Изобретение относится к станкостроению и может быть использовано в станках глубокого сверления повышенной и высокой точности. .Известно устройство для направле ния сверла с поджимом обрабатываемо детали, содержащее кондукторную втулку, размещенную в ступенчатом штоке, выполненном заодно с поршнем (шток-поршень), который установлен в ступенчатом отверстии корпуса гид роцилиндра, промежуточную крышку, закрепленную на корпусе гидроцилинд ра 1 . Недостатком известного устройств является невысокая точность обработ ки отверстия вследствие наличия погрешности расположения кондукторной втулки. Целью изобретения является повышение точности обработки отверстий за счет уменьшения погрешностей рас положения кондукторной втулки. Поставленная цель достигается тем, что в устройстве для направлен сверла с поджимом обрабатываемой де тали , содержащем кондукторную втулк и гидроцилиндр, включающий корпус и поршень, выполненный заодно с IUTO ком - поршень-шток, кондукторная втулка размещена в поршневой части поршня-штока и устройство снабжено разделительным кольцом и дополнител ным поршнем, жестко установленным на штоке, а разделительное кольцо жестко связано с корпусом гидроцилиндра. На чертеже изображено устройство для направления сверла, общий вид. Устройство содержит корпус гидро цилиндра 1 с гладким сквозным отверстием, в котором размещен пор72шень-шток 2, в поршневой части которого установлена кондукторная втулка 3, а на штоковой части жестко закреплен дополнительньШ поршень 4. В отверстие корпуса жестко закреплено разделительное кольцо 5, охватывающее с зазором штоковую часть поршня-штока 2. В разделительном кольце 5 установлен упругий уплотнительный элемент 6, охватывающий беззазорно штоковую часть поршня-штока 2. В корпусе гидроцилиндра 1 выполнены отверстия 7 и 8 для подвода рабочей жидкости, расположенные в зоне между двумя поршнями по обе стороны от разделительного кольца. Устройство работает следующим образом. При подаче рабочей жидкости в отверстие 7 гидроцилиндра поршеньшток 2 с кондукторной втулкой 3, закрепленной в поршневой части, и дополнительным поршнем 4, закрепленHbw на штоковой части, перемещается влево до упора кондукторной втулки в торец обрабатываемой детали (не показано) или до упора дополнительного поршня 4 в торец разделительного кольца 5 (при отсутствии обрабатываемой детали), При подаче рабочей жидкости в отверстие 8 гидроцилиндра поршеньшток 2 с кондукторной втулкой 3 и дополнительным поршнем перемешается вправо до упора торца поршневой части поршня-штока 2 в торец разделительного кольца 5. Использование предлагаемого устройства позволит повысить на 1% точность обработки отверстий ча счет повьш1ения точности расположения кондукторной втулки в устройстве для направления сверла.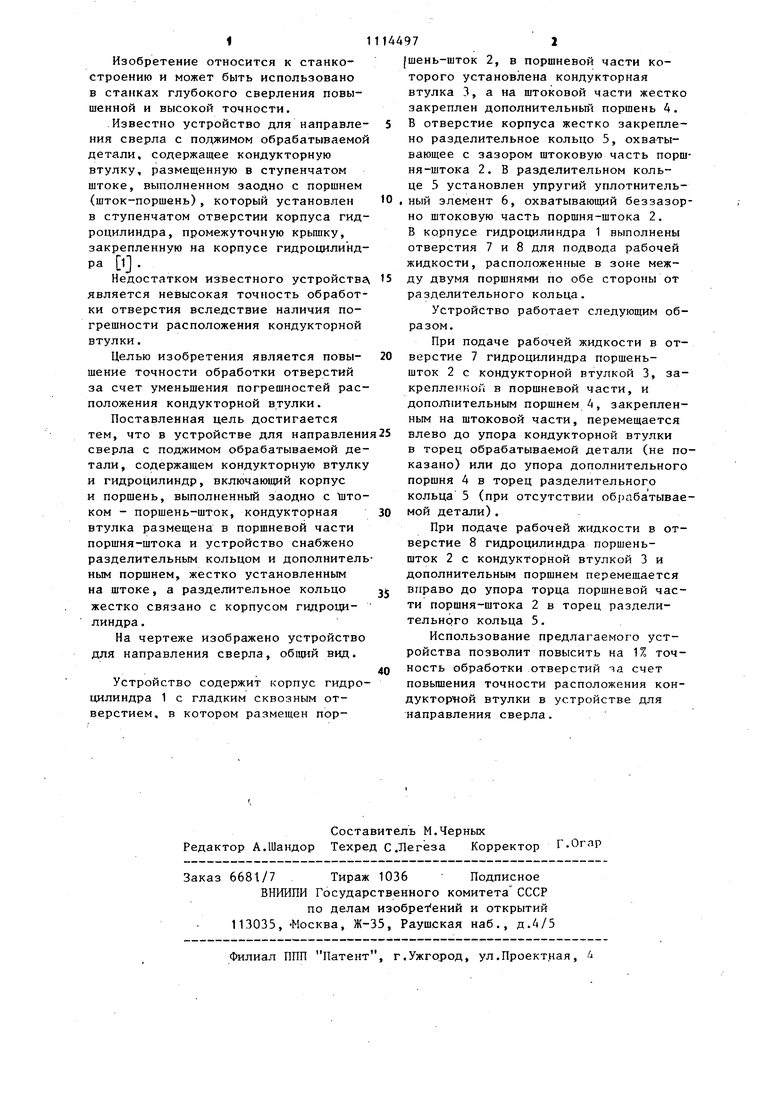
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок для одновременной обработки отверстий с двух сторон | 1985 |
|
SU1308436A1 |
| Устройство для направления инструмента с подводом смазочно-охлаждающей жидкости (СОЖ) при глубоком сверлении | 1985 |
|
SU1348079A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Гидравлический суппорт | 1981 |
|
SU994127A1 |
| Переналаживаемый кондуктор | 1986 |
|
SU1388198A1 |
| Устройство для направления сверла | 1983 |
|
SU1126389A1 |
| Устройство для установки деталей | 1988 |
|
SU1562099A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1987 |
|
SU1530403A1 |
| Силовой гидроцилиндр | 1984 |
|
SU1272019A1 |
УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ СВЕРЛА с поджимом к обрабатываемой детали, содержащее кондукторную втулку и гидроцилиндр, включающий корпус и поршень, вьшолненный заодно с штоком - поршень-шток, отличающееся тем, что, с целью повьшения точности обработки отверстия, кондукторная втулка размещена в порщневой -части поршня-штока и устройство снабжено разделительным кольцом и дополнительным поршнем, жестко установленным на штоке, a разделительное кольцо жестко связано с корпусом гидроцилиндра. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ горячей штамповки изделий сложной формы из порошков на основе железа | 1990 |
|
SU1752509A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
