f
Изобретение относится к металлургии, а именно к непрерывной разливке металла.
Цель изобретения - повышение качества слитка.
На чертеже приведена функциональная схема устройства, предназначенного для осуществления способа.
Схема содержит галогенный счетчик 1, изотопный датчик 2, электронный преобразователь 3, блок 4 деле- ния, измеритель 5 усилия, дсГйствую- щего на поддерживающий ролик, блок 6 умножения, измеритель 7 температуры поверхности слитка, блок 8 срав- пения, задатчик 9 расхода воды в зоне вторичного охлаждения, усилитель 10, исполнительный механизм 11, клапан 12,
Усилие, воспринимаемое поддержи- вающим роликом, определяется из соотношения
Р Р т лл
ЭС ti
(1)
усилие от ферростатического давления жидкого металла, Н; - температура поверхности
слитка. К;
- коэффициент, зависящей от Толщины корочки слитка,
К .
чина Р, рассчитывается по фор
РЖ Р gbhH,
(2)
где р- плотность жидкого металла,
g - ускорение свободного падения, м/с ;
. Ъ - ширина слитка, м$ h - шаг роликов, м; Н - высота столба жидкости металла, м. Из (1) и (2) получим
Н F
.Т --1- /УР gbh
(3)
В правой части переменной является лишь величина /у . Следовательно,
/ Н V по величине -- - Т ,l можно вполне
определенно судить о толщине корочки слитка. Уменьшение левой части выражения (3) свидетельствует о росте корочки, а увеличение - о снижении ее толщины. Таким образом, при
IJ
снижении ( Т„) следует уменыиать
92402
расход воды, а при возрастании - увеличивать.
Устройство работает следующим образом.
5 Интенсивность импульсов, поступающих на блок галогенньк счетчиков 1 от источника 2 излучения, изменяется в зависимости от уровня 13 металла в кристаллизаторе 14, т.е. интенсив10 ность импульсов зависит от высоты столба жидкого металла. В соответствии с изменением интенсивности импульсов электронный преобразователь 3 вырабатывает электрический сигнал,
15 который поступает на первый вход блока 4 деления. На второй вход этого блока поступает сигнал, кото- рьй формирует измеритель 5 усилия, воспринимаемого поддерживающим роли20 ком. Сигнал с блока 4 поступает на первый вход блока 6 умножения, на второй вход которого поступает сиг- нал;, вырабатываемый измерителем 7 температуры поверхности слитка.
25 На выходе блока 6 вырабатывается управляющий сигнал. В блоке 8 сравнения этот сигнал сравнивается с сигналом задатчика 9 расхода воды, и поступает на вход усилителя 10,
3Q где усиливается до мощности, необходимой для управления исполнитель - ным механизмом 11 клапана 12, регулирующего расход воды в форсунке 15,
П р им е р. На машине непрерьш- ного литья заготовок разливают сталь в слитки сечение 0,25 х 1,44 м. Оптимальной скорости кристаллизации на уровне первой роликовой секции; соответствует толщина корочки 0,|028 м. Сигнал, соответствующий
/ Н значению ( - , при оптимальной
скорости кристаллизации вьфабаты- вает задатчик расхода воды. В какой
то момент времени толщина корочки снизилась до 0,026 м, о чем свидетельствует увеличение значения
/ - Tj I . Блок сравнения вырабатьгоает
сигнал, пропорциональный разности (0,028-0,026), и подает его через усилитель на исполнительный механизм, который увеличивает расход охлаждающей воды в данной секции
зоны вторичного охлаждения, при возрастаниикорочки сверху 0.028 м осуществляются противоположные воздействия.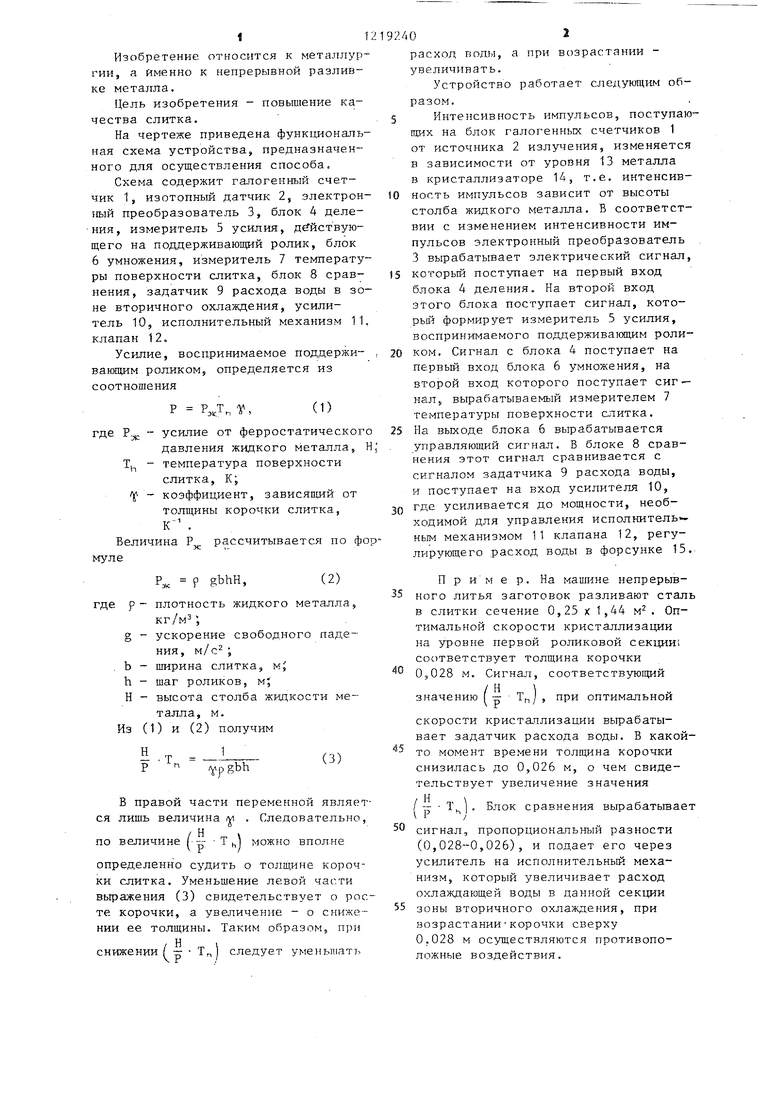
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Способ управления режимом работы двухвалкового вертикального кристаллизатора и устройство для его осуществления | 1986 |
|
SU1424951A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство автоматического регулирования вторичного охлаждения слитка на машине непрерывного литья металла | 1979 |
|
SU937106A1 |
| Способ управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1447554A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Видинеев Ю.Д | |||
| Дозаторы непрерывного действия | |||
| М.: Энергия, 1978, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
