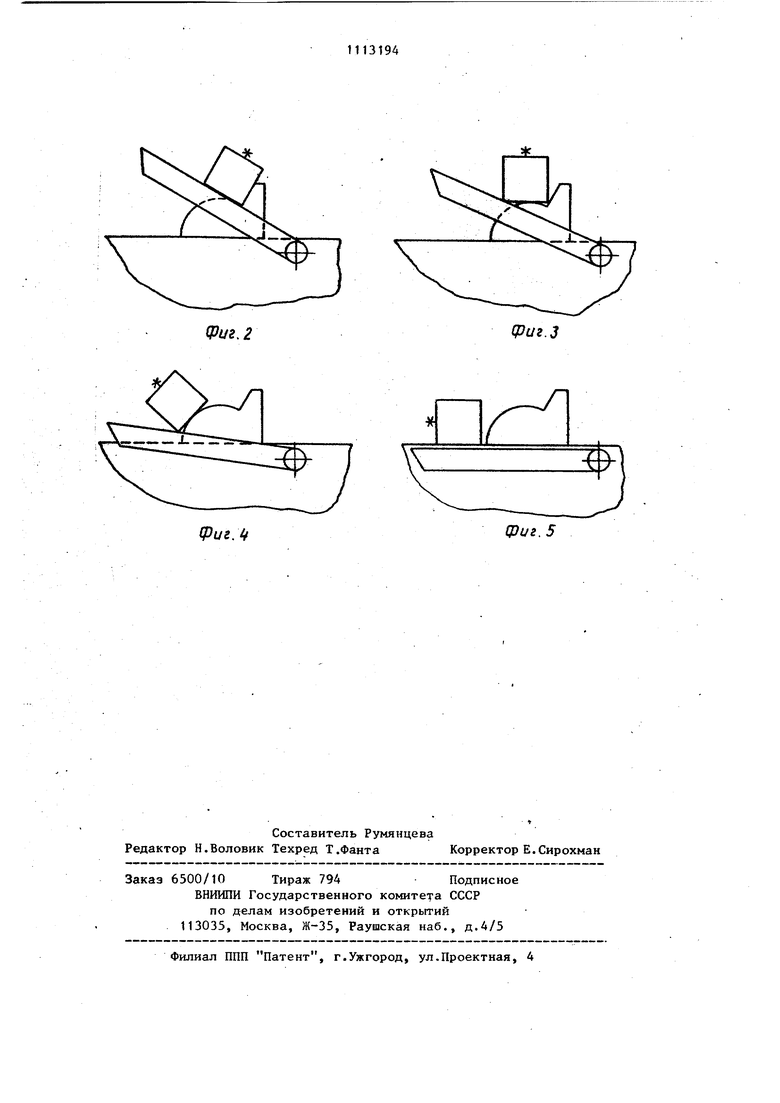
. Изобретение может быть использовв но в металлургической и, машиностроительной промьшшенности при кантовке квадратньк заготовок, а именно на передвижных столах зачистных станков по удалению поверхностных дефектов. Известен кантователь квадратных заготовок рычажного типа с уст.упами кантующим злементом у которых являются приводные губки зажимов. Кантователь рычажного типа для заготовок закрепленный в зажимном устройстве, выполнен в виде неподвижной и привод ной губок, у которого рычаг расположен под обрабатываемой заготовкой и снабжен уступом, выполненным в одной плоскости с боковой нерабочей поверх ностью приводной губки с шириной тор ца, обеспечивакицей смещение центра тяжести заготовки при установке ее рычагом на торец L11. Недостатками данного кантователя являются удары, падающей с губок заготовки, ненадежная кантовка при незначительной кривизне заготовки, возможность кантовать только один размер сечения заготовки. Наиболее близким к изобретению является кантователь квадратных заготовок, содержащий стационарные стойки с упорами, установленными под углом 120-130° к основанию, и рычаги с приводом их подъема С21, Однако известный кантователь характеризуется тем, что на нем может кантоваться заготовка только одного размера сечения, из-за наличия на стойке ступени постоянного размера. Заготовка меньшего размера укладывается на ступени и не кантуется, а заготовка большего сечения соскальзывает со ступени и становится на ребро, не кантуясь. Угол наклона вер хней плоскости равный 50 также не обеспечивает надежной кантовки при увеличении скорости кантования и незначительной кривизне заготовки. Это приводит к увеличению времени на кантовку заготовки, требуя применения ручного труда, ухудшает условия труда. Цель изобретения - расширение диа пазона размеров контактируемых издели Поставленная цель достигается тем, что в кантователе квадратных заготовок, содержащем стационарные стойки с упорами, установленными под углом 120-130 к основанию-, и рычаги с приводом их подъема, поверхность 941 .стационарных стоек, контактирующая с изделием, выполнена по форме вьтуклой дуги окружности. На фиг.1 изображен кантователь квадратных заготовок; на фиг.2 - то же, положение заготовки у упора перед кантовкой} на фиг.З - то же, начало кантовки, заготовка катится по радиальной части, поддерживаемая опускающимся подвижным склизом; на фиг.4 тоже, заготовка кантуется на склиз;на фиг.З - то же,заготовка скантована на 9Cf. Кантователь состоит из стола 1, на который укладывается заготовка 2. На столе смонтированы подвижные склизы 3, безступенчатые кантующие стойки 4, которые имеют радиальную часть 5, выполненную радиусом, например равным 0,5 стороны квадрата наибольшей заготовки и упоры 6, опорная плоскость которых проходит через центр радиуса радиальной части 5 под углом 120-125° к плоскости, стола, на котором уложена заготовка. Упор может быть выполнен заодно с кантующей стойкой или отдельно. Кантовка заготовки осуществляется следующим образом. Подвижные склизы 3 получают качательное движение, например от гидроцилиндра (не показан). Заготовка 2 поднимается подвижными склизами 3 и скользит по ним в сторону стоек 4 до упоров 6, где останавливается. Производят осмотр поверхности. При обрат-. ном движении подвижных склизов, заготовка обкатывается по радиальной части 5 стоек 4, поддерживаемая подвижными склизами 3, кантуется на 90® и плавно опускается на стол. Угол подъема подвижных склизов 3 обеспечивает скольжение без опрокидывания заготовки 2 до упоров 6. Предлагаемьй кантователь квадратных заготовок осуществляет гарантированную кантовку, не требующую ручной докантовки заготовки со стороной, большей радиуса радиальной части стой ки, улучшает условия труда за счет отсутствия ударов по агрегату, на котором осуществляется кантовка, сокращает время кантовки заготовки на 90 с 3,2 с до 1,2 с на изготовленной модели. Кантователь прост в изготовлении, надежен в эксплуатации, увеличивается срок службы стола станка, уменьшаются затраты на ремонт кантователя, увеличится машин.ное время станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь квадратных заготовок | 1988 |
|
SU1570816A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| КАНТОВАТЕЛЬ КРИВОЛИНЕЙНЫХ И ПРЯМОЛИНЕЙНЫХ КВАДРАТНЫХ ЗАГОТОВОК | 1993 |
|
RU2038179C1 |
| Устройство для кантования заготовок квадратного сечения | 1978 |
|
SU700323A1 |
| Кантователь квадратных и плоских заготовок | 1982 |
|
SU1115825A1 |
| Клиновой кантователь прямоугольных заготовок | 1980 |
|
SU900913A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Устройство для кантовки проката прямоугольного сечения | 1991 |
|
SU1793979A3 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Клиновой кантователь прямоугольных заготовок | 1987 |
|
SU1503919A1 |
КАНТОВАТЕЛЬ КВАДРАТНЫХ ЗАГОТОВОК, содержащий стационарные стойки с упорами, установленными под углом 120-130 к основанию, и рычаги с приводом ох подъема,о т л и ч а ющ и и с я тем, что, с целью расширения диапазона размеров контактируемых изделий, поверхность стационарных стоек, контактирукицая с изделием, выполнена по форме вьтуклой дуги окружности.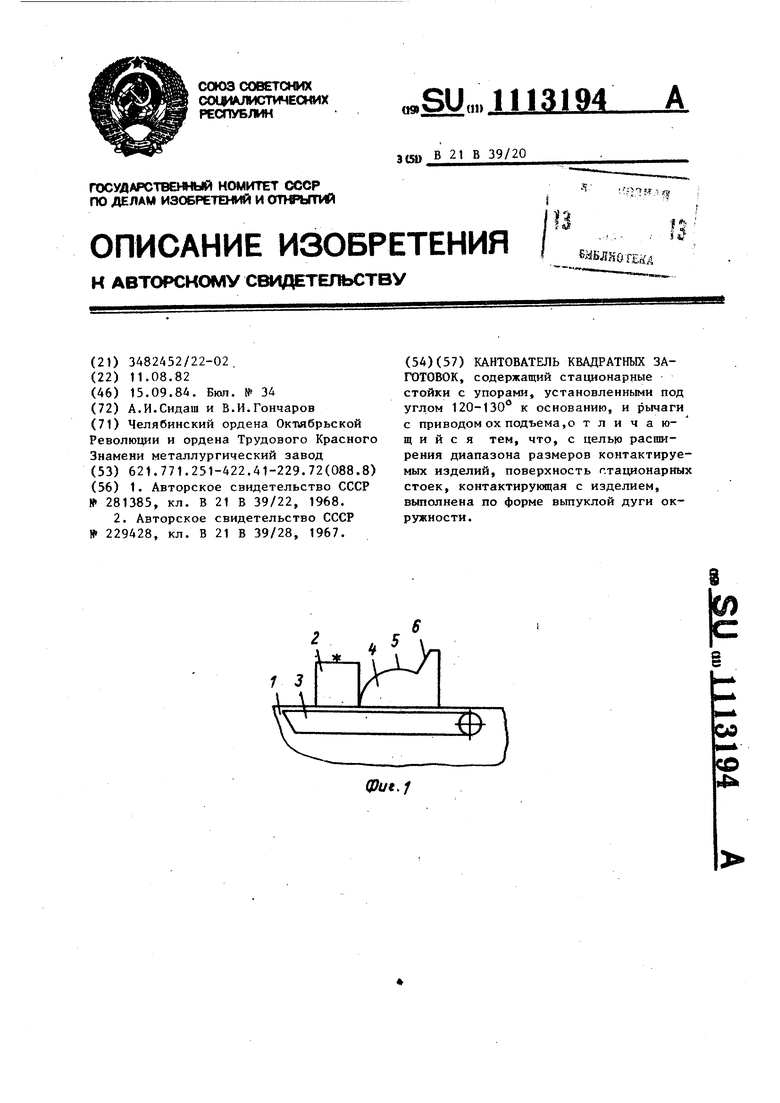
Фиг.4
фиг. 5
