Изобретение относится к кузпсчно-прессовому оборудованию, в частности к устройствам для изготовления изделий с двумя головками на концах стержня, например стержней изоляторов.
Известно устройство для двусторонней высадки стержневых заготовок, содержащее разъемные полуматрицы с загрузочной полостью, связанные траверсой, установленной на ириводном штоке, опоры для заготовок, расиоложенные иод полуматрицами, а также высадочные пуансоны 1.
Однако в известном устройстве из-за длительного контакта полуматриц с нагретыми заготовками они быстро выходят из строя.
Цель изобретения - повышение износостойкости иолу.матриц путем сокращения их контакта с нагретыми заготовками.
Цель достигается тем, что устройство снабжено установленны.ми на траверсе кинематически связанными со щтоком поворотными захватами для заготовок, а на щтоке выполнены два кольцевых выступа, расположенных но обе стороны от траверсы с общим зазором, пропорциональным величине перемещения захватов.
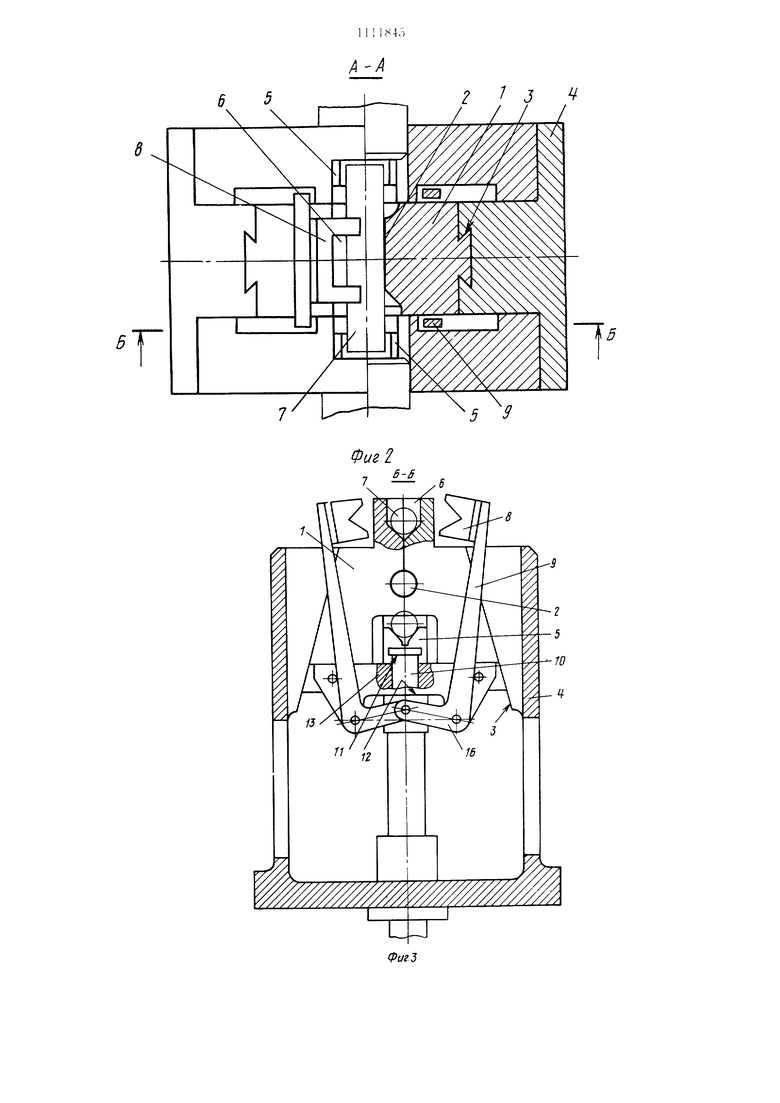
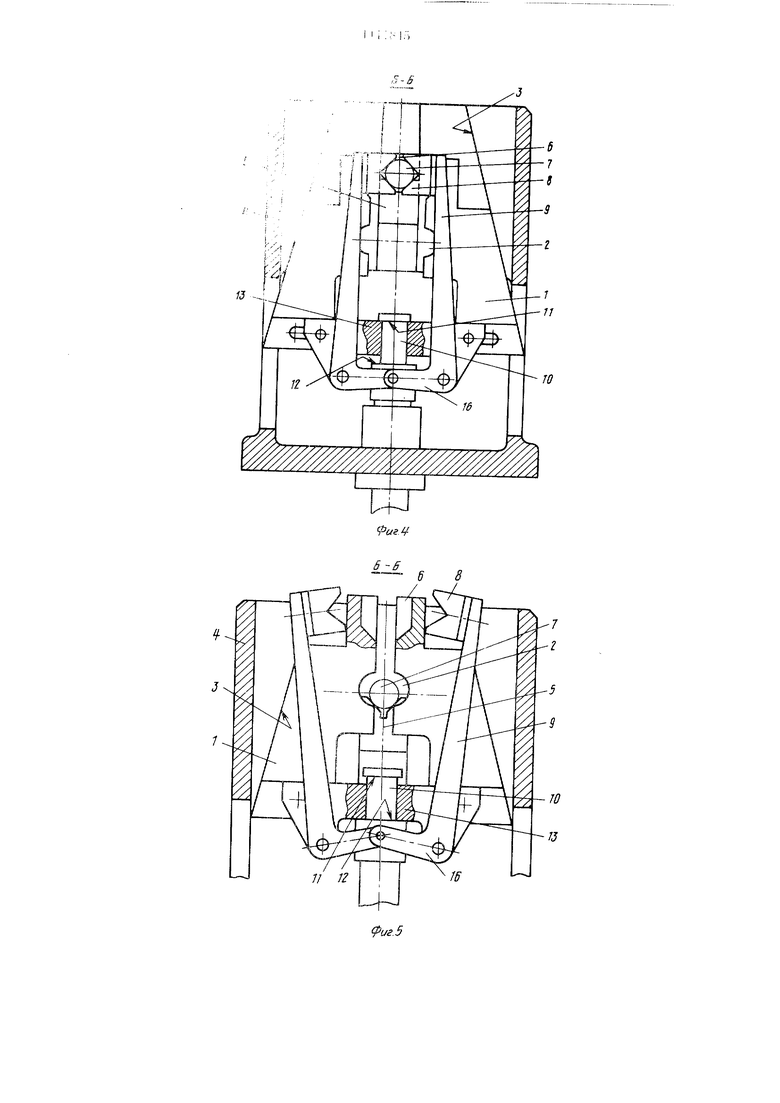
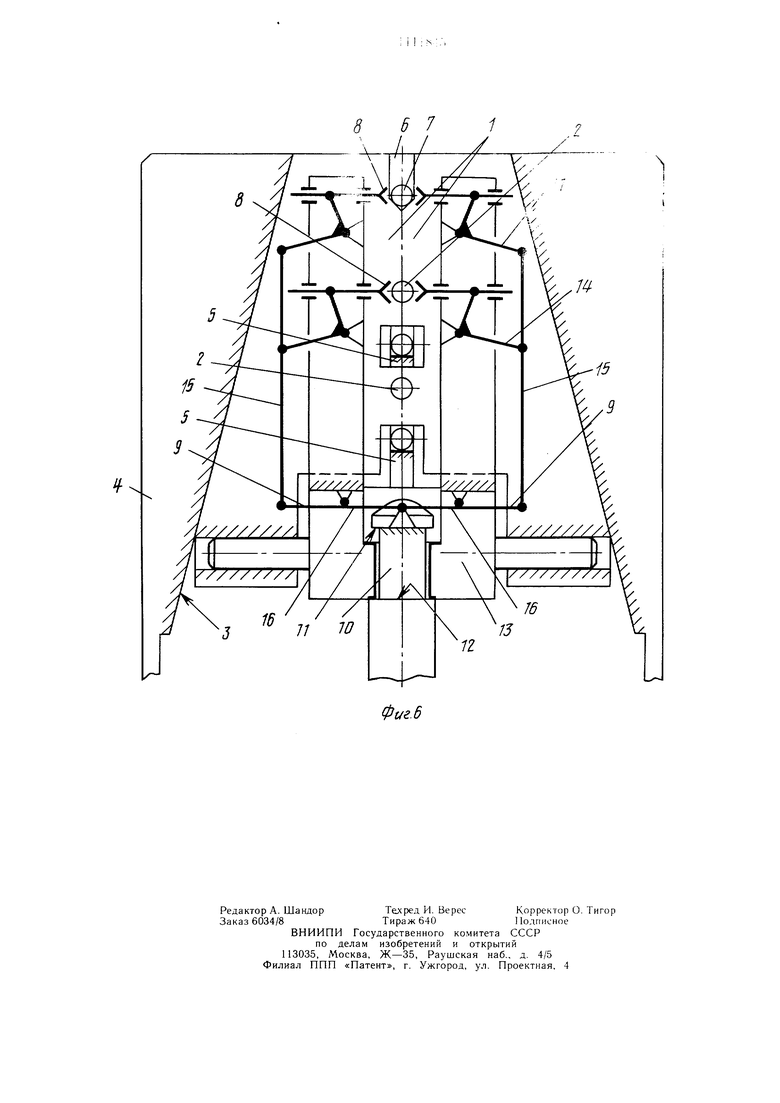
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-5 - разрез Б-Б на фиг. 2 (три положения устройства); на фиг. 6 - вариант выполнения многопозиционного устройства.
Устройство для двусторонней высадки стержневых заготовок (фиг. 1-6) содержит разъемные полуматрицы 1 с рабочей полостью 2. Полуматрицы 1 расположены в направляющих 3 корпуса 4, на стенках которого закреплена опора 5.
В верхней части полу.матриц 1 расположена загрузочная полость 6, в которую подается заготовка 7. С заготовкой взаи.модействуют захваты 8, кине.матически связанные через рычаги 9 с приводны.м щтоком 10, снабженным кольцевыми уступами 11 и 12.
Шток 10 соединен с траверсой 13, расположенной .между устуиа.ми 11 и 12 и связывающей полуматрицы 1. Угловые рычаги 14, тяги 15 и рычаги 9 (фиг. 6) кинематически связывают захваты 8 со щтоком 10. Цриводные концы 16 рычагов 9 (фиг. 1, 3-6) щарнирно соединены с уступо.м 12.
Устройство работает следующим образо.м.
Заготовку 7 по.мещают в загрузочную полость на сомкнутые полуматрицы 1. При движении вниз штока 10, связанного с приводом (не показан), рычаги 9 начинают гюворачиваться, обеспечивая схождение
захватов 8, которые приподнимают заготовку с полости 6 полу.матриц 1 и фиксируют ее. При этом шток 10 смещается относительно траверС1з1 13, выбирая зазор между }ступо.м 5 11 и траверсой 13, величина которого пропорциональна схождению захватов 8.
При дальнейще.м движении штока 10 уступ 11 воздействует на траверсу 13 и полуматрицы 1 перемещаются по направQ .ляющим 3 корпуса 4 вместе с захватами 8, держащими заготовку 7.
По окончании рабочего хода заготовка 7 укладывается на опоры 5, а обработанное изделие (не показано), до этого находившееся в полости 2, выгружается. В этом
5 положении полуматрицы разомкнуты, а захваты 8 останутся в со.мкнутом состоянии. При обратном ходе штока 10 в результате его с.мещения относительно траверсы 13 на величину зазора между уступом 12 и траверсой 13 сначала расходятся захваты 8. Зате.м после выбора зазора штоком 10 осуществляют подъем полуматриц.
При дальнейшем перемещении вверх (фиг. 5) нижние кро.мки полости 2 подходят к опорам 5 и подхватывают заготовку 7.
5 Постепенно смыкаясь, полуматрицы 1 доставляют заготовку 7 в зону высадки.
В многопозиционном устройстве (фиг. 6) благодаря наличию по крайней мере двух рабочих полостей 2 .можно обрабатывать заготовку 7 в несколько переходов. При этом
0 каждая из полостей 2, за исключением последней, является загрузочной. Кинематическую связь от щтока 10 до захватов 8 осуществляют рычагами 9, действующими через тяги 15 на рычаги 14.
Срабатывание захватов и перемещение
5 полуматриц осуществляют общим приводом за счет последовательного воздействия штоком на захваты и матрицы, что повыщает работоспособность механизма и упрощает его конструкцию.
Обеспечиваемые устройством захват и
фиксация заготовки во время раскрытия полуматриц повыщают надежность работы устройства, так как исключают свободное падение заготовки и осуществляют ее ориентированное пере.мещение.
Кроме того, производимый захватами
съем заготовки с загрузочной полости полуматрицы сокрацдает время контакта раскаленной детали с рабочим органом. Учитывая что это время составляет примерно половину рабочего цикла высадки, этот фактор оказывает значительное влияние па стойкость полуматриц.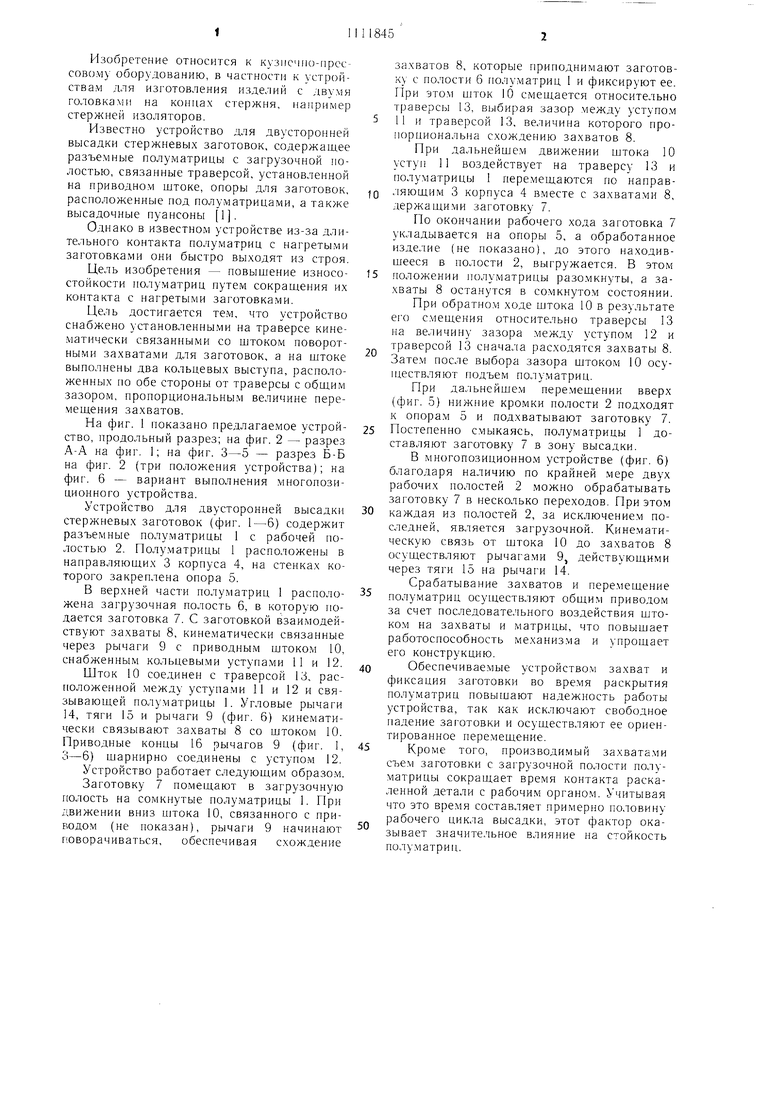
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней высадки стержневых заготовок | 1978 |
|
SU737091A1 |
| Штамп для двусторонней высадки | 1979 |
|
SU774752A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
| Холодновысадочный автомат | 1984 |
|
SU1199404A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU763016A1 |
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1985 |
|
SU1428519A2 |
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| Установка для гидравлической раздачи кольцевой заготовки | 1974 |
|
SU523740A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ЗАГОТОВОК, содержащее разъемные по. ix.xiarрины с за1-рузочной но.юстьк). связанные траверсов, установ.ченноЛ на 111111и) игроке, опоры д.1я заготовок, распо.юженные нод нолуматринами, а также выспдоч1П 1е нуансоны, отличающееся тем, что, с не.1ы nofJbinienHH износостойкости но.чу матриц путем сокрап 1ения их коптакта с на1-ретым | заготовками, оно снабжено установ.ченнымн на траверсе кинематически связанными со 1ИТОКО.М iioBopOTHiiiMii захватами д,1я заготовок, а на iHTOKC вьн1(),1не1И 1 два ко,11 цевых выступа, расно;1оженн1 1х по обе cToponiii от травереы с об1ннм зазором, нронорпнональиым величннс нсременления захватов. & (Л 00 сд
8-В
S 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ПРИВЕДЕНИЯ В ДЕЙСТВИЕ МОТОРА И МАШИНА ДЛЯ СТИРКИ БЕЛЬЯ, ВКЛЮЧАЮЩАЯ В СЕБЯ ЕГО | 2014 |
|
RU2596104C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
