1. . Изобретение относится к порошковой металлургии, в частности к уста новкам для динамического горячего прессования деталей из порошковых заготовок. Целью -изобретения является повышение надежности работы установки за счет снижения затрат на ремонтно восстановительные работы, в т.ч. за счет уменьшения трудоемкости ремонт ных работ, увеличения срока между профилактическими ремонтами, уменьшения трудоемкости сборки и наладки установки. На фиг.1 представлена установка в положении настройки левого штампа общий вид; на фиг.2 - в положении, соответствующем моменту загрузки за готовки в правый штамп, вид сверху Установка срдерлсит неподвижную плиту 1, установленную на столе пре са 2, с регулируемыми ограничительн ми упбрамИ 3 и постоянными, магнитами 4, плиту 5 со штампами 6 и 7, установленную с возможностью возвратн.о-поступательного перемещения по направляющим типа ласточкина хво та (не показаны): неподвижной плиты I.Для каждого штампа по плите 5 закреплен лоток 8. На передней части неподвижной плиты 1 закреплена панель 9, на которой установлен магазин 10 с порошковыми заготовками II,питаемый из транспортного лотка 12, индуктор 13 для нагрева поступа ющих заготовок, питающийся от высокочастотного генератора (не показан). Для загрузки порошковых заготовок в индуктор, выдачи из него и транспортировки в зону штампа предусмотрен гидроцилиндр 14 со штоком 15 и сдвоенным толкателем 16 и лоток 17. Установка работает следующим об.разом. l При перемещении плиты 5 штамп 7 устанавливают в рабочее положение 462 под ползуном пресса. При эгом точное совпадение лотка 8 и лотка 17 обес- печивается регулировкой упора 3, а постоянный магнит 4,закрепленный в упоре 3 обеспечивает фиксацию плиты 5 в этом положении. Спеченные порошковые заготовки 11 из магазина 10 поступают в вертикально расположенный индуктор 13. После нагрева одна из заготовок 18 выдается на лоток 17 и толкатель 16 подает ее по лоткам 8 и 17 в полость матрицы штампа 7 (фиг.2). После загрузки одной из заготовок 18 в полость матрицы шток 15 гидроцилиндра 14 совершает обратный ход. При этом толкатель 16 устанав- , ливают в исходное положение и происходит загрузка следующей заготовки в индуктор 13. Одновременно включают пресс и проводят прессование. Спрессованную деталь удаляютИз зоны штампа с помощью сбрасывателя (не показан). При обратном ходе ползуна включают механизм перемещения плиты 5, в рабочее положение устанавливают штамп 6., Нерабочая позиция штампа используется для охлаждения и смазки. . Наличие ограничительных упоров с постоянными магнитами и простота их конструкции обеспечивают надежную фиксацию лотков 8 и 17, компёнсируя упругую реакцию плиты 5 с упорами 3. Регулируя выдвижение упоров, установленных в неподвижной плите, обеспечивается требуемая соосность лотков с точностью до 0,1 мм. В предлагаемой установке сочетание возвратно-поступательного перемещения ПОДВИЖНО плиты в пределах упоров и магнитной фиксации подвижной плиты.в ее крайних положениях позволяет осуществлять жесткую связь, обеспечивает требуемую соосность лотков, простоту конструкции и надежность в работе.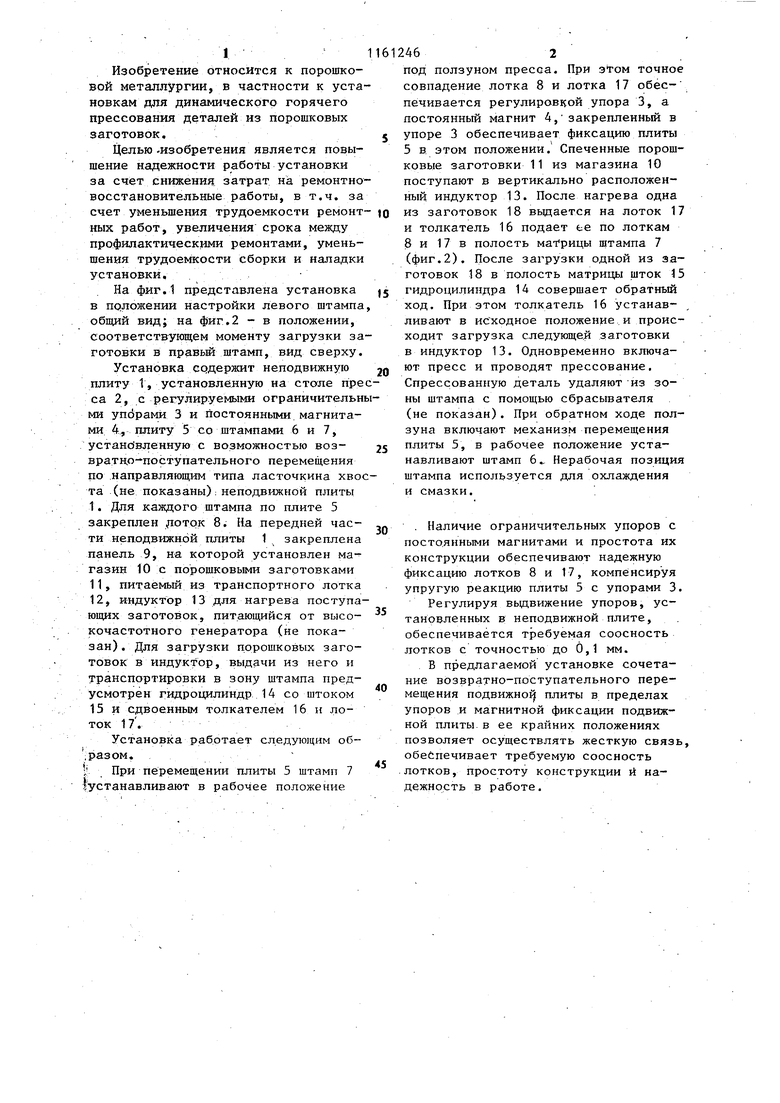
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Установка для динамического горячего прессования деталей из металлического порошка | 1980 |
|
SU969461A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| Устройство для поштучного отделения плоских заготовок из стопы и подачи их в рабочую зону | 1985 |
|
SU1311820A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| УСТАНОВКА ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2606823C2 |
| Установка для штамповки деталей с вытянутой осью | 1974 |
|
SU538806A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
УСТАНОВКА ДЛЯ даНАМИЧЕСКОГО ГОРЯЧЕГО ПРЕССОВАНИЯ ДЕТАЖЙ ИЗ ПО, РОШКОВЫХ ЗАГОТОВОК, включающая пресс для горячего прессования, плиту со штампами, нагревательное устройство, толкатель и для загрузки нагретых заготовок, от л и ч а ю щ а я с я тем, что, с целью повьшения надежности работы установки за счет снижения затрат на ремонтно-восстановительные работы, она снабжена неподвижной плитой с упорами, направляющими и постоянными магнитами, плита со штампами установлена с возможностью возвратно-поступательного пе- . ремещения по направлякндим в пределах упоров, а лоток для загрузки нагретых заготовок закреплен на неподвижной плите.
| Дорофеев Ю.Г., и др | |||
| Новая технология изготовления .деталей из металлических порошков динамическим горячим прессованием | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| ЦНТИ, Ростов-на-Дону, Северо-Кавказский межотраслевой территориальный центр научно-технической информации и пропаганды, 1977 | |||
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
