Изобретение относится к области производства сварных арматурных сеток и может быть использовано для сварки сеток преимущественно на заводах централизованного производства.
Известны машины, содержащие трансформаторы с установленными на их встречных витках токоподводящими электродами и шунтирующие электроды. Их недостатком является низкая производительность.
Предложенная машина отличается тем, что каждый трансформатор помещен относительно сетки таким образом, что сварочный контур, осуществляющий одновременно приварку двух поперечных прутков к одному продольному, образован вторичным витком с двумя токоподводящими электродами и двумя соединенными между собой шунтирующими электродами. Это обеспечивает повышение производительности и упрощение переналадки машины на другие типоразмеры сетки.
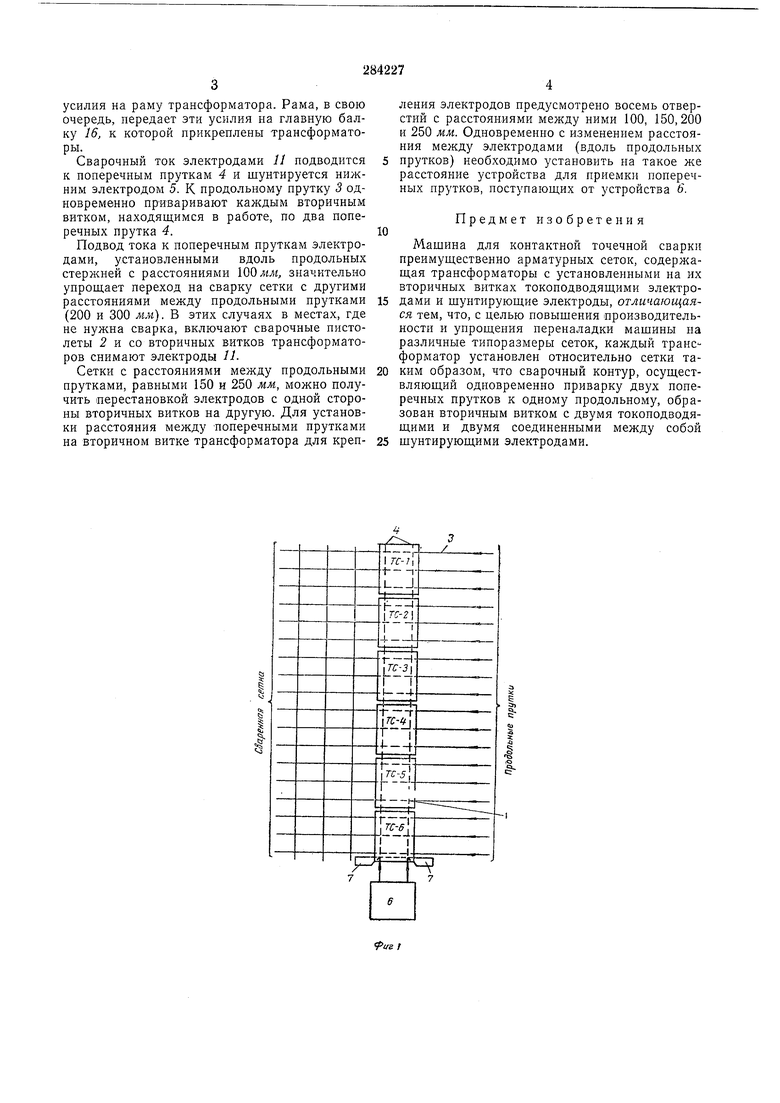
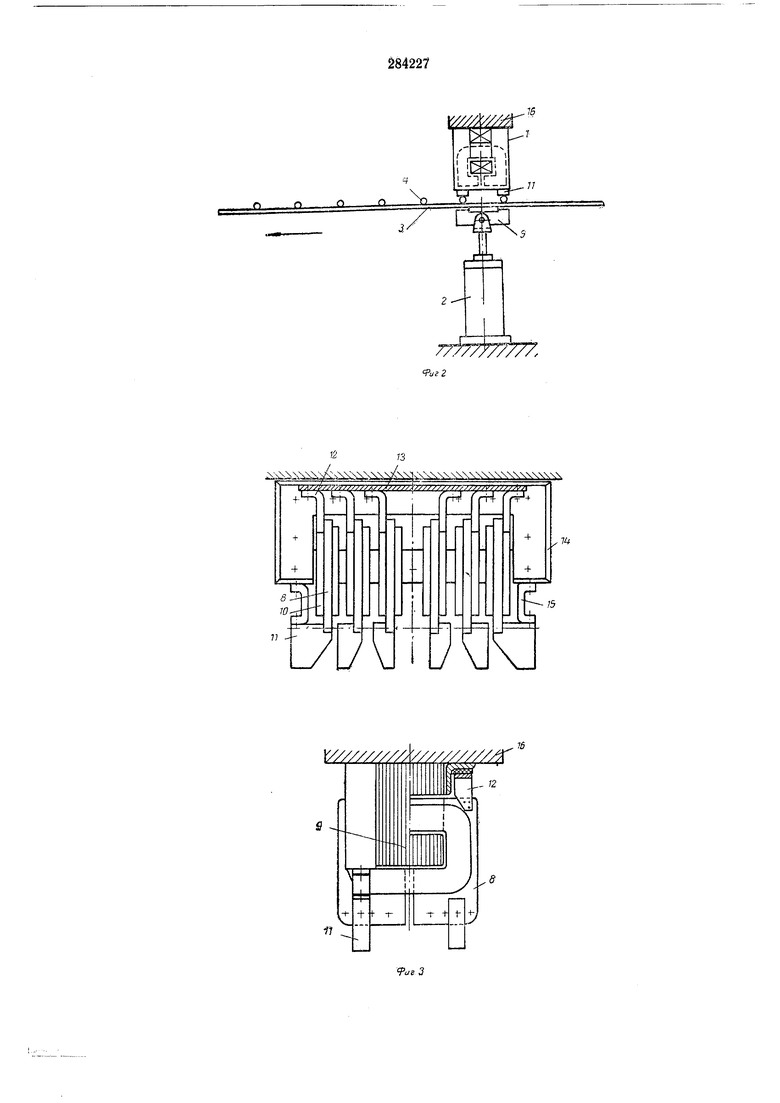
На фиг. 1 показана схема описываемой машины; на фиг. 2 - схематический разрез сварочной части машины; на фиг. 3 - сварочный трансформатор.
Машина для сварки включает сварочные трансформаторы /, пистолеты 2 (пневматические, гидравлические или механического действия от электропривода) для поджима продольных прутков 5 к поперечным пруткам 4
при помощи шунтирующих электродов 5, устройство 6 для автоматической подачи поперечных стержней, устройство 7 для резки поперечных стерл ней (в случае подачи поперечных
прутков из бункера устройства для резки стержней иа машине ие требуется) и механизмы для автоматического перемещения свариваемой сетки на заданный шаг. Сварочные трансформаторы / расположены
на машине сверху свариваемых стержней. Трансформаторы могут быть как стержневого, так и броневого типов, с одним или несколькими отдельными вторичными витками. В качестве примера показан трансформатор стержневого типа с шестью самостоятельными вторичными витками 8, каждый из которы.г закреплен на сердечнике 9 совместно с двумя первичными катушками 10.
На вторичном витке 8 кренятся два электрода //. Конструктивно они могут быть выполнены с регулировкой их по высоте. Так как вторичные воспринимают нагрузку, передаваемую электродами от сварочных пистолетов, они нодпираются стойками 12, жестко
соединенными через изоляцию 13 с рамой 14 трансформатора.
усилия на раму трансформатора. Рама, в свою очередь, передает эти усилия на главную балку 16, к которой прикреплены трансформаторы.
Сварочный ток электродами 11 подводится к поперечным пруткам 4 и шунтируется нижним электродом 5. К продольному прутку 3 одновременно приваривают каждым вторичным витком, находящимся в работе, по два поперечных прутка 4.
Подвод тока к поперечным пруткам электродами, установленными вдоль продольных стержней с расстояниями QQMM, значительно упрощает переход на сварку сетки с другими расстояниями между продольными прутками (200 и 300 мм). В этих случаях в местах, где не нужна сварка, включают сварочные пистолеты 2 и со вторичных витков трансформаторов снимают электроды 11.
Сетки с расстояниями между продольными прутками, равными 150 и 250 мм, можно получить перестановкой электродов с одной стороны вторичных витков на другую. Для установки расстояния между поперечными прутками на вторичном витке трансформатора для крепления электродов предусмотрено восемь отверстий с расстояниями между ними 100, 150,200 и 250 мм. Одновременно с изменением расстояния между электродами (вдоль продольных прутков) необходимо установить на такое же расстояние устройства для приемки поперечных прутков, поступающих от устройства 6.
Предмет изобретения
Машина для контактной точечной сварки преимущественно арматурных сеток, содержащая трансформаторы с установленными на их вторичных витках токоподводящими электродами и щунтирующие электроды, отличающаяся тем, что, с целью повыщения производительности и упрощения переналадки машины на различные типоразмеры сеток, каждый трансформатор установлен относительно сетки таКИМ образом, что сварочный контур, осуществляющий одновременно приварку двух поперечных прутков к одному продольному, образован вторичным витком с двумя токоподводящими и двумя соединенными между собой
щунтирующими электродами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для многоточечной контактной сварки широких сеток | 1988 |
|
SU1590277A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Станок для контактной точечной сварки арматурных сеток | 1956 |
|
SU108790A1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
И13
(x.
V////////// ///////////
