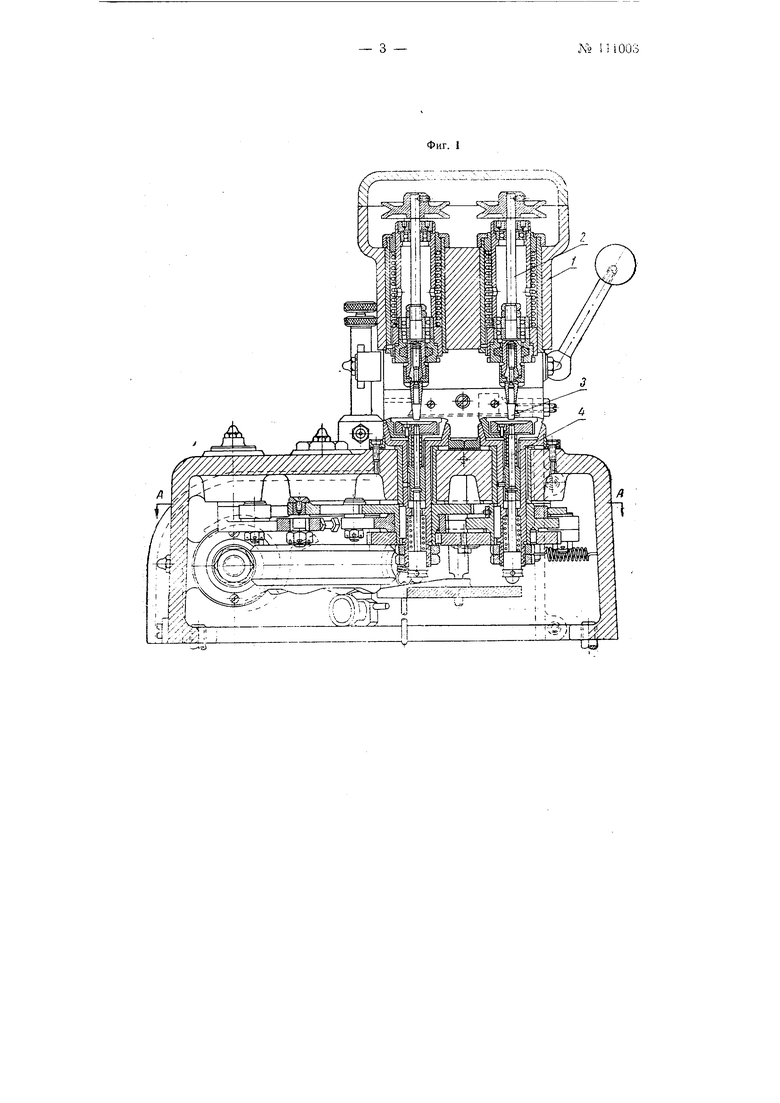
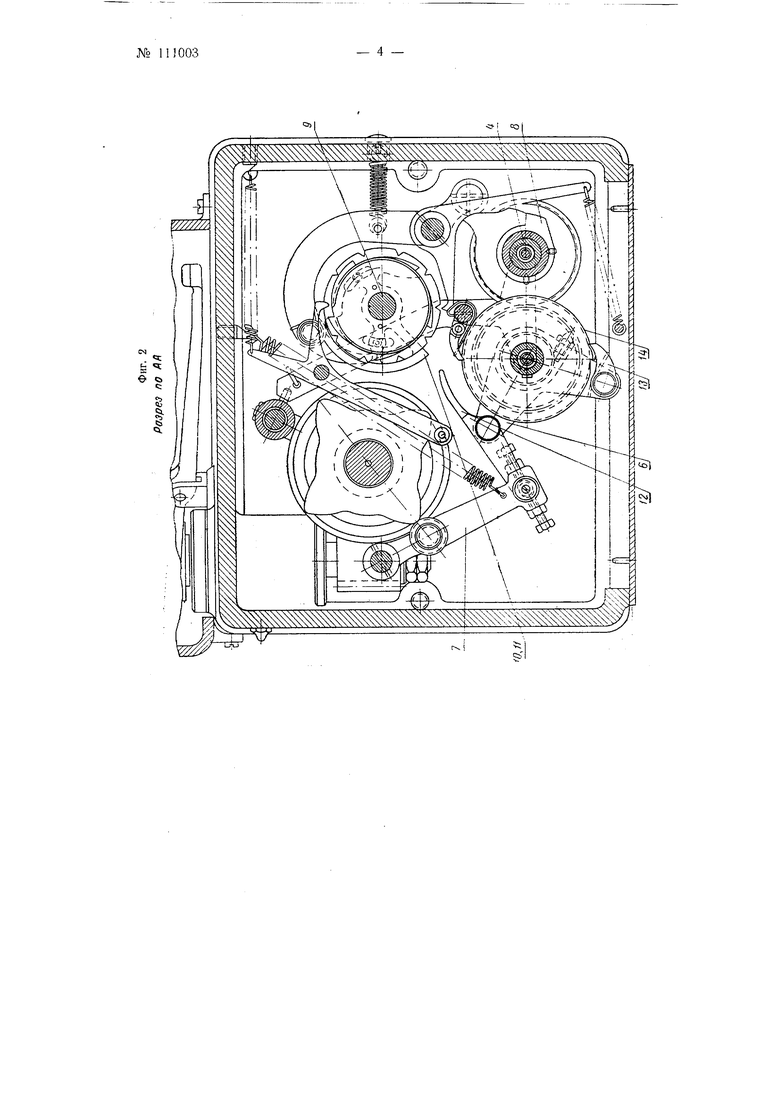
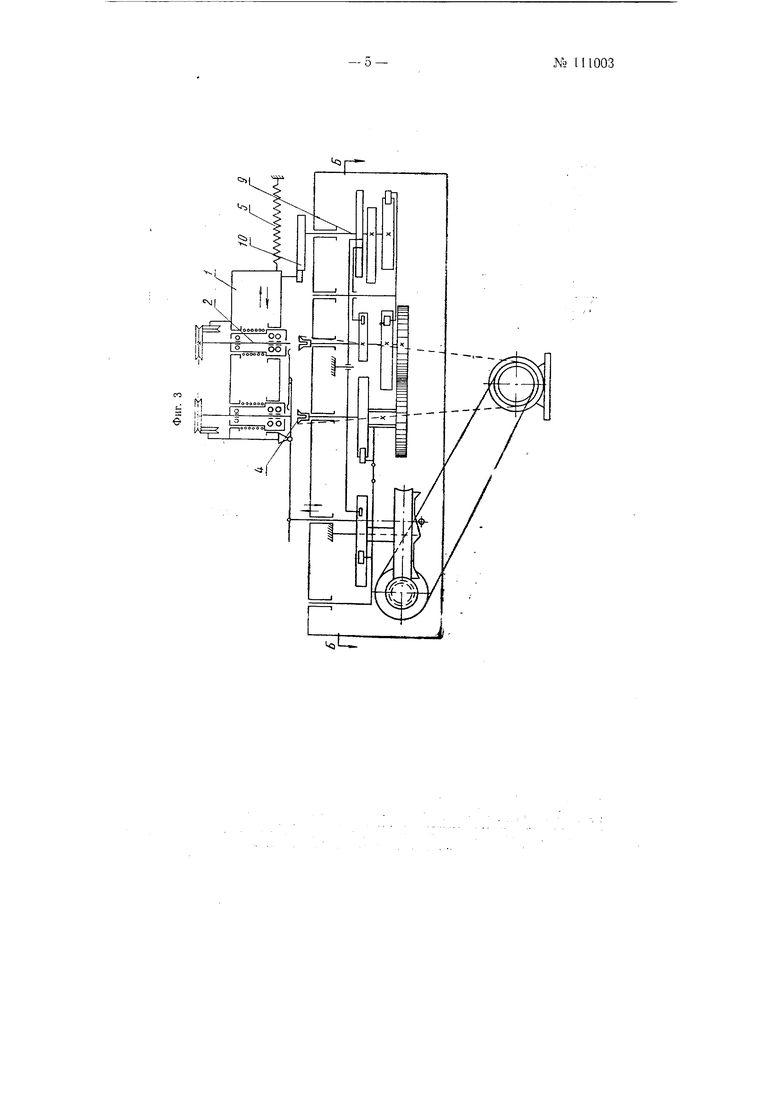
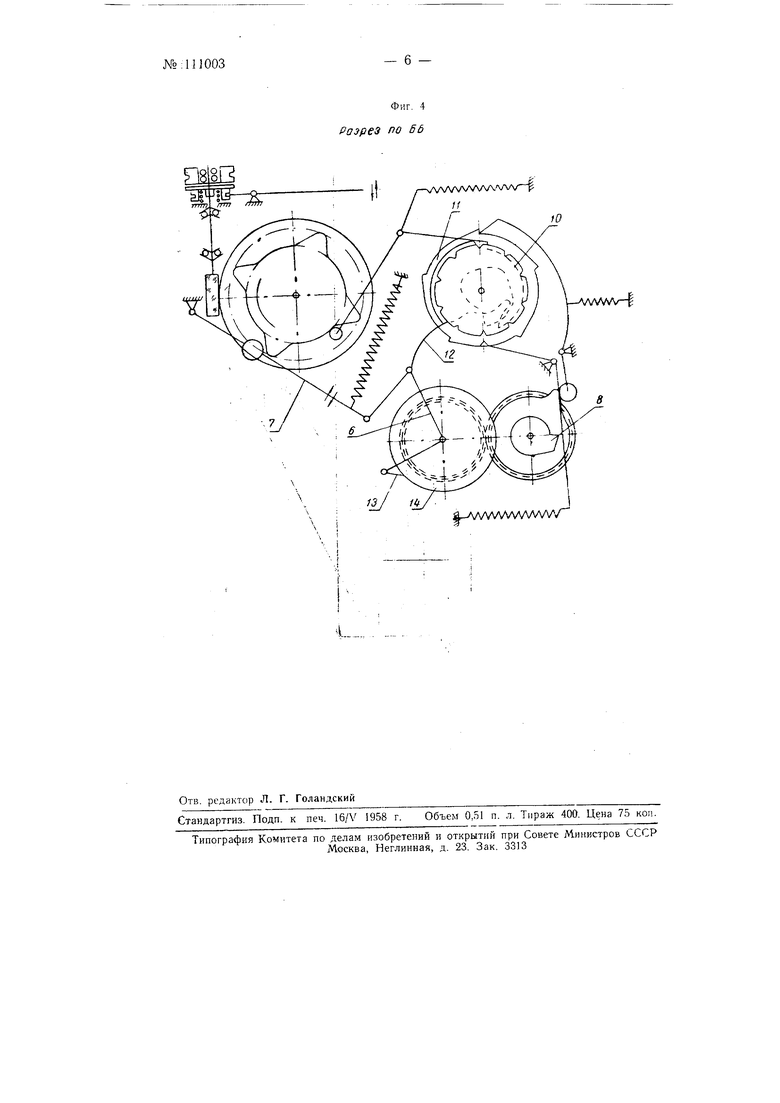
На фиг. 1 показан предлагаемый станок в продольном разрезе; на фиг. 2 - разрез по АА фиг. 1; на фиг. 3 - кинематическая схема станка, вид сбоку; на фиг. 4 - разрез по ББ фиг. 3.
На шлифовальной бабке /, перемещающейся в горизонтальных направляющих (на чертеже не показаны), монтированы подпружиненные верхние щпиндели 2, несущие шлифовальные круги 5, работающие торцом. Нижние щпиндели 4 также подпружинены и в них крепятся заготовки (крышка часов).
Нижний шпиндель 4 периодически поворачивается с одновременным приподниманием верхнего шпинделя 2 с автоматическим изменением угла поворота для каждой концентрической окружности. После каждого полного оборота нижнего шпинделя 4 верхний шпиндель 2 приподнимается и шлифовальная
бабка 1 передвигается tia расстояние, равное расстоянию между двумя рядами юружков.
После нанесения кружка в центре крышки часов бабка 1 нружиной 5 возвращается в исходное ноложение. При этом муфта (на чертеже не ноказана), через которую приводится в движение шпиндель 4, расцепляется.
Пижний шпиндель 4 поворачивается кулачково-храновым механизмом 6 с подпружиненным рычагом 7. Он снабжен кулачком S, который при полном обороте нижнего шнинделя 4 поворачивает при п концентрических окружностях (например при пяти) на //г оборота
(например на 1 ) вал 9 с кулачком 10 подачи бабки 1 и кулачком 11 упора. Последний ограничивает качание рычага 7, контактируюш.его с кулачком 11 отростком 12, что определяет количество захватываемых собачкой 13 зубцов храпового колеса 14 нижнего шпинделя 4. Этим обеспечивается автоматическое изменение угла поворота для каждой концентрической окружноСТИ.
П р е д м е т изобретения
Шлифовальный станок с вертикальными верхним и нижним шпинделями и с кулачково-храповым механизмом, взаимодействуюшим с качающимся подпружиненным рычагом для периодического поворачивания нижнего шпинделя, отличающийся тем, что, с целью автоматизации операции ажуровки крышки корпуса часов кружками, расположенными на нескольких концентрических окружностях, верхний шпиндель, несущий работающий торцом шлифовальный круг, монтирован на перемещаемой но горизонтальным направляющим подпружиненной бабке и соединен с кулачковым устройством, поднимающим его при перемещениях бабки, а на оси, связанной с нижним шпинделем, приспособленным для крепления крыщки часов, укреплен кулачок, поворачивающий при полном обороте нижнего шпинделя посредством храповика на часть оборота вал с кулачком подачи бабки и кулачком упора, который ограничивает и изменяет размах качания рычага.
05 $ж$$$ $$ $ $ ш $ $
3- оэ|
Фиг. 4
Разрез по Б6
(W-
/о
flVvVWWVWVWV
:3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Станок для заточки сверл | 1978 |
|
SU770753A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| Приспособление к бесцентровому шлифовальному станку для автоматического сближения кругов соответственно требуемому размеру изделия | 1947 |
|
SU71084A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для фасетирования полых стеклянных изделий | 1933 |
|
SU33824A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| Устройство для шлифования сдвоенных кулачков | 1981 |
|
SU1006175A1 |