Известны установки для закалки и правки клапанных пластин, состоящие из передвижного, на катках, закалочного бака с установленными на нем нагревательным индуктором и пневматическим прессом, включаюихим в себя нижнюю неподвижную и верхнюю подвижную плиты.
В указанной установке охлажденная пластина от пресса перемещается в бункер консольным рычагом (ножом); передача же пластины от бункера к индуктору и далее от индуктора к прессу не механизирована, включение пневмопривода пресса ручное.
Описываемая установка отличается от известных тем, что она снабжена механизмом перемещения пластин для последовательной их обработки, состоящим из двух четырехперых, изогнутых по дуге окружности ножей и приводного устройства, одновременно предназначенного для включения пневмопривода пресса, с заданной периодичностью.
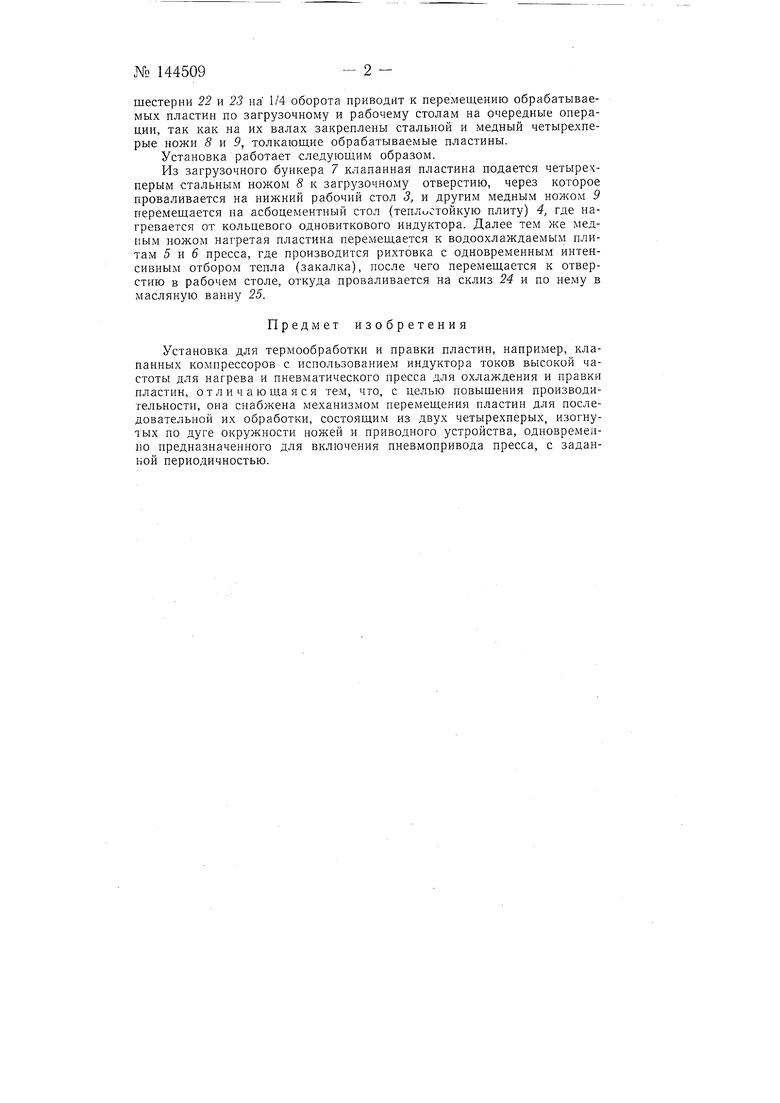
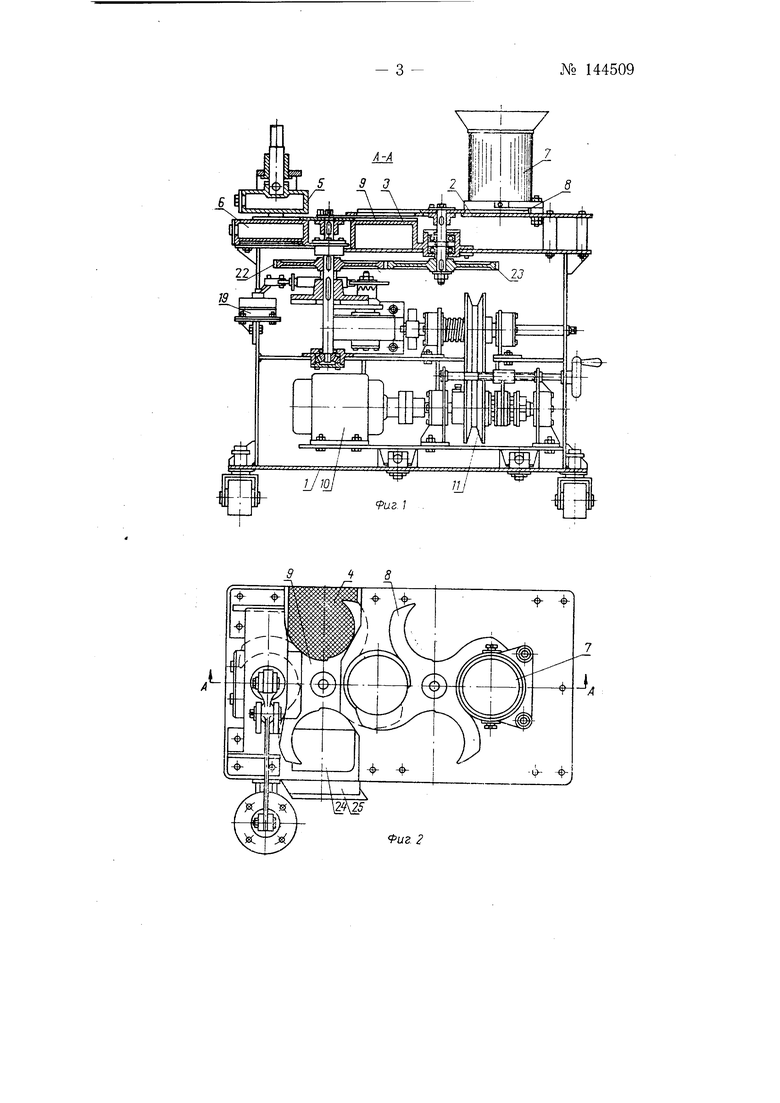
На фиг. 1 и 2 изображена установка в двух проекциях; на фиг. 3- кинематическая схема установки.
Установка состоит из передвижного на катках корпуса / с двумя расположенными на разных высотах загрузочным и рабочим столами .2 и 5, теплостойкой плиты 4 для нагрева деталей индуктором ТВЧ, пневмопресса с водоохлаждаемыми плитами 5 и б для закалки и рихтовки, бункера 7 с деталями, двух четырехперых ножей 8 9 для транспортировки детали с одной операции на другую, вневмопривода пресса и электропривода.
Привод установки осуществляется следующим образом (см. фиг. 3).
Электродвигатель 10 через вариатор //, щестерни 12 и 13 и червячную передачу 14 и 15 вращает вал 16, на который насажено водило 17 и кулачок 18 для управления пневмоприводом пресса 19. На водиле 17 закреплен ролик 20, который при каждом обороте вала 16 входит Б паз мальтийского креста 21 и поворачивает его и насаженную на один вал с ним щестерню 22, а следовательно, и шестерню 23. Поворот
№ 144509- 2 шестерни 22 и 23 на 1/4 оборота приводит к перемещению обрабатываемых пластин по загрузочному и рабочему столам на очередные операции, так как на их валах закреплены стальной и медный четырехперые ножи 5 и 9, толкающие обрабатываемые пластины.
Установка работает следующим образом.
Из загрузочного бункера 7 клапанная пластина подается четырехперым стальным ножом 8 к загрузочному отверстию, через которое проваливается на нижний рабочий стол 3, и другим медным ножом 9 перемещается на асбоцементный стол (теплостойкую плиту) 4, где нагревается от кольцевого одновиткового индуктора. Далее тем же медным ножом нагретая пластина перемещается к водоохлаждаемым плитам 5 и 6 пресса, где производится рихтовка с одновременным интенсивным отбором тепла (закалка), после чего перемещается к отверстию в рабочем столе, откуда проваливается на склиз 24 и по нему в масляную ванну 25.
Предмет изобретения
Установка для термообработки и правки пластин, например, клапанных компрессоров с использованием индуктора токов высокой частоты для нагрева и пневматического пресса для охлаждения и правки пластин, отличающаяся тем, что, с целью повышения производительности, она снабжена механизмом перемещения пластин для последовательной их обработки, состоящим из двух четырехперых, изогнутых по дуге окружности ножей и приводного устройства, одновременно предназначенного для включения пневмопривода пресса, с заданной периодичностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для закалки клапанных пластин | 1957 |
|
SU112222A1 |
| Устройство для изготовления сыра | 1933 |
|
SU49606A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 1998 |
|
RU2134196C1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ИНДУКЦИОННУЮ ПЕЧЬ ДЛЯ ПЛАВКИ ЧЁРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 2017 |
|
RU2642214C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТЫ В МЕТАЛЛУРГИЧЕСКУЮ ПЕЧЬ | 2013 |
|
RU2542032C1 |
| Установка для отпуска кромок листового металлопроката | 2023 |
|
RU2817655C1 |
| УСТАНОВКА ДЛЯ УСАДКИ РПЗИНОВЫХ ПЛАСТИН | 1967 |
|
SU196296A1 |
| МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ | 1965 |
|
SU173544A1 |

4 8
Риг 2
9WM)
13
Vi «Pue. J
