УС I 11)ЙС ГНГ Д.1И 1)ч Ц(, е11ИЯ l.4ioC;jui;
i;, I, iiKJiK))iuLe пре,:с-камс)у i. крыт и. ,iri iopiioe уетрийгтво. )азмсикннук) 1ччч-к;|мере литейную форму с за.шночii чашей и стопором, отличающееся тем, . 11|нчч--камер;1 снабжена поршнем, )ас HiiWM иод .1итейн(;й формой, за.1И laiiia снабжена корнусом, при этом
тержень CToiio)a вынолнены из Ml vKiiiiMMocKii соединенных элементов, oiMip с |абжен бародатчиком, а в нресс
I-, ; .. . : iiCli -viiH :. Л. :S и;Д ..СрГ
ох.таждсни1)го ;а;а, 1.)ичсм ,|илос1ь iipn каме5)ы соединена i чо.юс: i)i(i il .:. и iji ц м ы.
3.ycT)oiici io ;(, ::. 1, i/i.iuHUi uiei,- . Ч1Ч) ()НО снабжено oi Чканицим клапан: v, уста)К)вленным канале iijucc ка MOV,;
4.Устройство 1( м 2. -: А...,: ИЦ{Ч.Ч ,
что б;ц)ода1чик )Лm-ii в uu . ;срvieiTi4H() соединенных :api ii,..i .ых iijx/f:::
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом кристаллизации алюминиевых сплавов при литье под давлением | 2016 |
|
RU2657668C2 |
| Вибробункер | 1983 |
|
SU1117187A1 |
| Автоматическая литейная линия | 1974 |
|
SU743784A1 |
| Механизм прессования машины литья под давлением | 1975 |
|
SU527258A1 |
| Способ наладки внутришлифовального станка | 1985 |
|
SU1331632A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА | 1972 |
|
SU343765A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Способ управления процессом формирования механических и структурных свойств высокопрочных алюминиевых сплавов в условиях литья с кристаллизацией под давлением | 2024 |
|
RU2833433C1 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1992 |
|
RU2033892C1 |
1. кристаллизации отливок под давлением, включающий заполнение формы жидким металлом, герметизацию пресскамеры и создание давления путем подачи в пресс-камеру переохлажденного газа, отличающийся тем. что, с целью повышения качества отливок и сокращения расхода переохлажденного газа, после подачи переохлажденного газа в пресс-камеру его сжимают, посредством уменьшения объема пресскамевы. ГчЭ ГчЭ N |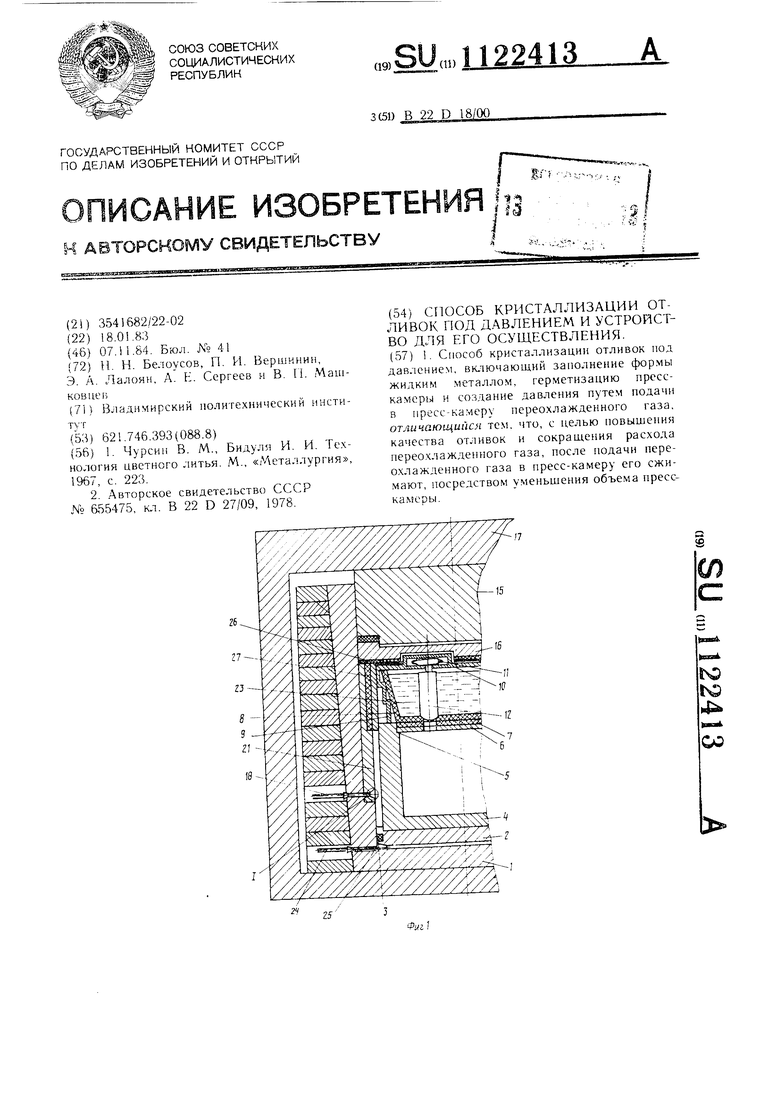
1
Изобретение относится к литейному производству, частности к снособам и устройствам д;1я к)истал.чизации отливок нод веес1О К)11ним 1азоным давлением.
Известен способ криета.кпизанпи отливок нод всесторонним 1азовым да1.1е11ием, включак)П1пй пос1аноаку формы с заливочной чашей в aiiTOK.iaB, где после герметиза 1ии камеры открывают стопорное устройство, а в камере авток.чава создают нсеетороннее азовое давление в нределах 3 7 бар |1.
Недостатки енособа заключаются и том, что R силу большого свободного обт,ема раб()че1Ч) пространства автоклава lie удается быстро наращивать давление и рабочий н,)опесс ведут при 3 7 бар, что ограничивает 1();1ожителы ый эффект па.тожения давле |ия.
Наиболее близким по тех)1пческс)й суш иости к предлагаемому яв.шется снособ, заключающийся в том. что в рабочий обьем пресс-камер) уетанавливают форму, заполняют ее металлом, а затем иодают 4ept ох/1ажденный |-аз, который, иепаряясь. созда tT высокое да :1ение на металл 2.
Недоста ком известного способа являе1ся нал.ичие 6ojii iiior4) снободно1о объема, т)ебуюшее дополнительной п(х1качки газа .1ЛЯ 11од1 ема рабочего давления до заданно Ч) уровня. того, ZUTH создания высоких давлений необходим большой )асход г;- :;
I : 5СС-ГНО устройство, реализующее этот ci;i;co6, состоящее из пресс-камеры с крышкой, помещенной в иее формы с заливочной чашей и етопо)ом и тен юизолированного контейнера е нереохлажденны.м 1азо.м, при этом пресс-камера перекрывается запорным устройством 2.
Недостатками известного устройства являются сложность осуществления больших :коростей нарастания давления в пресскамере и большой расход газа.
H,e;ib изобретения - 1ов| 1шение качества отлпвок и сокращение расхода переохлаж енного 1Д1за,
I iocTaB.iciiiiaH iis-. п, Д11/ i ;:;;: h;v; , i;i при Сюсобе i-;pi:ci ;;Л. inin ;;r. да1 лением, включают . м UI.K. iК iiiic
ЖИ.1КПМ ,;Л()М, i i .aiUno llpCiv
камеры n с().даш1е л; :.:счпя .M зодач;: н ripecCKaMcjiy чсреох. ;;ЖД1-П110 (. ;,а. nor ле подачи пе)еохлаж;;|.ч1П;)1 i; i аз;; н пресскаме)у его сжимакп : ;;с;)е ici ном ХлЧПыне ПИЯ объема пресс-камеры.
liHi этом к у )йстне, вк.иочапинем :1ресч-каме)у с К;)ы |;к;1Й. ..ii) , ппйс i но, p;i3 K4iie ii ю :; Хчч амеН .1и i -;i;i. К;
фо|) с .1аЛ111 ОЧНО1: .ч; и vIol ; spi Л, n|i.
ка-ЧРа спабж1.Ч1а nupi :iit.i. lat П.;::/ fiiiii,: под iHTeiiHoii (|)о)мо:, ia. в.;мк;Я ч;: снабжспа 1ч). Ц и K;|I/,- г ,i- ;
ЖеНЬ стопора ИмПО.ШСМЫ -м .:i-i(,i M4lCt ;;
coe;uitieiinb)x -j. i:) . ; i -.
ба)одатчиком. a в iijЧч ч-,,.-.. капа. для п.)дачи е|н-и.чл,,/т-. :.,; причем ПО.) М)С1Ч-Каме ;.: t;ic :И ::.-Ч1
с по.юстьк) ,1Итейп1:и ()о)мы
того, уст poi ciTV I м( окч канмнчм K.ian;ii OM, с апопленпым Kiiiia.uкамс ы а;)одатчич 1:Ы1:олнен н ичс .1вх герметич)и; счодипспи, х .-la i м , ;ij.. жни.
Сжатие га ui к с ка;мер. П1А)с.1с i вом уме)П)Шения et обьс-ма пронося ;;- -:. чтобы повысить давле И1 г.:-, р,;;,;.; .;-, к щи11ся металик ж- прз5е: ая i-, viuMnMCHMio расхода переохлаж..еипог(1 .а-;;: (а ) i. к сокращению его) и, каь t.i.M,c7 isnc, .:СИТ1) качество литья м,тал.1а
Конструктивно эта задача в ус.ювиях б() дав,тений pei;jeiia iiyieM перекачки жидкости. Ноэтому 11р1 сс-ка 1ера снабжена поршнем, расноложеины.м под .шгейной формой, под которой и нредусмотре а 1К;дача несжимающей жидюсти д. ме; ::егия рабочего обьема пресс -камеры.
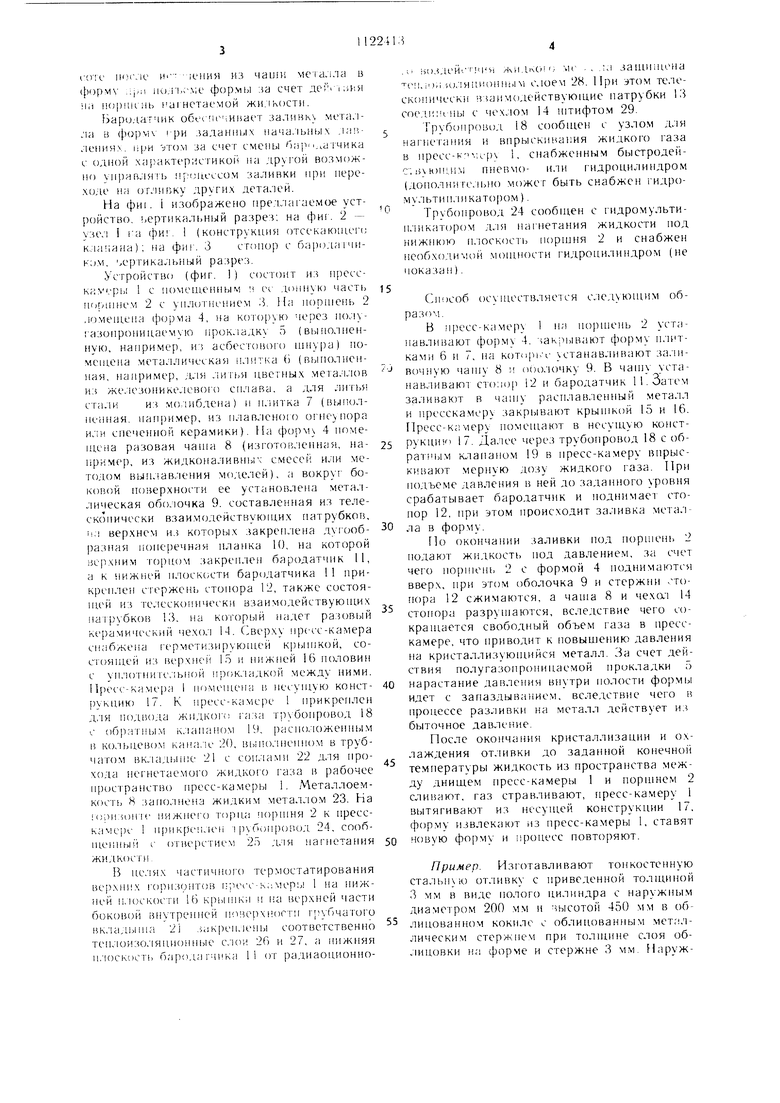
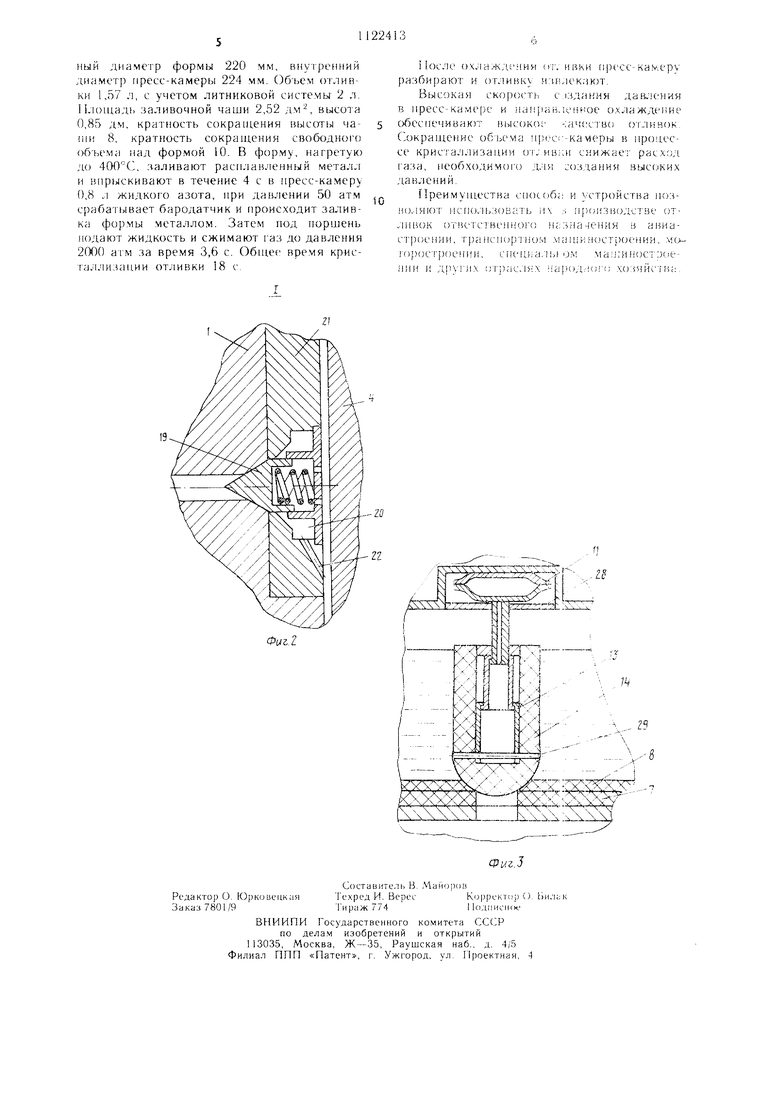
Выполнение заливочной чашп и стержня стопора из елескопическч; :)c,;iiнен.ных элементов обеспечивает .изможность их многократногч) С(к аг1ич1ия li р.ь coif после ;ения из чаип ieia.i;ia в (()() .;j,;i 110,11,;-.;е формы ;ta счет де;.-1 isi-iM i.i iiopiuiHb нагнетаемой жилкости. fJapo.UiTiMK об.ч-пг:ииает залинкх металла в (() ри ладанных нача.1ьн1)1х jap,:1ения., при за счет емены )ар атчика е одной ха};актериетико1 па дрхлой возможно управлять .оцеееом залиЕжи нря переходе па оглжжу другпх дета.1ей. На фи1. i изображено предлагаемое устройство, ,ертикальный разрез: на фиг. 2 узе:, 1 га (})иг. 1 (конструкция отсекак)П1е1 ; клапана); на фи 3 стопор с бародашик;)М. Артика;1ьпый разрез. Устройство (фиг. 1) состоит из прессKp.vepi.i 1 с помещенным (-с донную часть .м 2 с уплотнением 3. На iiopnieiib 2 ,1оме1цепа форма 4, на кото)ук) че)ез полугазонроницаемую прок.1адку 5 (выполненную, например, из асбестового iiinyiJa) 110Menieiia .металлическая п.штка ( (выполненная, например, для .литья цветны.х метал-лов из же.лезоникелевого сплава, а для .питья стали из молибдена) н п.литка 7 (выполненная, например, из плавленого огнеунора или спеченной керамики). На форм 4 помеП1,ена разовая чаша 8 (изготор,ленная, наприме), из жидконалив( с.месей или методом вып.ав;|ения моделей), а вокруг боко1и)й поверхности ее установлена мета.ь ;1нческая обо.ючка 9. составленная из телескопически взан.модействуюпхи.х патрубков, ii.i вер.хнем и. которых закреплена дхгооб)азная поперечная планка И), на которой верхним торном закреплен бародатчнк II, а к нижней нлоскскти бародатчика 11 прикреплен сгержен, стопора 12, также состояП1ей из телеско1 ически взаимодействуюп1их на1) 3. на который надет ра.зовый керамический чехо;1 Н. Сверху нресс-камера снабжена герметизирующей крьппкой, состояп1ей из liepxHcit 15 и. нижней 16 половин с уплотнитсльной 1рок:1адкой между ними. Нресс-ка.ме|)а I по импепа к песупгую конструкцик) 17. К пресс-камере 1 прикреплен для подвода жндко1() 1а.за трубонровод 18 с обратным к.:1апан().1 19. распо.ложе}111ым IS Ko.ibiUMiONi Kaibi.ie 20, выпо;и епн,ом в трубчатом вк.тадыпк 21 с сои.ламп 22 д,1я прохода негпетаемого жидко1Ч) газа в рабочее п)остранство пресс-камеры 1. Металлоемкость 8 заполнена жидким металлом 23. На юризонче нижне Ч) торца порп1ня 2 к пресскамере 1 п)икреп.1еп рубопрор.од 24, сообпи.м1ный с отверстием 2,5 д.ля па1Д1етания жидкости В пслях частичного термостатирования верхпих 1Ч)рпзонтов пресс-к:;меры 1 на нижней н.1(.скост1 16 к|)ып1ки п на ве)хпей части боковой внутреппей поверх1 огтп гпуПчатого вк.и1Д1 1Н1а 21 .закреплены соответственно те11.1оизо.1Я11ионн| 1е c.ioi-i 26 и 27, а нижняя плоскость бародагчика 11 от радиаоционно.;i ().деИ. жи.Ьчом/ vie .. .;а защищена (Mi.io,: и.|.1яп1 онным слоем 28. Нри этом Te.ieсконически взаимодействующие патрубки 1,3 соеди:ины с чех.том 14 П1тифтом 29. Трубопровод 18 сообщен с узлом для нагпегания и впрыскивания жидкого газа в пресс-к-мср 1, снабженным быстродейс. ) пневмо- или гидроцилиндром (донолпи гел1Д1о может быть снабжен гидрому.1ьтин,1икато|)ом). Трубопровод 24 сообн1.ен с гидромультип,1икат1)ром для нагнетания жидкости нод нижнюю нлоскост) норщня 2 и снабжен необходимой .мощноети гидропилиндром (не ||оказа1|). Способ ()С,лцествляется следуюни1М образом. В пресс-ка.мер 1 на поршень 2 устанавливают форму 4. закрывают форму п.читками 6 и 7, на котори-ч- чстанав.тивают за.швочную чан1у 8 и о1)о.1Очку 9. В ча1пу станавливают CT);iO|i 12 и бародатчик 11. Затем заливают в чан1у расплавленный металл и пресскамеру закрывают крын1кой 15 и 16. Пресс-камеру помен1ают в нееущую конструкци 17. Далее через трубопровод 18 с обратным клапаном 19 в пресс-камеру впрыскивают мерную дозу жидкого газа. Нри подъеме давления в ней до заданного уровня срабатывает бародатчик и поднимает стопор 12, при этом происходит заливка металла в форму. По окончании заливки под поргпень 2 подают жидкость под давлением, за ечет чего поршень 2 с формой 4 поднимают1-я вверх, при этом оболочка 9 и стержни ,топора 12 сжимаются, а 4auia 8 и чехсхт 14 стопора разрун1аются, вследствие чего сокрап1.ается свободный объем газа в пресскамере, что приводит к повышению давления па кристаллизующийся металл. За счет действия полугазопропицаемой прокладки 5 нарастание давления внутри полости формы идет с запаздыванием, вследствие чего в процессе разливки на металл действует из быточное давление. После окончания кристаллизации и охлаждения от.тивки до заданной конечной температуры жидкость из пространства между днищем пресс-камеры 1 и поршнем 2 с.ливают, газ страв,1ивают, пресс-камору 1 вытягивают из несущей конструкции 17, форму извлекают из пресс-камеры 1, ставят .новую форму и процесс повторяют. Пример. Пзготавливают тонкостенную стальпхю отливку с приведенной толщиной 3 мм в виде полого цилиндра с наружным диаметром 200 мм и зысотой 450 мм в облицованном кокиле с облицованным мета,члически.м стержнем при толншне слоя обицовки на форме и стержне 3 мм. Наруж
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чурсин В | |||
| М., Бидуля И | |||
| И | |||
| Те.нология цветного литья | |||
| М., «Металлургия, 1%7, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для литья | 1976 |
|
SU655475A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
