Изобретение относится к станкостроению, а именно к устройствам для загрузки многопозиционных станков с поворотными столами трубчатыми деталями радиусной формы.
Известно устройство для загрузки и выгрузки деталей для многопозиционных станков, содержащее два поворотных двуплечих рычага с захватами, кинематически связанных друг с другом с возможностью встречно направленного перемещения от привода. Устройство обеспечивает одновременно загрузку позиции поворотного стола одним рычагом и выгрузку - другим (.1.
Однако данное устройство не позволяет загружать и разгружать поворотный стол многопозиционного станка трубчатыми деталями радиусной формы одновременно обоими рычагами.
Цель изобретения - повышение производительности и улучшение условий труда.
Поставленная цель достигается тем, что в устройстве для загрузки и выгрузки деталей для многопозиционных станков, содержащем два поворотных двуплечих рычага с захватами, кинематически связанных друг с другом с возможностью встречно направленного перемешения от привода, каждый захват выполнен в виде изогнутого по радиусу кривизны детали стержня с радиально направленными подпружиненными фиксаторами и установлен с возможностью поворота от дополнительно введенного привода вокруг оси, совпадающей с центром кривизны захвата, при этом каждый рычаг выполнен Г-образной формы и полым, для размещения привода поворота захвата.
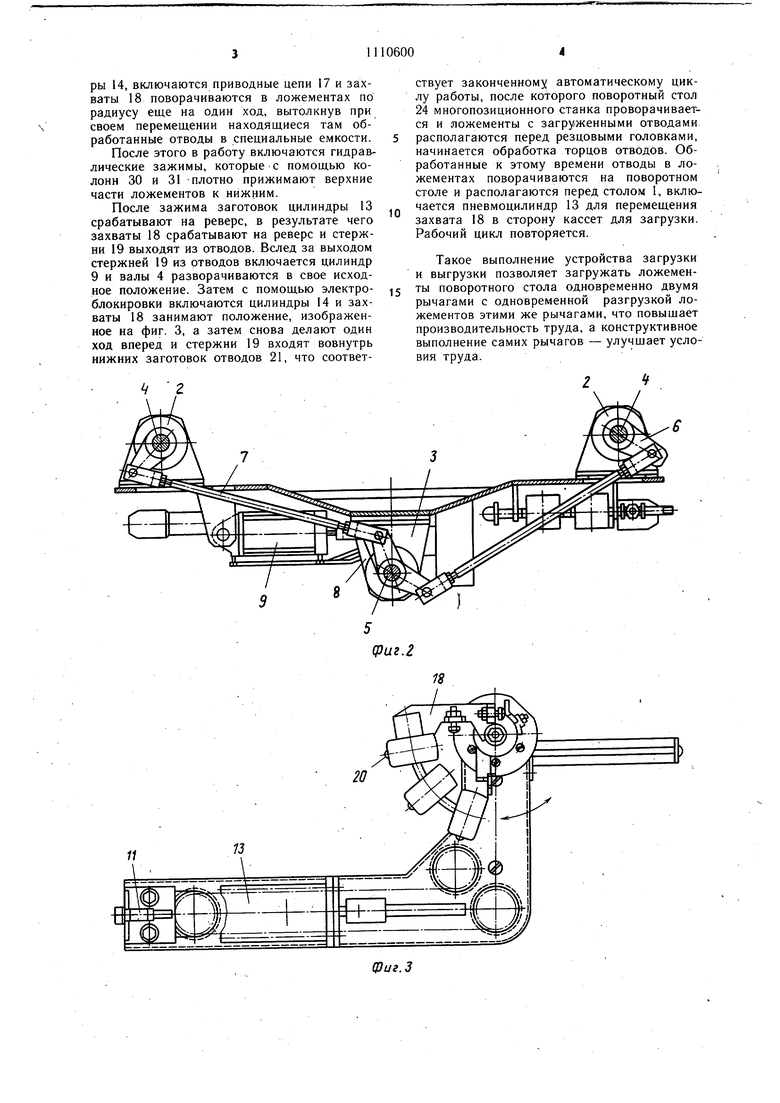
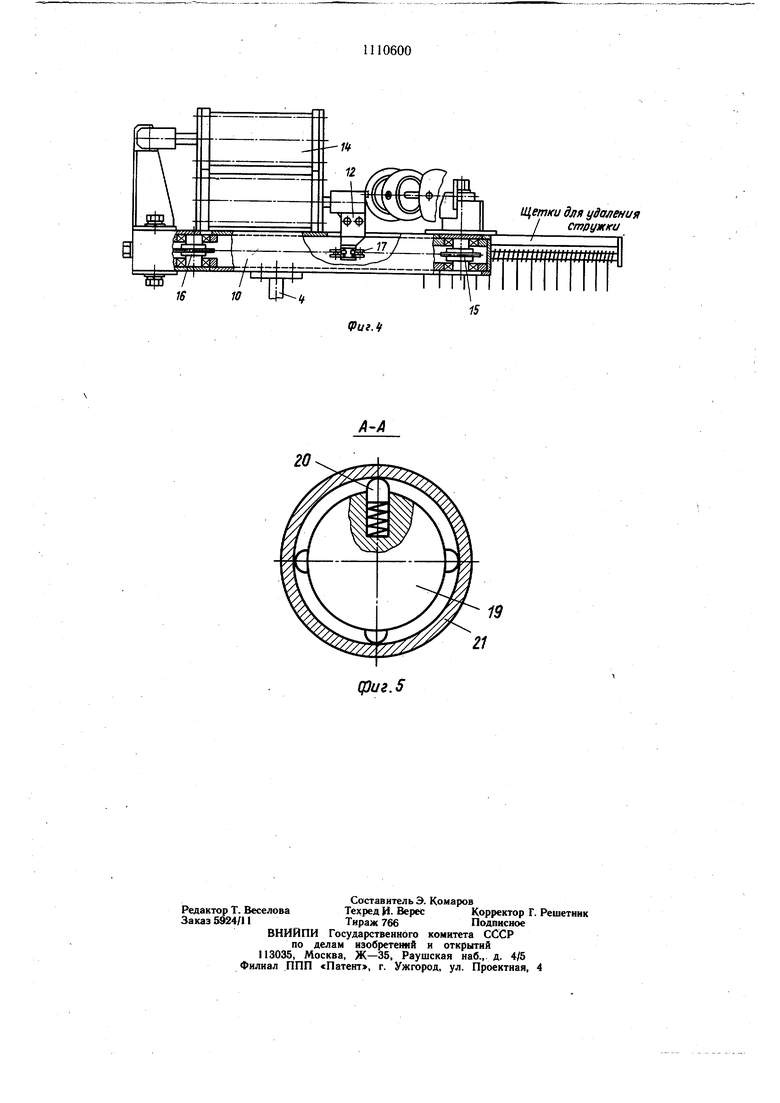
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - привод поворота рычагов устройства; на фиг. 3 - конструкция захвата; на фиг. 4 - привод поворота захвата; на фиг. 5 - сечение А-А на фиг. 1.
Устройство состоит из стола 1, на котором в опорах 2 и 3 установлено два вертикальных вала 4 и вал 5.
Валы 4 с помощью рычагов 6 и тяг 7 шарнирно соединены с валом 5, который сое динен через рычаг 8 с цилиндром 9. К вертикальным валам 4 присоединены Г-образные пустотелые рычаги 10. На поверхности рычага 10 с помощью рычага 11 и перемещающегося рычага 12 установлено два пневмоцилиндра 13 и 14.
В полости рычага 11 с помощью вертикальных валов 15 и 16 и их звездочек натянута приводная цепь 17, с которой жестко соединен рычаг 12. Оба корпуса пневмоцилиндра 13 и 14 соединены между собой жёстко, но целиком конструкция подвижна - скользит по поверхности рычага 10. Приводные 17 имеют возможность перемещения влево и вправо, к ним крепятся упоры, которые упираются в концевые выключатели, установленные в полости Г-образных рычагов (упоры и концевые выключатели не показаны).
; На валу 15 установлен захват 18, вь1полненный в виде изогнутого по- радиусу кривизны детали стержня 19 с радиально направленными подпружиненными фиксаторами 20. Наружный контур стержня повторяет внутренний контур отводов детали 21. На столе 1 установлены две кассеты 22.
Q Эти кассеты в нижней части имеют площадку для размещения и ориентации отводов 21. От основания площадки вверх установлены направляющие 23, ограничивающие расположение отводов по высоте . Данное устройство предназначено для обслужива5 ния многопозиционного станка, содержащего горизонтальный поворотный стол 24, четыре ложемента 25-28, укрепленных на плитах стола 29. С обеих сторон от каждого из ложементов установлены вертикальные колонки 30 и 31 гидравлических прижимов
0 ложементов. Прижимная перемычка, связывающая поверху обе колонки, не показана . Ложемент представляет соёой разъемный штамп, внутренний контур которого повторяет наружный контур и размеры отво дов. Приводные резцовые головки расположены только с одной стороны поворотного стола 24 таким образом, что срабатывают одновременно только четыре торца двух отводов, находящихся в ложементах 27 и 28 (резцовые головки не показаны). В ложе0 менты 25 и 26 в это время загружают и выгружают заготовки.
Устройство работает следующим образом.
Кассеты 22 загружаются отводами вручную - отводы укладываются вертикальной
стопой один на другой. В работу включаются пневмоцилиндры 13, которые через рычаги 12 перемещают цепь 17, и валы 15 вместе с захватами 18 перемещаются в сторону кассет, где стержни 19 входят вовнутрь отводов 21, находящихся в кассетах 22, в са0 мой нижней их части.
Отводы 21 благодаря подпружиненным фиксаторам 20 надеваются на стержни 19 захвата 18 с натягом. При перемещении Лепей 17 упоры, присоединенные к их звеньям, наталкиваются на концевые выключатели, связанные с исполнительными механизмами пневмоцилиндра 9. Усилие пневмоцилиндра 9 передается через рычаги 6 и тяги 7 вертикальным валам 4, которые поворачивают Г-образные рычаги 10 с захва0 тами 18 в сторону ложементов. Захваты 18 с заготовками отводов 21 занимают положение на поворотном столе 24, изображенное условными линиями. При этом ось захвата, являясь центром кривизны отводов, должна совпадать с центром кривизны ложемен5 та.
По достижении Г-образными рычагами указанного положения включается электроблокировка и срабатывают пневмоцилиндры 14, включаются приводные цепи 17 и захваты 18 поворачиваются в ложементах по радиусу еще на один ход, вытолкнув при своем перемещении находящиеся там обработанные отводы в специальные емкости.
После этого в работу включаются гидравлические зажимы, которые с помощью колонн 30 и 31 -плотно прижимают верхние части ложементов к нижним.
После зажима заготовок цилиндры 13 срабатывают на реверс, в результате чего захваты 18 срабатывают на реверс и стержни 19 выходят из отводов. Вслед за выходом стержней 19 из отводов включается цилиндр 9 и валы 4 разворачиваются в свое исходное положение. Затем с помощью электроблокировки включаются цилиндры 14 и захваты 18 занимают положение, изображенное на фиг. 3, а затем снова делают один ход вперед и стержни 19 входят вовнутрь нижних заготовок отводов 21, что соответствует законченному автоматическому циклу работы, после которого поворотный стол 24 многопозиционного станка проворачивается и ложементы с загруженными отводами располагаются перед резцовыми головками, начинается обработка торцов отводов. Обработанные к этому времени отводы в ложементах поворачиваются на поворотном столе и располагаются перед столом 1, включается пневмоцилиндр 13 для перемещения захвата 18 в сторону кассет для загрузки. Рабочий цикл повторяется.
Такое выполнение устройства загрузки и выгрузки позволяет загружать ложементы поворотного стола одновременно двумя рычагами с одновременной разгрузкой ложементов этими же рычагами, что повышает производительность труда, а конструктивное выполнение самих рычагов - улучшает условия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Установка для автоматической сборки деталей из термопластов | 1987 |
|
SU1525016A1 |
| Полуавтомат для сборки вальцовкой узлов | 1983 |
|
SU1138288A1 |
| Поворотный стол многопозиционного станка | 1983 |
|
SU1090536A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Многопозиционное загрузочное устройство | 1984 |
|
SU1333533A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1199578A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Устройство для сварки полимерных упаковок | 1987 |
|
SU1444161A1 |
УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ деталей для многопозиционного станка, содержащее два поворотных двуплечих рычага с захватами, кинематически связанных друг с другом с возможностью встречно направленного перемещения от привода, отличающееся тем, что, с целью повышения производительности и улучшения условий труда, каждый захват выполнен в виде изогнутого по радиусу кривизны детали стержня с радиально направленными подпружиненными фиксаторами и установлен с возможностью поворота от дополнительного введенного привода вокруг оси, совпадающей с центром кривизны захвата, при этом каждый рычаг выполнен Г-образной формы и полым для размещения привода поворота захвата.
фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автооператор | 1974 |
|
SU537786A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
