Изобретение относится тс обработке металлов давлением и сварке, в частности ;К холодновысадочному оборудованию.
Цель изобретения - расширение технологических возможностей путем обеспечения высадки утолщений на заготовках стержневого типа с уже имеющимися утолщениями.
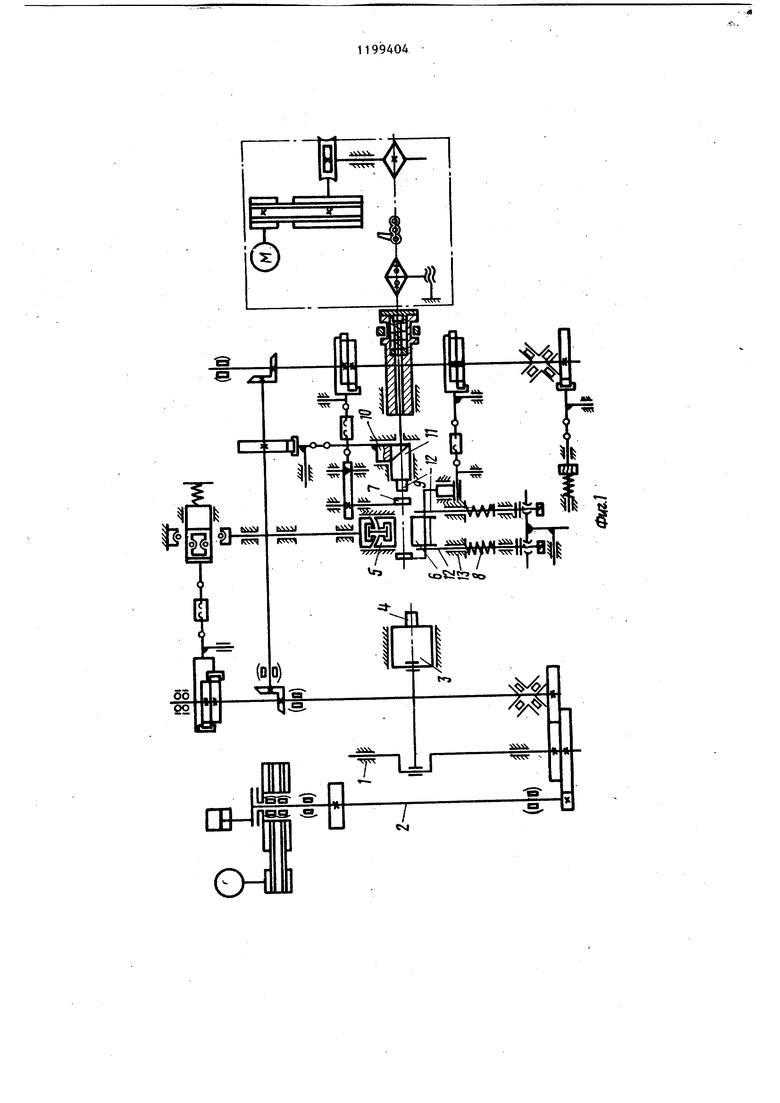
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - зона вь садки автомата; на фиг. 3 привод толкателя.
Холодновысадочный автомат содержит смонтированные на станине 1 распределительный вал 2, кинематически связанный с ним ползун 3 с размещенным на нем пуансоном 4, соосно с ним установленную разъемную высадочную матрицу, состоящую из приводной 5 и неприводной 6 полуматриц, механизм 7 подачи, механизм 8 удаления готовой детали из матрицы, приводную упорную матрицу 9, установленную соосно высадочной, привод упорной матрицы 9 выполнен в виде двух штоков 10 и 11 с клиновыми поверхностями на торцах, установленных в станине под ПРЯ14ЫМ углом один относительно другого с возможностью взаимодействия клиновыми поверхностями. Шток
10связан кинематически с распреде,лительны14. валом 2 автомата, а шток
11- с упорной матрицей 9. Механизм
8 удаления готовой детали выполнен в вцде двух приводных толкателей 12, установленных в направлякшщх 13 станины 1 со стороны неприводной высадочной полуматрицы 6 перпендикулярно оси высадки, привод толкателей
12выполнен в вцде двуплечего рычага 14, установленного на станине 1 и кулачка 15, установленного на распределительном валу 2 автомата. При этом одно плечо рычага 14 связано с кулачком 15, а другое, подпружиненное относительно станины 1, - с толкателями.
Автомат работает следующим образом.
В исходном положении высадочные полуматрицы 5 и 6 разомкнуты, толкатели 12 отведены в крайнее правое положение, а упорная матрица 9 отведена от высадочной. Заготовку 16 с уже имеющимся утолщением укладывают в высадочную матрицу, при этом утолщение располагают со стороны упорной матрицы 9,.затем заготовку 16 зажимают полуматрицей.
При перемещении щтока 10, кинематически связанного с распределительным валом 2, вправо происходит перемещение штока 11с упорной -матрицей 9 к заготовке. При упоре матрицы 9 э бурт заготовки 16 осуществляется запирание последней между станиной 1 и высадочной матрицей. Высадочный пуансон 4, приводимый в движение ползуном 3 автомата, осуществляет деформирование незажатого конца заготовки 16. Затем пуансон 4 и упорная матрица 9 отходят в исходное положение. Полуматрица 5 освобождает готовую деталь. Механизм удаления с помощью толкателей 12 сбрасывает готовую деталь в лоток.
Предложенный автомат обеспечивает высадку стержневых заготовок как с уже имеющимися утолщениями, так и без них.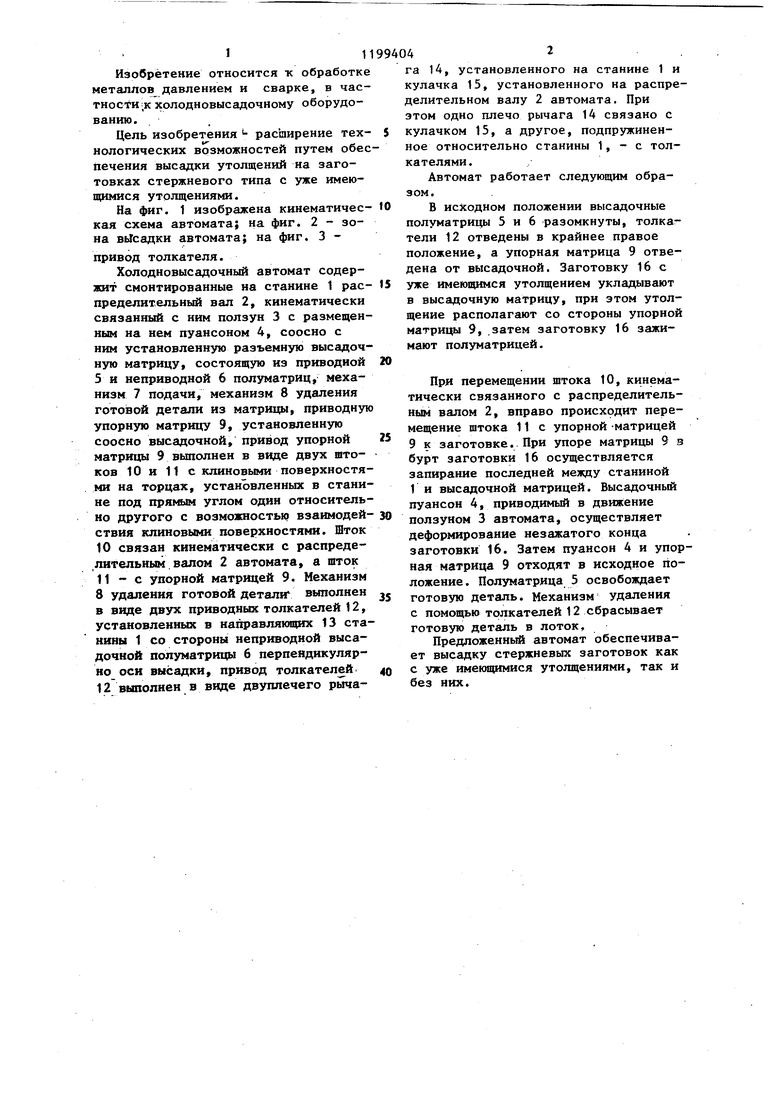
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Холодновысадочный автомат | 1979 |
|
SU829293A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2021070C1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
1.. ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ, содержащий приводной распределительный вал, смонтированный на станине и связанный с распределительньм валом ползун с размещенным на нем пуансоном, соосно с ним установленную разъемную высадочную матрицу, состоящую из двух полуматриц, одна из которых неприводная, механизм подачи, механизм удаления готовой детали из матрицы, отличающийс я тем, что, с целью расширения технологических возможностей путем обес печения высадки утолщений на заготовках стержневого типа с утие имеющимися утолщениями,он снабжен приводной упорной матрицей,установленной соосно с высадочной матрицей,привод упорной матрицы выполнен в виде двух штоков с клиновыми поверхностями на торцах, установленных в станине под прямым углом один относительно другого с возможностью взаимодействия клиновыми поверхностями, при этом один шток связан с распределительным валом, а другой - с упорной матрицей, а механизм удаления готовой детали.выполнен в виде двух приводных толкателей, установленных в направляющих i станины со стороны неприводной выСЛ садочной полуматрицы перпендикулярно оси высадки. 2. Автомат по п. 1, отличающийся тем, что привод толкателей выполнен в виде двуплечего рычага, установленного на станине, и кулачка, установленного на распре ;о ;о и делительном валу, при этом одно . плечо рычага связано с кулачком... а другое, подпружиненное относительно станины, - с толкателями.
| Навроцкий Г.А Кузнечно-штампоМашиностроение, вочные автоматы | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
