ю щ и и с я тем, что корпус механизма для накатки рифлений на заголадочного перемещения вдоль оси подачи проволоки.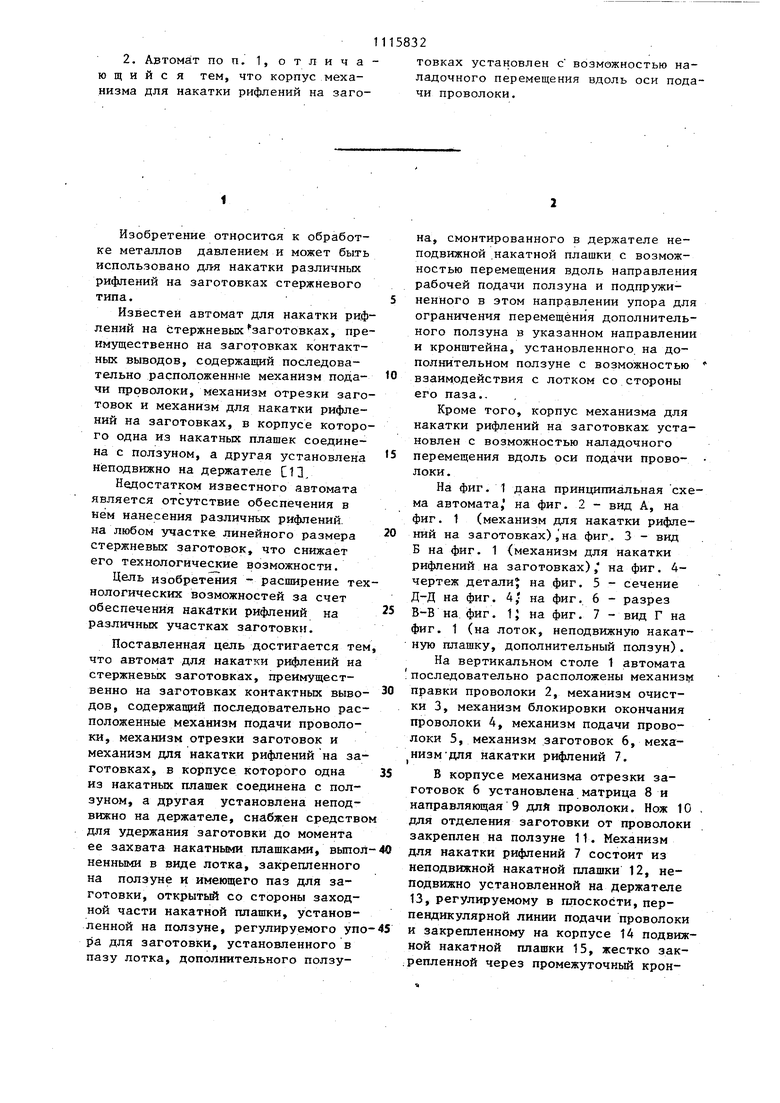

| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Станок-автомат для накатывания резьбы | 1986 |
|
SU1454559A1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| АВТОМАТ ДЛЯ НАКАТКИ ПРОФИЛЕЙ | 1973 |
|
SU393012A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБЫ НА ЗАГОТОВКАХ | 1937 |
|
SU52492A1 |
| Устройство для изготовления токоотводов щелочных гальванических элементов | 1977 |
|
SU744794A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Автомат для изготовления крюков | 1959 |
|
SU130874A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |

1. АВТОМАТ ДЛЯ НАКАТКИ РИФЛЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ, ПРЕИМУЩЕСТВЕННО, НА ЗАГОТОВКАХ КОНТАКТНЫХ ВЬШОДО В, содержащий последовательно расположенные механизм подачи проволоки, механизм отрезки заготовок и механизм для накатки рифлений на заготовках, в корпусе которого йдна из накатных плашек соединена с ползуном, а другая установлена неподвижно на держателе, о т лича.ющийся тем, что, с целью расширения технологических возможностей путем обеспечения накатки рифлений на различных участках заготовки, он снабжен средством для удержания заготовки до момента ее захвата накатными плашками, выполненными в виде лотка, закрепленного на ползуне и имеющего паз для заготовки, открытый со стороны заходной части накатной плашки, установленной на ползуне, регулируемого упора для I заготовки, установленного в пазу лотка, дополнительного ползуна, смонтированного в держателе неподвижной накатной плашки с возможностью перемещения вдоль направления рабочей подачи ползуна и подпружиненного в этом направлении упора для ограни(Л чения перемещения дополнительного ползуна в указанном направлении и кронштейна, установленного на дополнительном ползуне с возможностью взаимодействия с лотком со стороны его паза.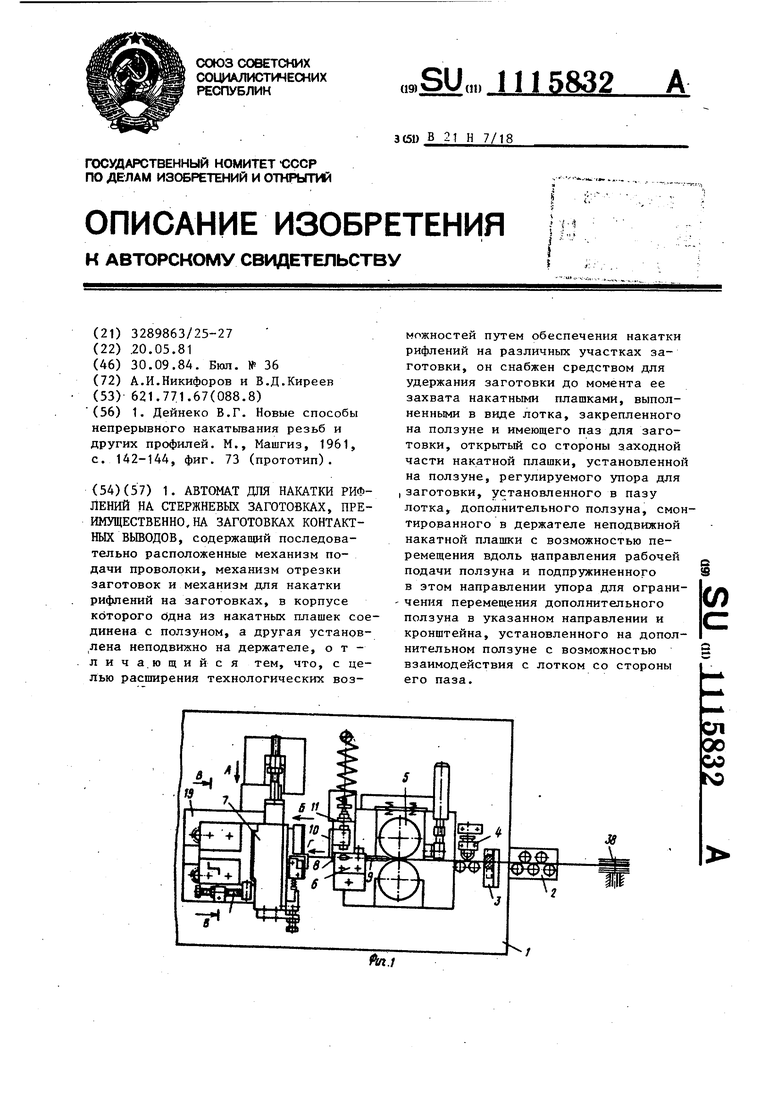
Изобретение относится к обработке металлов давлением и может быть использовано для накатки различных рифлений на заготовках стержневого типа.
Известен автомат для накатки рифлений на стержневых заготовках, преимущественно на заготовках контактных выводов, содержащий последовательно расположенные механизм подачи проволоки, механизм отрезки заготовок и механизм для накатки рифлений на заготовках, в корпусе которого одна из накатных плашек соединена с ползуном, а другая установлена неподвижно на держателе С13,
Недостатком известного автомата является отсутствие обеспечения в нём нанесения различных рифлений, на любом участке линейного размера стержневых заготовок, что снижает его технологические возможности.
Цель Изобретения - расширение технологических возможностей за счет обеспечения накатки рифлений на различных участках заготовки.
Поставленная цель достигается тем что автомат для накатки рифлений на стержневых заготовках, преимущественно на заготовках контактных выводов, содержащий последовательно расположенные механизм подачи проволоки, механизм отрезки заготовок и механизм для накатки рифлений на заготовках, в корпусе которого одна из накатных плашек соединена с ползуном, а другая установлена неподвижно на держателе, снабжен средство для удержания заготовки до момента ее захвата накатными плашками, вьшол ненными в виде лотка, закрепленного на ползуне и имеющего паз для заготовки, открытый со стороны заходной части накатной плашки, установленной на ползуне, регулируемого упо jpa для заготовки, установленного в пазу лотка, дополнительного ползуна, смонтированного в держателе неподвижной .накатной плашки с возможностью перемещения вдоль направления рабочей подачи ползуна и подпружиненного в этом направлении упора для ограничения перемещения дополнительного ползуна в указанном направлении и кронштейна, установленного на дополнительном ползуне с возможностью взаимодействия с лотком со стороны его паза., ,
Кроме того, корпус механизма для накатки рифлений на заготовках установлен с возможностью наладочного перемещения вдоль оси подачи проволоки.
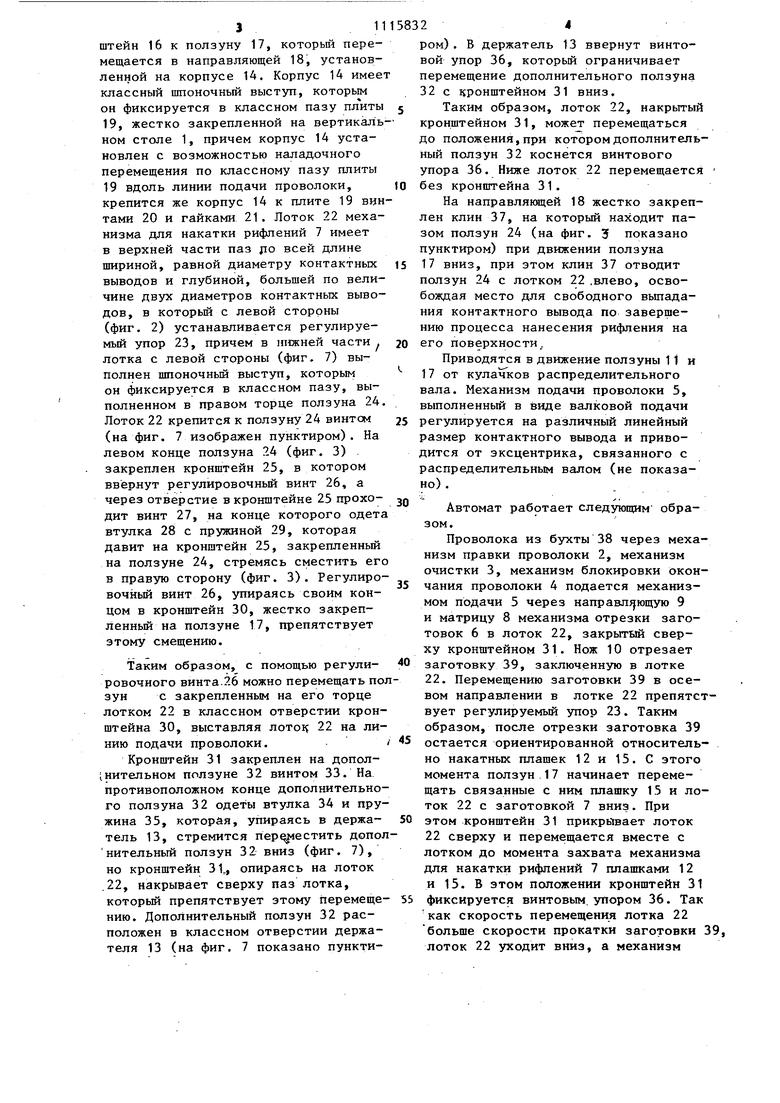
На фиг. 1 дана принципиальная схема автомата, на фиг. 2 - вид А, на фиг. 1 (механизм для накатки рифлений на заготовках) ,на фиг.. 3 - вид Б на фиг. 1 (механизм для накатки рифлений на заготовках), на фиг. 4чертеж детали на фиг. 5 - сечение Д-Д на фиг. 4, на фиг, 6 - разрез В-В на фиг. 1; на фиг. 7 - вид Г на фиг. 1 (на лоток, неподвижную накатную плашку, дополнительный ползун).
На вертикальном столе 1 автомата последовательно расположены механиз1г1 правки проволоки 2, механизм очистки 3, механизм блокировки окончания проволоки 4, механизм подачи проволоки 5, механизм заготовок 6, механизм для накатки рифлений 7.
В корпусе механизма отрезки заготовок 6 установлена матрица 8 и направляющая 9 дли проволоки. Нож 10 для отделения заготовки от проволоки закреплен на ползуне 11. Механизм для накатки рифлений 7 состоит из неподвижной накатной плашки 12, неподвижно установленной на держателе 13, регулируемому в плоскости, перпендикулярной линии подачи проволоки и закрепленному на корпусе 14 подвижной накатной плашки 15, жестко зак.репленной через промежуточный кронштейн 16 к ползуну 17, которьй перемещается в направляющей 18, установленной на корпусе 14. Корпус 14 имее классный щпоночный выступ, которым он фиксируется в классном пазу плиты 19, жестко закрепленной на вертикаль ном столе 1, причем корпус 14 установлен с возможностью наладочного перемещения по классному пазу плиты 19 вдоль линии подачи проволоки, крепится же корпус 14 к плите 19 вин тами 20 и гайками 21. Лоток 22 механизма для накатки рифлений 7 имеет в верхней части паз до всей длине шириной, равной диаметру контактных выводов и глубиной, большей по величине двух диаметров контактных выводов, в которьй с левой стороны (фиг. 2) устанавливается регулируемьй упор 23, причем в нижней части лотка с левой стороны (фиг. 7) выполнен пшоночньй выступ, которым он фиксируется в классном пазу, выполненном в правом торце ползуна 24 Лоток 22 крепится к ползуну 24 винтом (на фиг. 7 изображен пунктиром). На левом конце ползуна 24 (фиг. 3) закреплен кронштейн 25, в котором ввернут регулировочньй винт 26, а через отверстие в кронштейне 25 проходит винт 27, на конце которого одет втулка 28 с пружиной 29, которая давит на кронштейн 25, закрепленный на ползуне 24, стремясь сместить ег в правую сторону (фиг. 3). Регулиро вочньй винт 26, упираясь своим концом в кронштейн 30, жестко закрепленньй на ползуне 17, препятствует этому смещению. Таким образом, с помощью регулировочного винта.26 можно перемещать по зун с закрепленным на его торце лотком 22 в классном отверстии кронштейна 30, выставляя лото 22 на линию подачи проволоки. Кронштейн 31 закреплен на допол;нительном ползуне 32 винтом 33. На противоположном конце дополнительно го ползуна 32 одеты втулка 34 и пру жина 35, которая, упираясь в держатель 13, стремится пере 1естить допо нительный ползун 32 вниз (фиг. 7), но кронштейн 31,, опираясь на лоток ,22, накрывает сверху паз лотка, которьй препятствует этому перемеще нию. Дополнительный ползун 32 расположен в классном отверстии держателя 13 (на фиг. 7 показано пунктиром). В держатель 13 ввернут винтовой упор 36, которьй ограничивает перемещение дополнительного ползуна 32 с кронштейном 31 вниз. Таким образом, лоток 22, накрытый кронштейном 31, может перемещаться до положения, при котором дополнительный ползун 32 коснется винтового упора 36. Ниже лоток 22 перемещается без кронштейна 31. На направлякнцей 18 жестко закреплен клин 37, на который находит пазом ползун 24 (на фиг. 3 показано пунктиром) при движении ползуна 17 вниз, при этом клин 37 отводит ползун 24 с лотком 22 .влево, освобождая место для свободного вьшадания контактного вывода по завершению процесса нанесения рифления на его поверхности. Приводятся в движение ползуны 11 и 17 от кулачков распределительного вала. Механизм подачи проволоки 5, выполненньй в виде валковой подачи регулируется на различный линейный размер контактного вывода и приводится от эксцентрика, связанного с распределительным валом (не показано) . Автомат работает след5тощим образом. Проволока из бухты 38 через механизм правки проволоки 2, механизм очистки 3, механизм блокировки окончания проволоки 4 подается механизмом подачи 5 через направл5 ющую 9 и матрицу 8 механизма отрезки заготовок 6 в лоток 22, закрытый сверху кронштейном 31. Нож 10 отрезает заготовку 39, заключенную в лотке 22. Перемещению заготовки 39 в осевом направлении в лотке 22 препятствует регулируемьй упор 23. Таким образом, после отрезки заготовка 39 остается ориентированной относительно накатных плащек 12 и 15. С этого момента ползун 17 начинает перемещать связанные с ним плашку 15 и лоток 22 с заготовкой 7 вниз. При этом кронштейн 31 прикрывает лоток 22 сверху и перемещается вместе с лотком до момента захвата механизма для накатки рифлений 7 плашками 12 и 15. В этом положении кронштейн 31 фиксируется винтовым, упором 36. Так как скорость перемещения лотка 22 больше скорости прокатки заготовки 39, лоток 22 уходит вниз, а механизм для накатки рифлений 7, прокатываясь остается между накатными плашками 12 и 15. Ползун,24, находя пазом на .клин 37, уводит лоток влево, освобождая место. Прокатка заготовки 39 заканчивается и она свободно падает вниз. Ползун 17 возвращается вверх, при этом лоток 22 вьщвигается на линию подачи проволоки, накрывается кронштейном 31, поднимается вверх, цикл повторяется. Для нанесения рифления на другом участке контактного вывода необходимо переместить, механизм для накатки рифлений 7 по классному пазу плиты 19 вдоль линии подачи проволоки с помощью регулировочного винтового упора 36, предварительно отпустив Риг.г 26 крепежные винты 20, выставить регулируемый упор 23, соответствующий этому положению накатных -плашек относительно линейного размера контактного вывода, переместить также кронштейн с рычагом привода ползуна 17 (не показано). Для изготовления других линейных типоразмеров контактных выводов необходимо настроить, механизм подачи проволоки 5 на соответствующий линейнейный размер детали, выставить с помощью регулирЪвочного винта 26 механизм для накатки рифлений 7 для нанесения рифления на соответствующем участке детали, при этом вьютавив регулируемый упор. ВидА
п
16
Раг.З
БидВ
/i-д
Фиг.5 д-в
31 ,
ПП-|
видг
412
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дейнеко В.Г | |||
| Новые способы непрерывного накатьгоания резьб и других профилей | |||
| М., Машгиз, 1961, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
