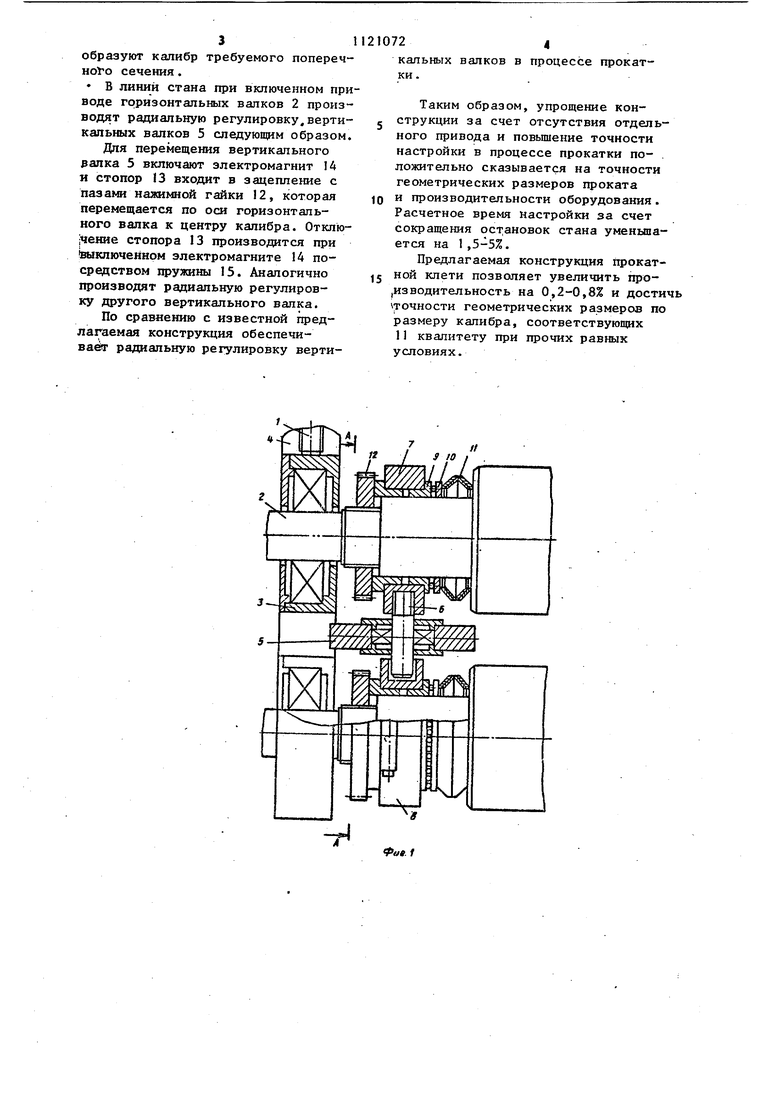
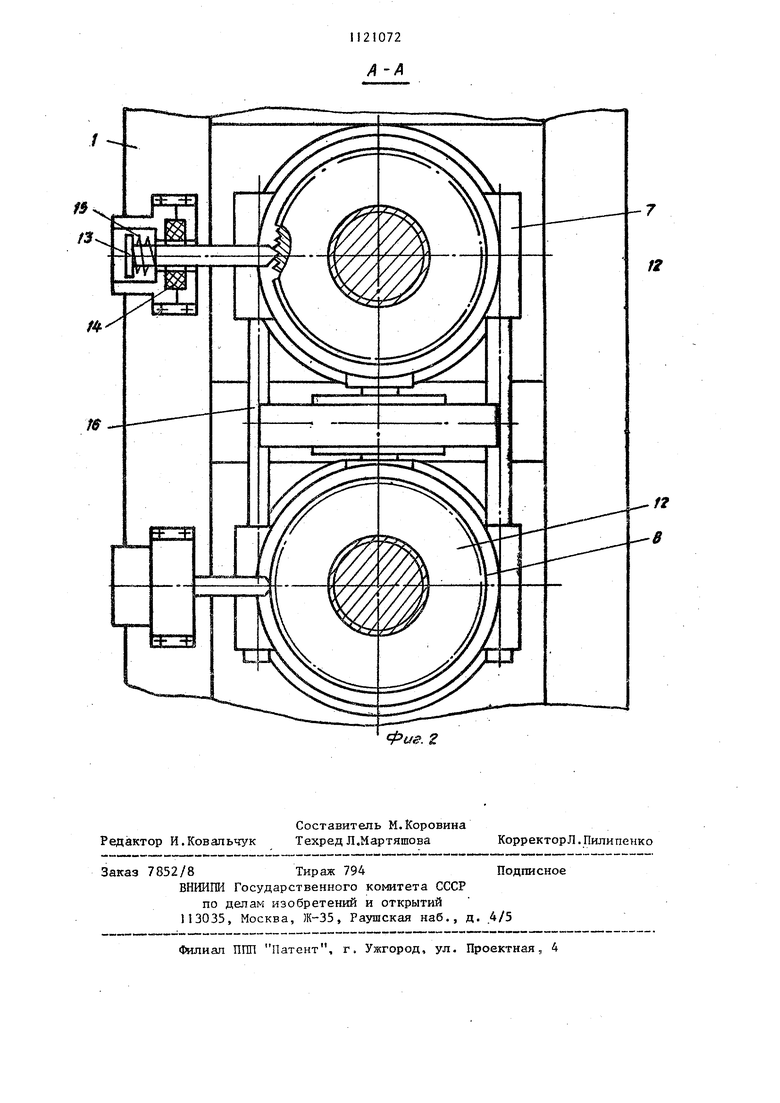
1И Изобретение относится к черной и цветной металлургии, в частности к конструкциям рабочих клетей для прокатки сортовых и фасонных профилей. Известна конструкция универсальной прокатной клети, содержащая приводные горизонтальные валки, смон тированные в станине, и кассету с не приводными вертикальными валками, установленную между горизонтальными валками на проводковых брусьях, причем вертикальные валки размещены в корпусе, представляющем соббй пространственный шарнирный четырехзвенник, одно из плеч которого снабжено механизмом изменения его длины. Такое выполнение универсальной прокатной клети позволяет разгрузить станину от осевых усилий со стороны вертикальных валков и расширить возможности оборудования по сортаменту путем перестройки клети с варианта дуо на универсальную СЗ Недостатком устройства является невозможность радиальной регулировки вертикальных валков в процессе прокатки. Наиболее близким техническим реше нием к предлагаемому является универсальная прокатная клеть, содержащая станину, горизонтальные и вертикальные валки с нажимными устройствами , причем вертикальные валки устаноапегш в обоймах на шейках гори зонтальных валков, снабженных в обой . мах на шейках горизонтальных валков снабженных нажкг 1нь ми винтами для вер тикальных валков, и зафиксированы в осевом направлении гайками нажимных устройств С2 J. Недостаток клети состоит в невозможности радиальной регулировки вертикальных валков в процессе прокатки в линии стана. Цель изобретения - ускорение на-стройки клети путем обеспече шя возможности регули)йова1шя раствора вертикальных валков в процессе прокатки. Указанная цель достигается тем, что в угаиверсальной прокатной клети содержащей стшшну, горизонтальные и вертикальные валки с нажимными уст pqйcтБa 0, причём вертикальные валки установлень в обоймах на шейках горизонтальных валков, снабженных йажи ными Бянтами для вертика тьных валков и зл(«ксированы в осевом направлении гайками нажимных устройств, каждая 2,2 гайка снабжена устройством ее фиксации в любом угловом положении относительно, станины. Это позволяет использовать систему привода рабочих валков в качестве привода нажимного устройства вертикальных валков. На фиг. 1 показана универсальная прокатная клеть, часть поперечного разреза; на фиг. 2 - то же, продольный разрез А-А на фиг. 1 (конструкция клети симметрична) . В станине 1 клети установлены горизонтальные рабочие валки 2 с прдщипниковыми опорами 3, опертыми на винты 4 нажимного устройства. Бандаж 5 вертикального валка установлен на оси 6, жестко скрепленной с верх,ней обоймой 7 и подвижно - с нижней обоймой 8. Верхняя 7 и нижняя 8 обоймы установлены на подшипниках 9 на шейках горизонтальных валков 2. Между торцами горизонтальных валков 2 и подшипниками обойм 7 и 8 размещены упорные подшипники 10 и пружины 1, например тарельчатые. Система, состоящая из обойм 7 и 8, подшипников 9, 10 и пружин 11, в осевом направлении зафиксирована гайками 12, ропряженными с peзьбoвы и шейками горизонтальных валков 2. На наружной поверхности гаек 12 выполнены продольные пазы, например треугольные шлицы. Стопор 13 входит в зацепление с пазами гайки 12 с помощью электромагнита 54 и разъединяется пружиной 15. Стопор 13 с пружиной 15 .и электромагнитом 14 закреплены на станине 1 хшети. Посредством направляющих 16 верхняя 7 и нижняя 8 обоймы связаны между собой, причем направляющие 16 жестко скреплены с верхней 7 и подвижно с нижней 8 обоймами. Настройку размера калибра5 образовакногр гopизcнтaлы ы и валками 2, в радиальном направлении производят посредством винтов 4, а в осевом - с помощью механизма осевой регулировки (не показано известным способом. Предварительную радналыгую регулировку вертикальных валков осуществляют путем вращения гаек 12 специальным ключом. Осевая настройка состоит в установке оси 6 в резьбовом отверстии верхней обоймы 7 задзлным образом, так что бочка верхнего валка 2 и бандажи 5 вертикальных валков
3
образуют калибр требуемого поперечноТо сечения.
В линий стана при включенном приводе горизонтальных валков 2 производят радиальную регулировку,вертикальных валков 5 следующим образом.
Для перемещения вертикального эалка 5 включают злектромагнит 14 и стопор 13 входит в зацепление с пазами нажимной гайки 12, которая перемещается по оси горизонтального валка к центру калибра. Отключение стопора 13 производится при 1выключенном электромагните 14 посредством пружины 15. Аналогично производят радиальную регулировку другого вертикального валка.
По сравнению с известной предлагаемая конструкция обеспечивает радиальную регулировку верти10724
капьных валков в процессе прокатки.
Таким образом, упрощение кон струкции за счет отсутствия отдельного привода и повьшение точности настройки в процессе прокатки положительно сказывается на точности геометрических размеров проката 0 и производительности оборудования. Расчетное время настройки за счет сокращения остановок стана уменьшается на 1 ,5-5%.
Предлагаемая конструкция прокатной клети позволяет увеличить про,изводительность на 0,2-0,8% и достичь точности геометрических размеров по размеру калибра, соответствующих 11 квалитету при прочих равных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальная прокатная клеть | 1984 |
|
SU1178511A1 |
| Прокатная клеть | 1982 |
|
SU1126342A1 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| ВСЕСОЮЗНАЯ1п1ТЕ11Т1Ш-1Шй-;с.т.г. | 1973 |
|
SU376134A1 |
УНИВЕРСАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ, содержащая станину, горизонтальные и вертикалыые ,валки с нажимными устройствами, причем вертикальные валки установлены в обоймах на шейках горизонтальных валков, снабженных нажимными винтами для вертикальных валков, и зафиксированы в осевом направлении гайками нажимных устройств, отличаюI щ а я с я тем, что, с целью ускорения настройки клети путем обеспечения возможности регулирования раствора вертикатьных вапков в процессе прокатки, каждая гайка снабжена устройством ее фиксации в любом угле вом положении относительно .станины.
A-f(
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО к ПРОКАТНОЙ КЛЕТИ ДЛЯ ПОЛУЧЕНИЯ ТАВРОВЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 0 |
|
SU380374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВСЕСОЮЗНАЯ1п1ТЕ11Т1Ш-1Шй-;с.т.г. | 0 |
|
SU376134A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
