Изобретение относится к порошковой металлургии, а именно к устройствам для изготовления деталей из металлического порошка методом динамического горячего прессования.
Известна автоматическая линия изготовления деталей из металлического порошка, включающая нагревательное устройство, представляющее собоЛ проходную электропечь толкательного типа, прессы для горячего прессования, устройства для транспортировки заготовок и деталей 1.
Недостатком автоматической линии являются громоздкость и сложность нагревательного устройства, а также недостаточная надежность ег.о в работе при 1100-1250 С.
Наиболее близки по технической сущности и достигаемому результату к предлагаемому является установка для динамического горячего прессования деталей из металлического псурошка, включающая пресс горячего прессования, магазин порошковых заготовок, индуктор, устройства для транспортирования заготовок и деталей и печь для термической обработки деталейС23.
Недостатко - данной установки является низкая производительность
изготовления деталей в связи с большими затратами времени на поштучный периодический нагрев в индукторе заготовок. Кроме того, при нагреве до высоких TeNmepaTyp происходит сваривание заготовок друг с другом в местах их соприкосновения.
Цель изобретения - повышение производительности процесса за счет
10 сокращения продолжительности нагрева заготовок в индукторе.
Указанная цель достигается тем, что установка для динамического горячего прессования деталей из метал15лического порошка,.включающая пресс горячего прессования, магазин порошковых заготовок, индуктор, устройства для транспортирования заготовок и деталей и печь для термической об20работки деталей дополнительно снабжена нагревательный устройством, установленны: перед индуктором, а магазин заготовок расположен в нагревательном устройстве.
25
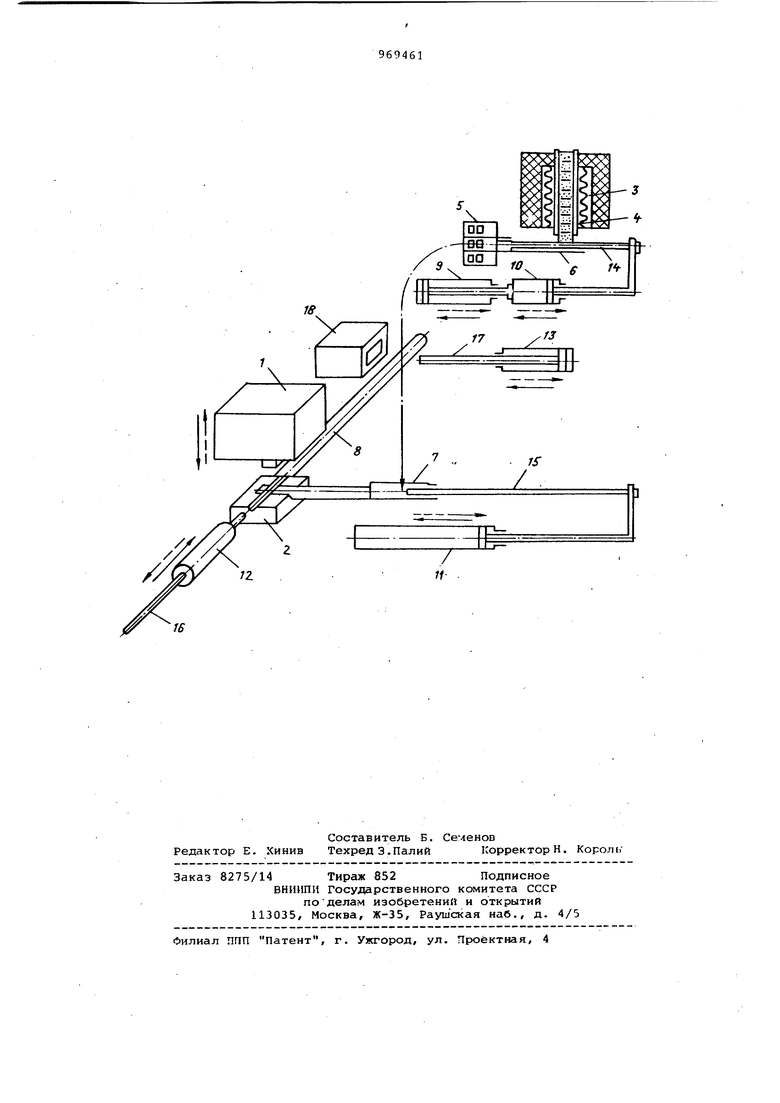
На 1ертеже изображена установка для динамического горйчего прессования.
Установка содержит пресс 1, штамп 2, установленный на столе пресса. Для 30 предварительного йагрева заготовок и--1еется электронагревательное устройство 3, в котором расположен магазин 4 с заготовками. Для окончате кого нагрева поступающих заготовок, имеется индуктор 5, питающийся от высокочастотного генератора (не пок зан). Для транспортировки заготовок и спрессованных деталей предусмотрены лотки 6-8 и гидроцилиндры 9, 10, 14, 12 и 13 с толкателями 14-17 Трмообработка спрессованных деталей производится в электропечи 18. Установка работает следующим образом. Спеченные порошковые заготовки направляются в магазин 4 с электронагревательным устройством 3, где производится их нагрев до температуры, при которой заготовки не свариваются друг с другом и сохраняются магнитные свойства материала, а, следовательно, возможность последующего индукционного нагрева до требуемой температуры. . Из магазина 4 нагретая заготовка поступает в лоток 7, -- которому с помощью толкателя 14, приводящего в движение гидроцилиндрами 9 и 10, заготовка направляется в индуктор 5 После этого индуктор 5 подключается к высокочастотному генератору на время, необходимое для нагрева заготовки до требуемой температуры. После отключения генератора приводи ся в движение толкатель 14 от гидроцилиндра 10. При этом следующая заготовка выталкивает нагретую заготовку Из зоны индуктора 5 и по на клонному лотку ( не показан ) направляет ее в лоток 7. Далее включается гидроцилиндр 9, плунжер которого передвигает гидроцилиндр 10 и толкатель 14 в крайнее правое положение. Затем толкатель 14, двигаясь влево, захватывает очередную заготовку из магазина 4 и устанавливает ее перед индуктором 5. Одновременно включается гидроцилиндр 11, который передвигает толкатель 15 влево и направляет по лотку 7 нагретую заготовку в. штамп 2. При движении толкателя 15 в обратном направлении включаеэтся пресс 1 и производится прессование детали После прессования включается гид роцилиндр 12 и с помощью толкателя 16 спрессованная деталь по лотку 8 удаляется из зоны штампа 2 и устана ливается для загрузки в печь 18 для термообработки. Загрузка деталей в печь 18 производится с помощью толкателя 17, приводимого в движение гидроцилиндром 13. В это время включается индуктор 5 для нагрева очередной заготовки и цикл работы повторяется.При работе установки регулирование движения PITOKOB гидроцилиндров с толкателями осуществляется с помощью бесконтактных конечных выключателей. Работа установки осуществляется по заданной программе с определенным циклом подачи заготовок в штамп. Продолжительность полного цикла изготовления, на установке одной детали можно изменить от 5 до 25 с. Наличие в предлагаемой установке нагревательного устройства, в котором расположен г/1агазин с заготовка.ми, обеспечивает проведение предварительного нагрева заготовок до температуры магнитных превращений, что дает возможность сократить продолжительность последующего индукционного нагрева в 1,5-2,0 раза и соответственно повысить производительность динамического горячего прессования в 1,5-2,0 раза. Изготовление йорошковых деталей с использованием предлагаемой установки создает экономический эффект в сумме 60 тыс. руб. Формула изобретения I Установка для динамического горячего прессования деталей из металлического порошка, включающая пресс горячего прессования, магазин порошковых заготовок, индуктор, устройства для транспортирования заготовок и деталей и печь для термической обработки деталей, отличающа яся тем, что, с целью повышения производительности процесса, она дополнительно снабжена нагревательным устройством, установленным перед индуктором, а магазин заготовок расположен в нагревательном устройстве. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 576159, кл. В 22 F 3/16, 1977. 2. Головец Б.И.,Дорофеев О.Г. и др. Новая технология изготовления деталей из металлических порошков динамическигл прессованием. Информационный листок 79-77, ЦНТИ СевероКавказский межотраслевой территориальный центр научно-технической информации и пропаганды. Ростов-на-Дону, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| УСТАНОВКА ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2606823C2 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1984 |
|
SU1161246A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Установка для горячей штамповки спеченных деталей | 1985 |
|
SU1320021A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Установка для изготовления изделийиз металлического порошка | 1974 |
|
SU509339A1 |
| Автоматическая линия для изготовления изделий из металлических порошков | 1987 |
|
SU1424971A1 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |