Установки для закалки плоских изделий малых толщин, например, клапанных пластин компрессоров, снабженные высокочастотным индуктором для нагрева изделий и пневматическим прессом для правки изделий в процессе их охлаждения, не обеспечивают высокой производительности и равномерной закалки изделий. Для устранения этого недостатка предлагается, согласно изобретению, нагревательный индуктор и пневматический пресс монтировать на одном закалочном баке, а на нижней плите нресса делать пазы со сквозными отверстиями для подачи охлаждающей жидкости на изделие.
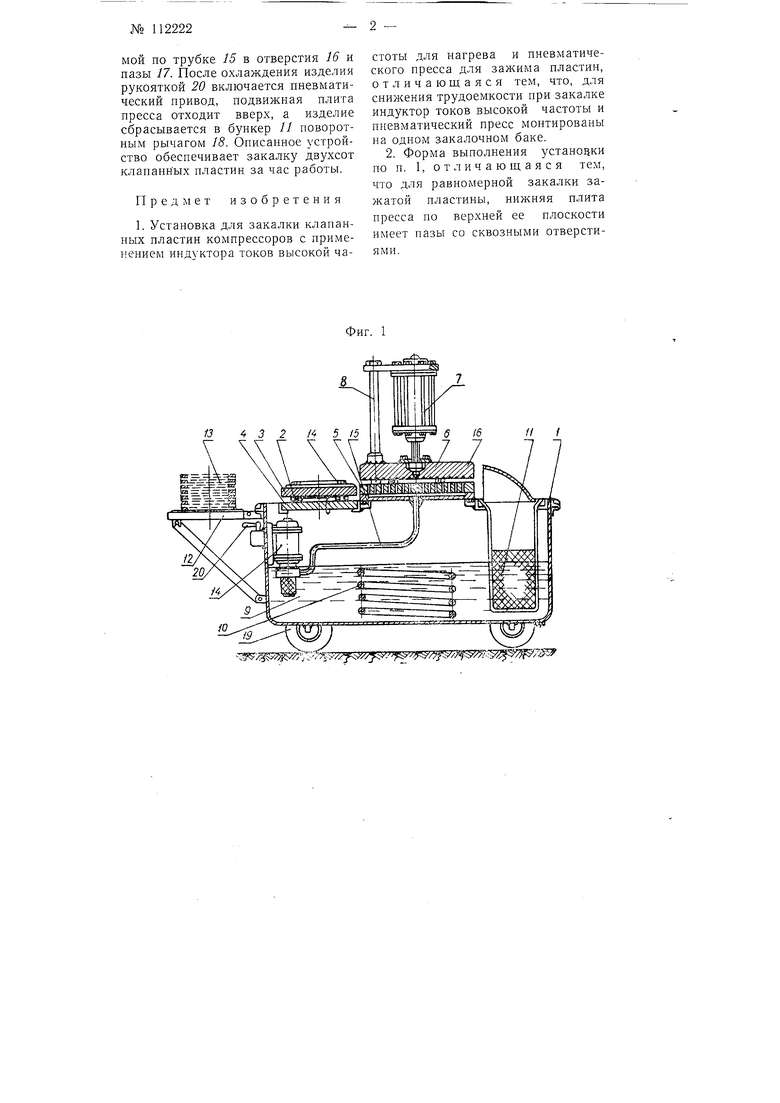
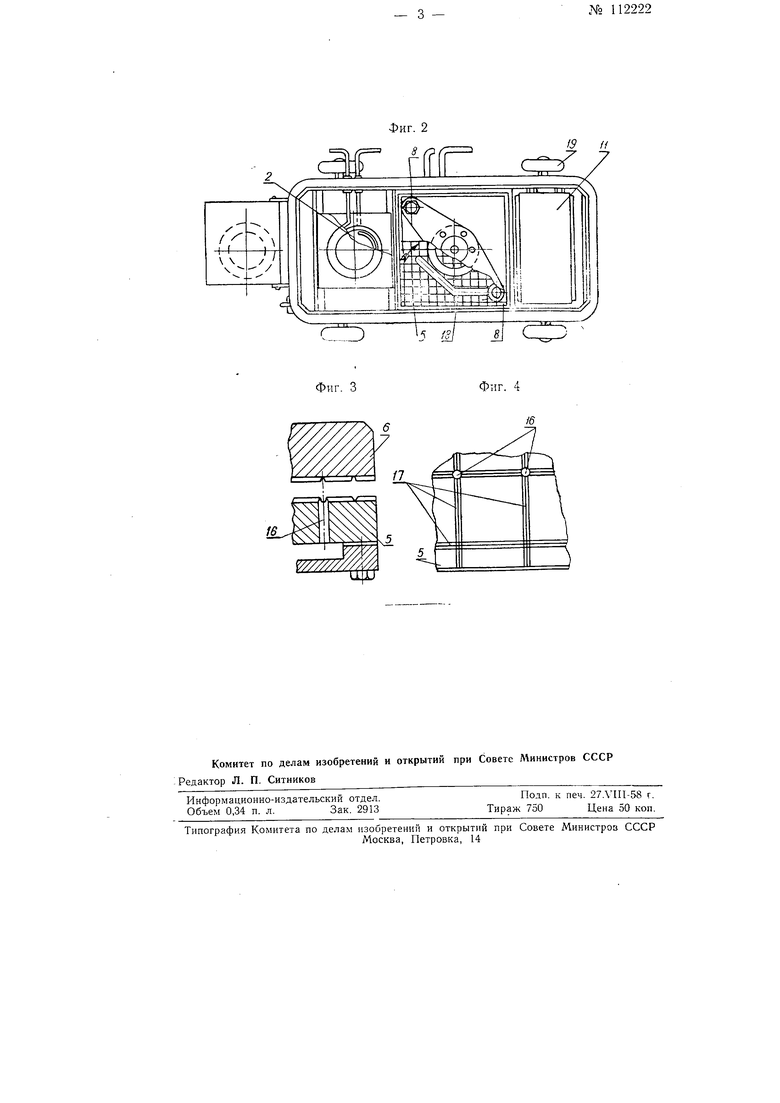
На фиг. 1 представлен боковой вид установки в разрезе; на фиг. 2- вид сверху; на фиг. 3-часть верхней и нижней плит пресса в разрезе; на фиг- 4-вид сверху на нижнюю плиту пресса установки.
В верхней части закалочного бака 1 установлены нагревательный индуктор 2, расположенный между огнеупорными непроводящими плитами 5 и 4, и пневматический пресс, состоящий из нижней неподвижной плиты 5, верхней подвижной плиты
6 и пневматического привода 7. Стойки 8 служат направляющими для подвижной плиты пресса. Внутри закалочного бака находятся охлаждающая жидкость 9, трубчатый змеевик 10, охлаждаемый проточной водой, и сетчатый бункер // для приема изделий. Откидной столик 12 прикреплен к баку сбоку и служит для складывания на нем изделий 13, предназначенных для закалки.
Помпа 14 с электроприводом подает охлаждающую жидкость из бака по трубке 15 в отверстия 16 нижней плиты пресса и далее по пазам 17 на изделие, расположенное между плитами 5 6. Поворотный рычаг 18 служит для сбрасыв ания изделий с плиты 5 в бункер 11. Ходовые колеса 19 облегчают перемещение установки.
Установка работает следующим образом.
Подлежащее закалке изделие 13 со столика 12 переносится на плиту 3 и нагревается с помощью высокочастотного индуктора 2- Нагретое изделие переносится на пресс, зажимается между его плитами 5 и (5 и охлаждается жидкостью, подаваемой по трубке 15 в отверстия 16 и пазы 17. После охлаждения изделия рукояткой 20 включается пневматический привод, подвижная плита пресса отходит вверх, а изделие сбрасывается в бункер // поворотным рычагом 18. Описанное устройство обеспечивает закалку двухсот клапанных пластин за час работы.
Предмет изобретения
1. Установка для закалки клапанпых пластин компрессоров с применением индуктора токов высокой частоты для нагрева и пневматического пресса для зажима пластин, отличающаяся тем, что, для снижения трудоемкости при закалке индуктор токов высокой частоты и пневматический пресс монтированы на одном закалочном баке.
2. Форма выполнения установки по п. 1, отличающаяся тем, что для равномерной закалки зажатой пластины, нижняя плита пресса по верхней ее плоскости имеет пазы со сквозными отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки и правки пластин | 1961 |
|
SU144509A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| СПОСОБ МЕСТНОЙ ЗАКАЛКИ ОПОРНЫХ ИГЛ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2439168C2 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| Установка для термообработки ферромагнитных изделий | 1980 |
|
SU899677A1 |
| Автоматический станок для высокочастотного нагрева и закалки плашек | 1956 |
|
SU106790A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Станок для высокочастотной закалки роликов | 1959 |
|
SU122489A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
49 : § : 5 ;o7- v v/fx /7.
// /
аг
Фиг. 3
19 а
Фиг. 4
