00
4
О)
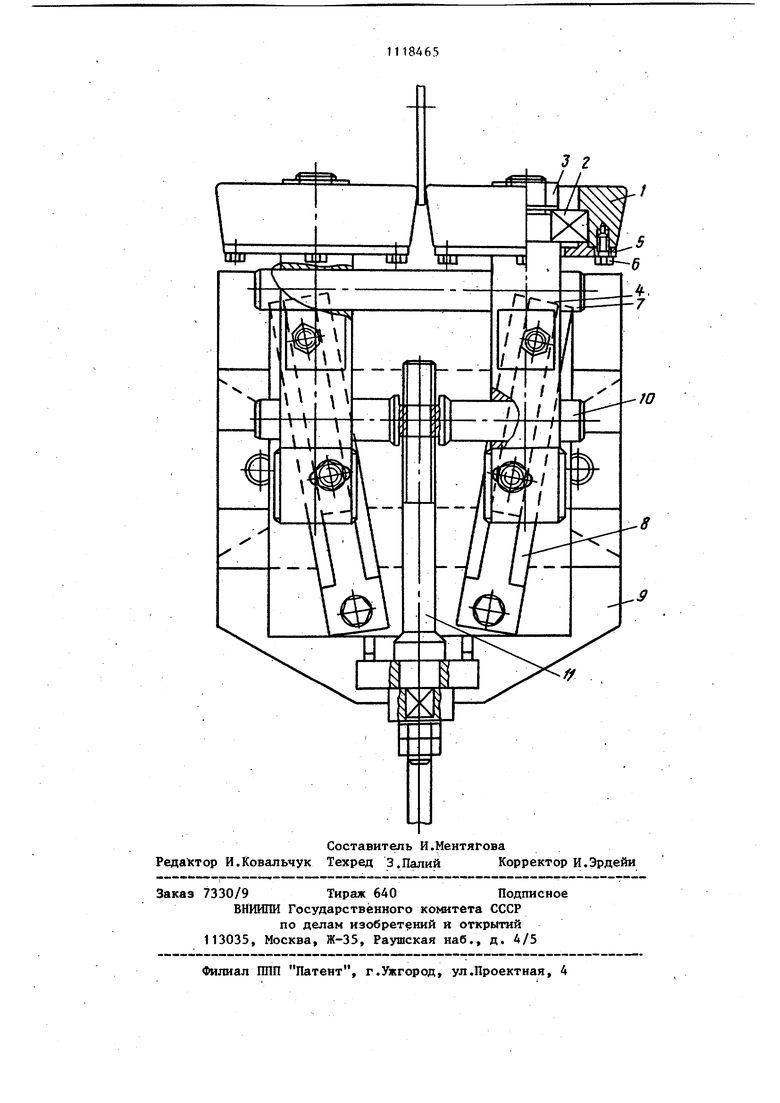
ел ч Изобретение относится к обработк металлов давлением и может быть использовано в отрасли сельскохозяйственного машиностроения. Известно устройство для формовки прокаткой лезвий дисков, содержащее два неприводных конических формующих ролика, установленных на ползунах, и механизм перемещения ползу-, нов l . Однако известное устройство не позволяет обрабатывать изделия с раз личными углами заострения лезвия изза отсутствия одновременного радиаль ного и осевого сближения роликов в процессе прокатки. Цель изобретения - повышение технологических возможностей путем обес печения одновременного радиального и осевого сближения роликов в процес се прокатки. Поставленная цель достигается тем, что устройство для формовки про каткой лезвий дисков, содержащее два неприводных конических формующих ролика, установленных на ползунах, и механизм перемещения ползунов, снабжено направляющими для калсдого ползуна, установленными на станине симметрично относительно плоскости прокатки под углом к ней с возможwigCTbK) наладочной регулировки углово го положения. . На чертеже изображено устройство для формовки прокаткой лезвий дисков. Устройство содержит два неприврдньк конических формующих ролика , 1 , установленных на подшипниках 2 закрепленных гайками 3 на ползунах 4. Фиксация роликов на подшипниках осуществляется фланцами 5 и болтами 6. Валик 7 направляет движение и предотвращает перекос ползунов 4. Две направляющие 8, по которым перемещаются ползуны 4, установлены симметрично относительно плоскости прокатки, под углом к ней, с возможностью наладочной регулировки углово го положения. Тяга 9, кинематически связанная с валом 10, служит приводом перемещения формующих роликов. Устройство собрано на станине 11. 65 Устройство работает следую1Щ1М образом. Перед деформащ ей дисковая заготовка помещается в .рабочее пространство между разведенными формующими роликами 1, которые одновременно перемещаются в радиальном и осевом направлении при вращении тяги 9. При соприкосновении вращающейся заготовки с рабочей поверхностью формующих роликов происходит передача крутящего момента с дисковой заготовки на ролики. Последние, вращаясь с соответственной скоростью и одновременно перемещаясь в радиальном и осевом направлении, осуществляют обжатие кромки диска до заданного профиля. Испытания установки, проводивщиеся в лабораторных условиях на свинцовых образцах диаметром 120 и толщиной 4 мм в холодном состоянии и стальных из ст.З, диаметром 200 и толщиной 4 мм в горячем состоянии при температуре деформирования 9001000 С, показали реальность такой схемы для производства. При применении предлагаемого изобретения повьшается производительность и качество за счет совпадения направления течения металла и наименьшего сопротивления деформированию. Возможно изготовление дисков с различными углами заострения без смены формующих роликов. Простота при изготовлении и эксплуатации существенно снижает затраты на изготовление установки, внедрение ее в производство, положительно сказывается на надежности установки, исключает необходимость высокой квалификации рабочего персонала. Отходы в результате применения метода обработки давлением взамен механической обработки лезвия дисков исключены. Достигается зкономия материала в связи с тем, что при формообразовании лезвия дисков методом обработки авлением увеличивается периметр а счет утонения деформируемой части, то позволяет применять заготовки еньшего диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатки лезвий дисков | 1985 |
|
SU1393512A1 |
| Устройство для формовки лезвий дисков | 1980 |
|
SU854525A1 |
| Способ выполнения лезвий на заготовках режущих дисков почвообрабатывающих машин | 1984 |
|
SU1292885A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Устройство для накатки лезвий дисков | 1987 |
|
SU1470406A1 |
| Способ изготовления лезвий режущих дисков почвообрабатывающих машин | 1988 |
|
SU1546200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| Устройство для поперечно-винтовой прокатки | 1989 |
|
SU1636099A1 |
| Рабочая клеть стана поперечно-винтовой прокатки труб | 1973 |
|
SU440169A1 |
УСТРОЙСТВО ДЛЯ ФОРМОВКИ ПРОКАТКОЙ ЛЕЗВИЙ ДИСКОВ, содержащее два нёприврдных конических формзпощих ролика, установленных на ползунах, и механизм перемещения ползунов, отличающееся тем, что, С целью повышения технологических возможностей путем обеспечения одновременного радиального и осевого сближения роликов в процессе прокатки, оно снабжено направляющими для каждого ползуна, установленньош на станине симмефрично относительно плоскости прокатки под углом к ней с возможностью наладочной регулировки углового положения. § СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формовки лезвий дисков | 1980 |
|
SU854525A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
