Р-1:и)брете11Нг о носится к металлообрабелке ;i может быть ис1И)л(зоваи() на uj/iiupoвальных стлпках. Известны способы управления шлифовальным станком с периодической 1ллифова,) круга, заключающийся в TOM, что залают значение мощности, затрачиваемой на и лифование и стабилизируют этот параметр в процесее 111;1ифования путем изменения рабочей иодачи при отклонении фактического значения мощности от ее заданшмо значения . Недостатком таких способов управления н лифовальным станком является ииз,чая точность управления и малая производите;1Ьноеть шлифования. Целью изобретения является повыи1епие точности и производительности Н1ЛИФОП(Хтавленная ue.ib достигается тем, что согласно способу управления н Лифовал)Ным етанком с периодической нравкой Н1ли(|)овалььч)10 круга, заключаюигемуся в том, что задают значение мощности, затрачиваемой на 1нлифовапие, и стабилиз(фуют этот параметр в процессе 1н,тифован :я изменения рабочей нодачи при отк;1опении фактического зпаче1 ия мониюсти от ее задапного значения, задают два допустимых значения скорости съема припуска, со()тветствуюп1их заданному значению моп ности, измеряют скорость съема и ир:- ее уме/пл.нении в процессе гн.шфовапия до |;ервого зада}1цо14) значения выдают команду иа правку 1н:1ифовального круга, а при умегиялени; до второго задаппо1о значе.чня выдают команду на прекран|ение н лифованкя. Способ управления осуа1есгу,- яется следуюпхим образом. Для конкретног() liponecVa шлифования oHbiTHiiiM путем устанавдивакгг уоовеп) стабилизации мощности, обеспечивающий ,;учн ие результаты по точности и нроизводительности обработки. Для этого заданного значения мощности также опьггн1,л; путем oiipeделяют два допустимых зпачепия скоростл съема припуска. Первое допустимое значение скорости соответствует такой степени уменьшения режущей с/юсоб))ости ЩоТифовального круга, при которой да..тьпейщее П1лифование без правки круга приводит к значительному снижению нроизводительноети. Второе донустимое значение екорости съема соответствует умепьнгению режущей способности шлифовального круга до критического значения, ниже которого значительно увеличивается отношение между радиальной и тангенциальной силами резания, что может привести к засаливанию и осыпанию круга, а также образованию большего по глубине |1рижо1-ового с.тоя, неудаляемого полностью па последуюнщх этапах цикла (обработки. В процессе шлифования на этапе со стабилизацией мощности, осуществляемой nvтем изменения раоочеи подачи npi; отклопсиии фактического з. мощности от ег заданного значения, производят непг1е)ЬНпое измерение скорости съема припуска .По мере съема припуека па этом этамс П1лиф)ованпя режуп1ая способность HJ.JHIJ-. вально1о круга у.мепьгпается, причем тс-.; интенсивнее, чем больп1е величина припуска, снятсяч) носите очередной правки круга. При этом автоматическое поддержание Mon.inocTh па заданпом уровне обеспечиваетея за счет со(ггвет;-т Уг: 1це1о уменыненпя ско)()стп стрема припхска. В зависимое; ; i :; Г;-..-. Hi Ч п iibi припуска, снято1о носле очеред)1ой правки, и характериетик конкретного экземн.1яра ;)име ;я-:-мого Н1, ифова.. круга наступает .io.Meiг такого ме1 Ынения режупиьх свойств круга., которое ПрГ.и1ДП1 к СПИЖепИЯ) скорости СЫ;ма до первого заданного значения. При этом в схе.му унрав.тепия ста1:ко.м выдают ко.мапдх па очередную правку HJЛифoвaльнoгo круга. Ес.тп в процессе шлифования на этане со стаби.1изацией мощности скорость съема припуска уменьшается до строго заданно1(.1 значения, то в схему управления станко.: выдают команду на аварийнь й останов станка. Причинами уменьн;ения режущей способности Kpyia до критичееко1-о значения и соответственно v.мeпьнJeния екорости сье ifi до второго задапно1Ч) значения мо1 г явиться, нанр.чмер, пепсправпоети в механи.зме правки 1)лифовального круга, значпTiMbiToe мены11ение количества (ЮЖ.. подаваемой в зону реза1 пя. низкое качесп-,: ко 1кретного экземпляра н.1лифовальпо ч; Kpyia. Па чертеже представлепа фупкциона;п, пая схе.ма устройства для реа.тизации пред.laiaeMoro способа. Устройство содержит л.атчик 1 мощности, д.атчик 2 припуска, датчик 3 екорости съе.ма )ипуека, выпо.шенный, например, в виде )(|)еренцирующего звена, элемент 4 срав1 ения, пороговые э..1ементы 5 и б, задатчики 7--9 и схему 10 управления станко.м II. В устройство таклче входят блок компенсации мощности потерь холостого хода и б.чок смендения уровня настройки задатчика 11 зависи.мости от фактического значения диаметра П1.ли4)ова,тьпого круга (не показаны) . Датчик 1 мощности соединен с эле.меитом 4 cpaвнe шя, евязанны.м но второму вхо..у с задатчико.м 9, а по выходу - со схемой 10 управления станком II. Вход датчика 3 скорости соединен с датчико.м 2 припуска, а выход с пороговы.ми элементами 5 и 6, связанп1 1.ми вторыми входа.ми с задатчиками 8 и 7 соответственно. Выходы иоро;-овых эле.ментов 5 и 6 соединены со схемой 0 упра15леипя станком. Регулировкой задатч.чков 7--9 iia их ныходах фо)мируют сигна.ты. .npcuiopiino 3 1П06 нальные соответственно первому и второму допустимым значениям скорости съема припуска и заданному значению мощности, затрачиваемой на шлифование. В процессе шлифования в элементе 4 сравнения сигнал с задатчика 9 сравнивается с сигналом, поступающим с датчика 1 мощности. Сигнал рассогласования с выхода элемента 4 поступает в схему 10 управления, изменяющей рабочую подачу таким образом, чтобы свести к миниму.му возникшее рас-10 согласование. Одновре.менно с выхода датчика 2 сигнал, пропорциональный текущему з 1ачению припуска, поступает на вход датчика 3, на выходе которого формируется сигнал, пропорциональный текущему значению скорости съема припуска. 164 В пороговых элементах 5 н 6 этот сигнал сравнивается с сиг1 алами, вырабатываемыми задатчиками 8 и 7 соответственно, При уменьшении скорости съема припуска до первого допустимого значения сигналы на входах порогового элемента 6 становятся равными и в схему 10 с вы.хода элемента б поступает команда на очередную правку шлифовального круга. Если в процессе шлифования скорость съема припуска уменьшается до второго допустимого значения, то срабатывает пороговый элемент 5 и в схему 10 поступает команда на прекращение шлифования. Производительность обработки при использовании этого способа повьппается на 20/о, повышается и точность обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Способ шлифования | 1985 |
|
SU1311913A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ определения момента правки шлифовального круга | 1985 |
|
SU1357202A1 |
| Устройство для управления процессом шлифования | 1979 |
|
SU770765A1 |
| Способ адаптивного управления шлифовальным станком | 1984 |
|
SU1291379A1 |
| Способ управления поперечной подачей внутришлифовального станка | 1976 |
|
SU647102A1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
СПОСОБ УПРАВЛЕНИЯ ШЛИФОВАЛЬНЫМ СТАНКОМ с периодической правкой шлифовального круга, заключающийся в том. что залают значение мощности, затрачиваемой на ш.чифование, и стабилизируют этот параметр в процессе нктифования путем изменения рабочей подачи при отклонении фактического значения мощности от ее заданного значения, отличающийся тем, что, с целвю повышения точности и производительности шлифования, задают два допустимых значения скорости съема припуска, соответствующих заданному значению мощности, измеряют скорость съема припуска и при ее уменьшении в процессе шлифования до первого заданного значения выдают команду па правку шлифовального круга, а при уменыненип до второго заданного значения выдают команду на нрекрашение шлифования. с: (Л OS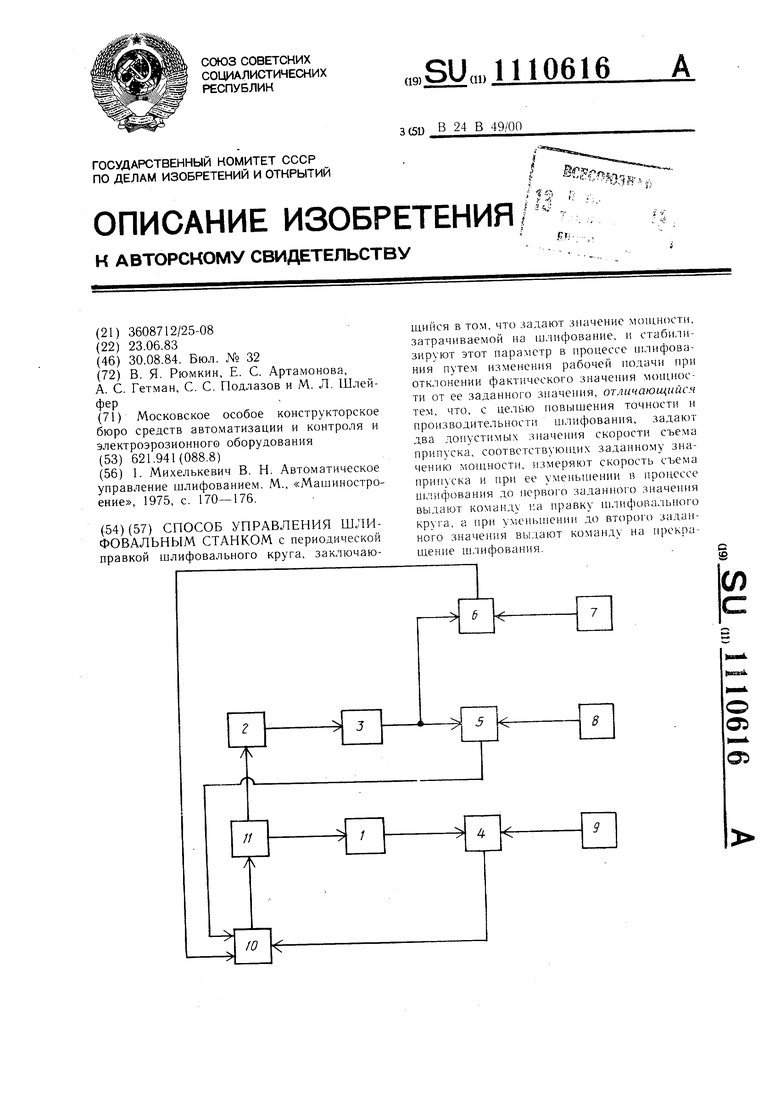
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Михелькевич В | |||
| Н | |||
| Автоматическое управление шлифованием | |||
| М., «Машиностроение, 1975, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
