Изобретение относится к обработке металлов давлением, а именно к устройствам для обработки кромок отверстий, преимущественно с внутренней стороны полых деталей.
Известно устройство для обработки кромок отверстий, содержащее размещенные в корпусе инструмент, взаимодействующий с ним ползун, и оправку 1.
Недостатком известного устройства является невысокое качество обработки, что обусловлено смещением пуаисона относительно отверстия.
Наиболее близким к изобретению является устройство для обработки кромок отверстий в стенках полых деталей, преимуществен но с внутренней их стороны, содержащее корпус с размещенным в нем шпинделем с приводом осевого перемещения, установленный на щпинделе инструмент, а также элементы ориентации и фиксации детали 2.
Недостатком данного устройства является невысокое качество обработки, обусловленное смещением оси инструмента относительно оси отверстия.
Цель изобретения - повышение качества обработки.
Поставленная цель достигается тем, что устройство для обработки кромок отверстий в стенках полых деталей, преимущественно с внутренней их стороны, содержащее корпус с размещенным на нем шпинделем с приводом осевого перемещения, установленный на шпинделе инструмент, а также элементы ориентации и фиксации детали, снабжено смонтированными на корпусе направляющими и установленным на них суппортом с щарнирно закрепленной на нем кареткой, снабженной приводом качательного движения и приводами настроечного осевого и поворотного перемещения щпинделя с шаговыми двигателями, а также датчиком положения шпинделя в виде размещенного на корпусе источника света и оппозитно установленного на шпинделе поискового элемента, электрически связанного с шаговыми двигателями, причем шпиндель размещен в каретке, а инструмент установлен на шпинделе шарнирно с возможностью самоустанов.чи.
Поисковый элемент может быть выролнен в виде разделенного на ячейки стекловидного жгута, и фотоэлементов, а также в виде фотодиодов.
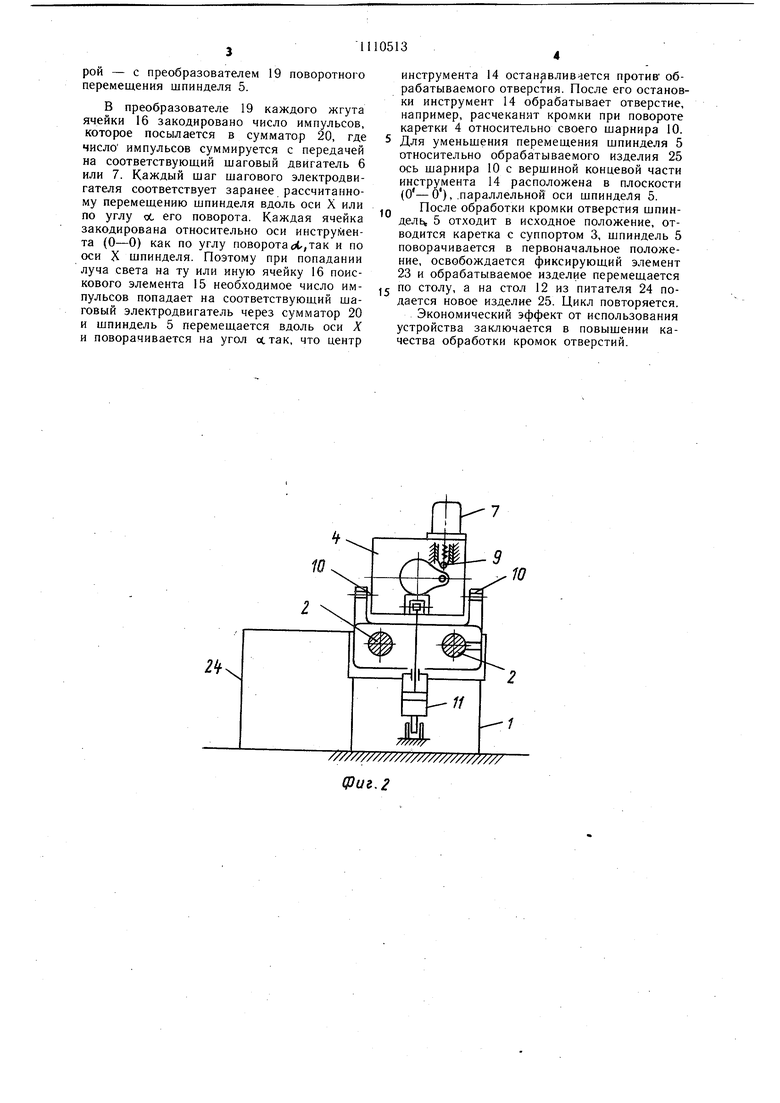
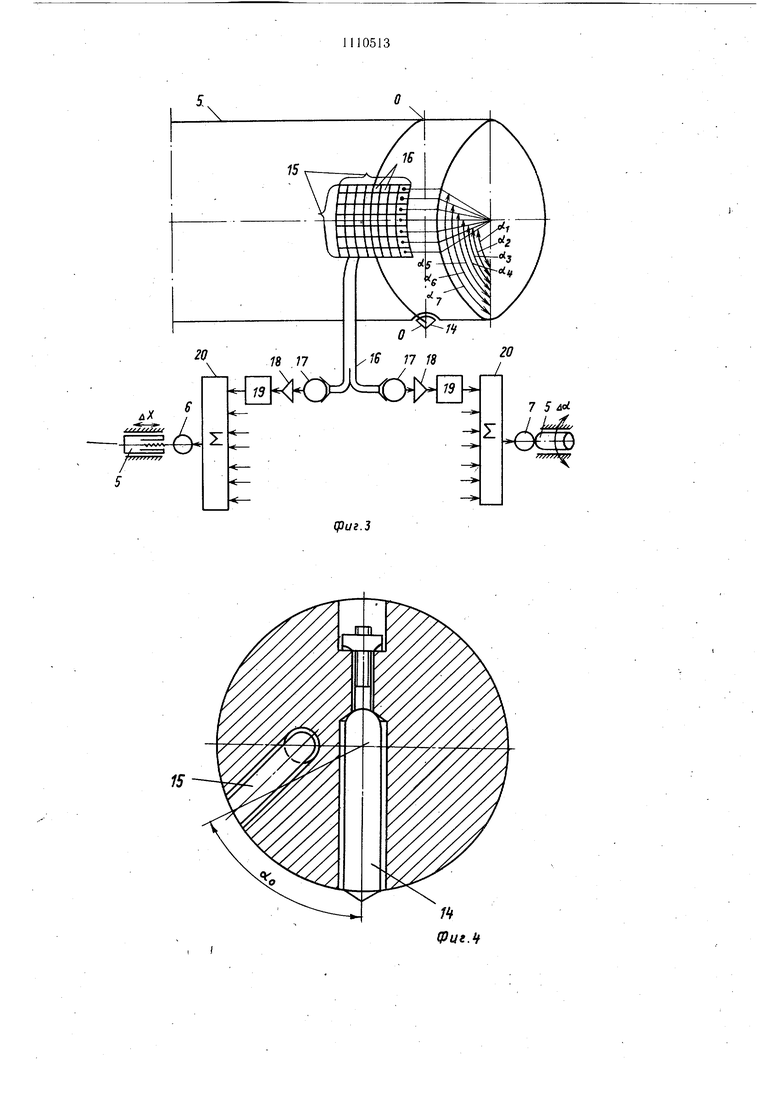
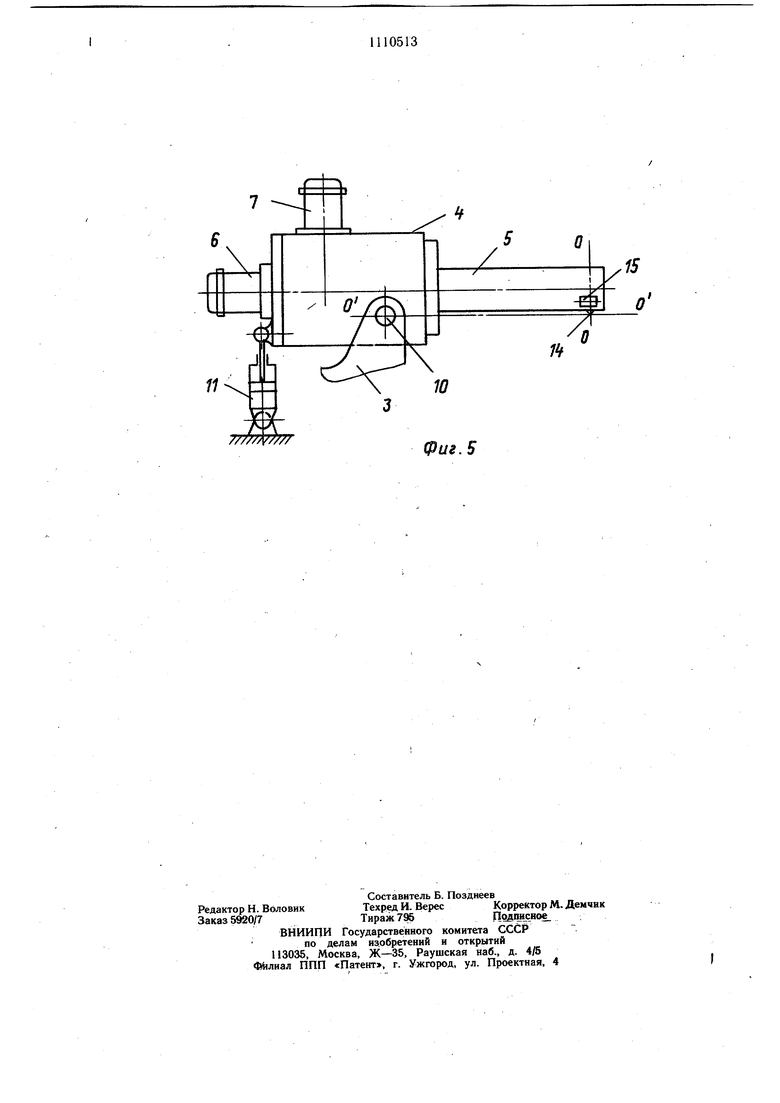
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, сечение; на фиг. 3 - взаимосвязь датчика положения шпинделя с шаговыми двигателями; на фиг. 4 - крепление инструмента в шпинделе; на фиг. 5 - взаимное расположение оси шарнира каретки и инструмента относительно оси щпинделя.
Устройство состоит из корпуса 1 с направляющими 2 суппорта 3, на котором размещены каретка 4 со шпинделем 5 и его
приводами 6 и 7 осевого и поворотного перемещения, выполненные в виде шаговых двигателей и кинематически связанные с с соответствующими механизмами 8 дви жения и поворота 9 шпинделя. Каретка 4 шарниром 10 соединена с суппортом 3 и с пневмоцилиндром 11.
Между суппортом 3 и столом 12 устройства на направляющих 2размещен упор 13 грубой настройки подачи суппорта 3 с
O кареткой 4 и шпинделем 5, в котором закреплен инструмент 14.
На боковой поверхности шпинделя 5 по центру инструмента 14 размещен поисковый элемент 15, который выполнен, например, из стекловолоконного жгута, условно разде ленного на ячейки-жгутики 16, каждый из которых раздваивается и с торца соединен с фотоэлементами 17, каждый из которых электрически связан с усилителями 18, выходы которых через преобразователи 19
- электрически связаны с сумматорами 20 соответствующих приводов осевого 6 и 7 поворотного перемещения шпинделя 5.
На столе 12 с ориентируюшими элементами 21 смонтирован источник 22 света для создания светового луча через обрабаты5 ваемое (или технологическое) отверстие и ориентирования положения шпинделя 5, а также фиксирующий элемент 23.
К корпусу 1 примыкает питатель 24 для подготовки на нем обрабатываемых изделий 25. Питатель кинематически связан по
0 циклу с устройством для обработки изделий и может быть выполнен как одно-, так и многоручьевой при многощпиндельном исполнении устройства.
Устройство работает следующим образом.
При отведенном суппорте 3 с кареткой 4 и шпинделем 5 на стол 12 устанавливается обрабатываемое изделие 25, подаваемое с питателя 24 и ориентируемое элементами 21 и фиксируемое элементом 23. После фиксации суппорт 3 подается до упора каретки
4 со шпинделем 5 в торец обрабатываемого изделия 25 или в регулируемый по .положению упор 13. Положение упора устанавливается так, чтобы поисковый элемент 15 останавливался против обрабатываемого
с отверстия с точностью не меньшей разме ра поискового элемента 15, например ±2 мм при отверстии с диаметром 0,7 мм.
С остановкой упора 13 суппорт 3 воздействует на конечный выключатель и вклю0 чается источник 22 света, луч света которого, проникая через обрабатываемое отверстие, освещает любую из ячеек 16 поискового элемента 15. Попавший против отверстия и по жгуту этого элемента световой сигнал проходит через фотоэлементы 17 до преобразователей 19. сигнала и сумматоров 20. Один из двух концов каждого жгута соединен с преобразователем 19 для координат осевого перемещения шпинделя, а второй - с преобразователем 19 поворотного перемещения шпинделя 5.
В преобразователе 19 каждого жгута ячейки 16 закодировано число импульсов, которое посылается в сумматор 20, где число импульсов суммируется с передачей на соответствующий щаговый двигатель 6 или 7. Каждый щаг щагового электродвигателя соответствует заранее рассчитанному перемещению щпинделя вдоль оси X или по углу ос его поворота. Каждая ячейка закодирована относительно оси инструмента (О-0) как по углу поворота (зС,так и по оси X щпинделя. Поэтому при попадании луча света на ту или иную ячейку 16 поискового элемента 15 необходимое число импульсов попадает на соответствующий шаговый электродвигатель через сумматор 20 и щпиндель 5 перемещается вдоль оси X и поворачивается на угол хтак, что центр
инструмента 14 остан влив зется против обрабатываемого отверстия. После его остановки инструмент 14 обрабатывает отверстие, например, расчеканит кромки при повороте каретки 4 относительно своего щарнира 10. Для уменьщения перемещения шпинделя 5 относительно обрабатываемого изделия 25 ось щарнира 10 с верщиной концевой части инструмента 14 расположена в плоскости (), .параллельной оси щпинделя 5.
После обработки кромки отверстия шпиндель 5 отходит в исходное положение, отводится каретка с суппортом 3, щпиндель 5 поворачивается в первоначальное положение, освобождается фиксирующий элемент 23 и обрабатываемое изделие перемешается по столу, а на стол 12 из питателя 24 подается новое изделие 25. Цикл повторяется. Экономический эффект от использования устройства заключается в повышении качества обработки кромок отверстий.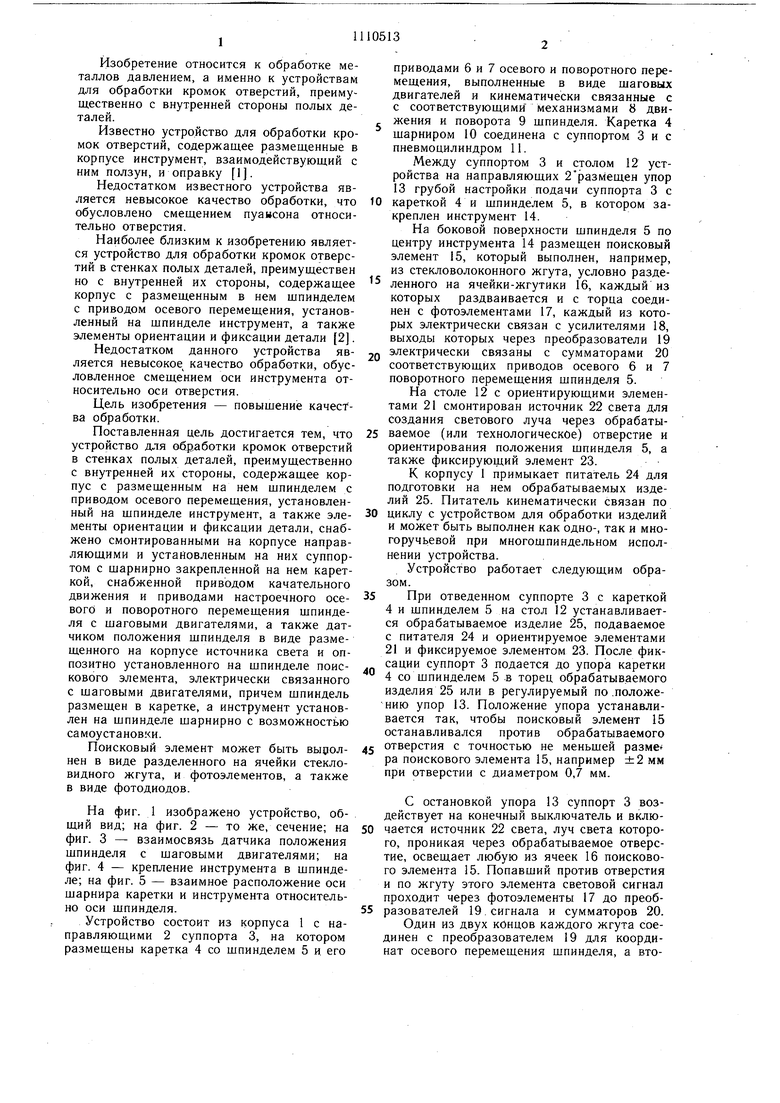
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки кромок под сварку | 1981 |
|
SU975243A1 |
| Самонаводящееся устройство для обрабатывающих станков | 1976 |
|
SU878184A3 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| Станок для шлифования асферических поверхностей | 1985 |
|
SU1301659A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Устройство для обработки отверстий | 1979 |
|
SU804231A2 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Универсальное устройство с однокоординатным числовым программным управлением для обработки сферических и плоских матриц и пуансонов с некруглой в плане боковой конической поверхностью | 1977 |
|
SU659293A1 |
| МАШИНА ДЛЯ ПРАВКИ И УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2146598C1 |
1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ОТВЕРСТИЙ В СТЕНКАХ ПОЛЫХ ДЕТАЛЕЙ, преимущественно с внутренней их стороны, содержащее корпус с размещенным на нем щпинделем с приводом осевого перемещения, установленный на щпинделе инструмент, а также элементы ориентации и фиксации детали, отличающееся тем, что, с целью повышения (Pue.t качества обработки, оно снабжено смонтированными на корпусе направляющими и установленным на них суппортом с шарнирно закрепленной на немкареткой, снабженной приводим качательного движения и приводами настроечного осевого и поворотного перемещения шпинделя с шаговыми двигателями, а также датчиком положения щпинделя в виде размещенного на корпусе источника света и оппозитно установленного на шпинделе поис1 ового элемента, электрически связанного с шаговыми двигателями, причем шпиндель размещен в каретке, а инструмент установлен на шпинделе шарнирно с возможностью самоустановки. 2.Устройство по п. 1, отличающееся тем, что поисковый элемент выполнен в виде I разделенного на ячейки стекловидного жгута и фотоэлементов. 3.Устройство по п. I, отличающееся тем, что поисковый элемент выполнен в виде фотодиодов. СЛ СА:)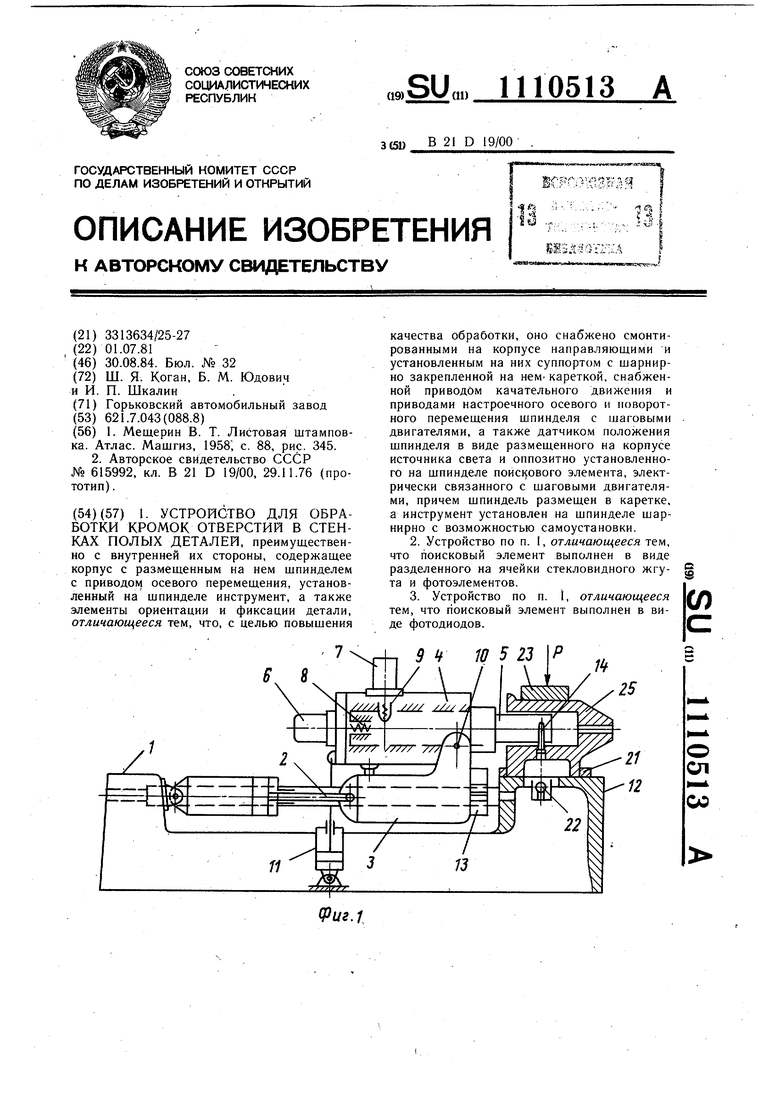
г
///////////////////////////////
ю
фиг. 2
20
V
л/
4
у у
го
7 5 uoL
( I f
f f fnj/}
7/////Y////
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас | |||
| Машгиз, 1958 с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Способ изготовления струн | 1924 |
|
SU345A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки кромок отверстий | 1976 |
|
SU615992A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
