Ротационные ковочные машины для профилирования тел вращения, имеющие бойки, установленные на ползунах, известны и в промышленности применяются.
Особенностью описываемой машины является выполнение торцов ползунов с очерченой по архимедовой спирали поверхностью. Такое устройство позволяет осуществлять возможность придания обрабатываемой заготовке поверхности, соответствующей заданному копиршаблону.
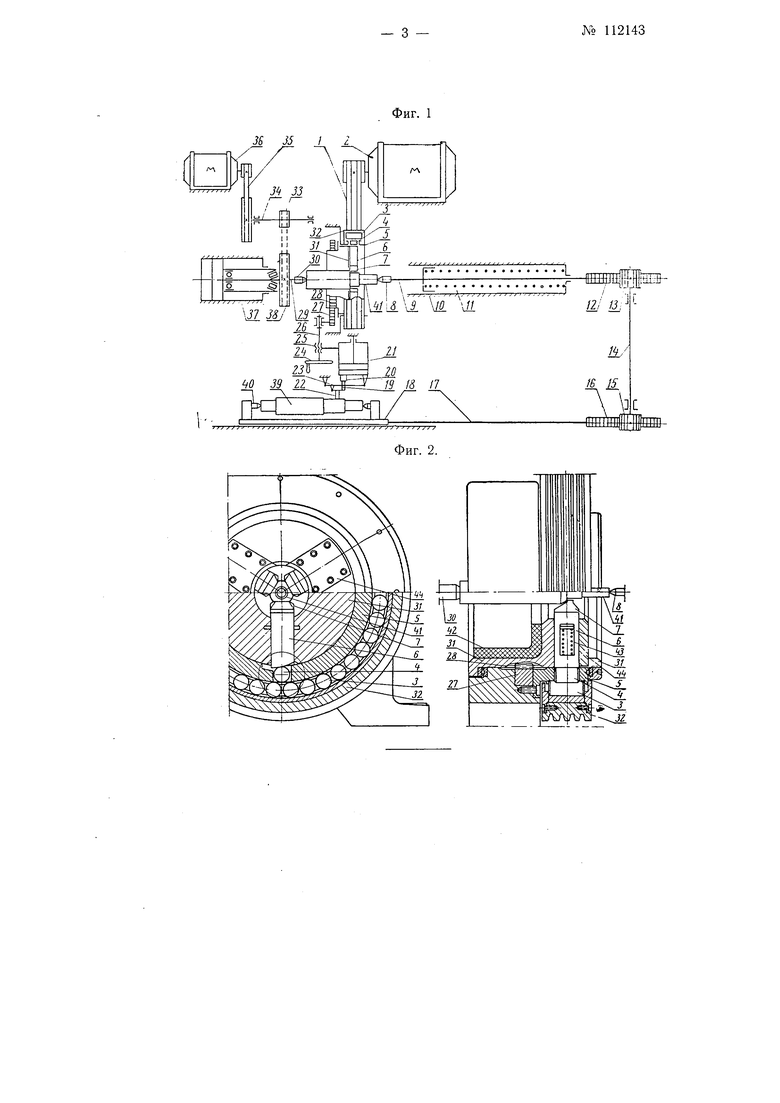
На фиг. 1 показана кинематическая схема ковочной установки; на фиг. 2 - конструкция ковочной головки ротационной машины.
Предлагаемая ротационная ковочная машина состоит из главной клиноременной передачи 1, главного мотора 2, нажимных роликов S, промежуточных роликов 4, основания ковочной головки 5. ползунов б, бойков 7, заднего центра 8, пиноли 9, задней бабки 10, пружины 11, левой рейки 12, левой щестерни 13, вала 14, правой шестерни 15, правой рейки 16, главной тяги 17, стола 18, стержня золотника 19, золотника 20, цилиндра гидрокопира 21, щупа копира 22, рычага копира 23, iaховичка для ручной подачи 24, переходной гайки 25, винта для подачи бойков 26, рейки 27, подающей бойки, сектора 28, установочного шпинделя 29, переднего центра 30, поворотной планшайбы 31, обода 32, промежуточной звездочки 33, промежуточного вала 34, вспомогательной ременной передачи 35, вспомогательного мотора 36, цилиндра гидропередачи заготовки 37, звездочки шпинделя 38, эталона поковки 39, центра эталона 40, заготовки 41, термоизоляции 42, пружины ползунов 43 и упорного кольца 44.
Описываемая машина работает следующим образом: посредством клиноременной передачи / от главного мотора 2 вращается обод 32, являющийся как бы наружным кольцом роликового подшипника с роликами 3 и внутренним кольцом, являющимся частью основания головки
Ло 112143
5. Обкатываясь по внутреннему кольцу, ролики 3 нажимают на три промежуточных ролика 4, расположенные в трех окнах ковочной головки 5 под углом 120° друг к другу. Против промежуточных роликов 4 расположены полвуны 6, которые получают рабочее движение от нажимных роликов 3, через промежуточные ролики 4. Возврат ползунов 6 в исходное положение осуществляется посредством лружины 43. Так как количество нажимных роликов 3 выбирается кратное трем, то все три ползуна и все бойки 7 обжимают заготовку одновременно.
Изменение вылета ползунов 6, а следовательно, и диаметра получаемой заготовки, происходит за счет поворота планшайбы 31, несущей в своих пазах ползуны 6. При этом периферийные концы ползунов, имеющие поверхность по архимедовой спирали, перемещаются по отнощению к промежуточным роликам 4, и, упираясь в них более высокой и более низкой частью, соответственно увеличивают или уменьщают свой вылет, тем самым уменьщая или увеличивая обрабатываемый диаметр заготовки.
Поворот и держание в том или инол .положении планщайбы 31 производится посредством зубчатой рейки 27, сцепленной с зубчатым сектором 28, выфрезованным на цилиндрической поверхности планщайбы 31. Движение рейки 27 производится либо вручную маховичком 24, либо посредством цилиндра 21 гидрокопировального устройства, использующего в качестве копира эталон требуемой заготовки. По мере удлинения заготовки происходит продольное перемещение пиноли 9 и сжатие пружины //. Это перемещение через реечные и щестеренные пары 12, 13, 15 и 16 и вал 14, сообщается без изменния столу 18 с установленным на нем эталоном 39.
Продольная подача заготовки производится от гидравлического цилиндра 37, в щтоке которого устанавливаются подщипники щпинделя. Вращение заготовки производится от вспомогательного мотора 36, через промежуточную передачу 35 и промежуточный вал 34, на котором на скользящей щпонке имеется звездочка 33, соединенная цепью со звездочкой 38 на щпинделе 29.
Использование описываемой мащины в промыщленности даст экономию в расходе металла.
Предмет изобретения
Ротационная ковочная мащина для профилирования тел вращения, имеющая бойки, установленные на ползунах, и рабочие ролики, предназначенные для сообщения движения ползунам, отличающаяся тем, что, с целью радиальной перестановки ползунов на ходу, торцы ползунов выполнены с очерченой по архимедовой спирали поверхностью и взаимодействуют с рабочими роликами посредством промежуточного .ролика..
| название | год | авторы | номер документа |
|---|---|---|---|
| Радиально-ковочная машина | 1983 |
|
SU1186343A1 |
| СТАНОК ДЛЯ ОБТОЧКИ ИЗОЛЯТОРОВ | 1969 |
|
SU248531A1 |
| Устройство для ленточного шлифования лопаток гтд | 1974 |
|
SU524676A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| Ротационно-ковочная машина | 1991 |
|
SU1787638A1 |
| РАСТОЧНО-ПОДРЕЗНАЯ ГОЛОВКА | 1972 |
|
SU351647A1 |
| Устройство для ротационной вытяжки | 1978 |
|
SU718200A1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |