Изобретение относится к обработке металлов давлением, а именно к устройствам управления гидравлическими прессами для свободной ковки. Изв.естна система управления гкдравлическим прессом, содержащая эле мент сравнения сигналов от задающег устройства и датчика давления в рабочей полости гидроцилиндра, электрическое управляющее устройство, включающее элемент изменения его коэффициента усиления, злектрогидравлический преобразователь и корректирующее устройство, в которо корректирующее устройство вырабатывает управляющие сигналы, представляющие собой функцию, обратно пропорциональную производной по давлению электрогидравлического преобразователя tl Применение в этом устройстве при ципа управления по давлению не обес печивает высокой точности ковки в связи с тем, что При задании величин обжатий используются приближенные величины давлений. Наиболее близким по технической сущности и достигаемому результату является устройство позиционирования бойка гидравлического пресса. В этом устройстве позиционирования нижняя точка отключения формируется путем сравнения величины текущего положения бойка при ходе вниз с сум марной величиной размера ковки и упреждения, при совпадении которых устройство выдает сигнал в систему управления гидропрессом на переключение соответствующих гидрораспреде лителей на ход;бойка пресса вверх. Величина текущего положения образуе ся путем подсчета импульсов хода бойка пресса вверх и вниз с датчика импульсов. Величина упреждения опре деляется для первого хода вниз бойка пресса заданием величины первого перебега, для второго и последующих ходов путем измерения выбега бойка с момента вьщачй команды на ход вверх до точки фактического нижнего реверса и измерения ошибки позицион рования бойка и сум шрова1шя Э1их величин П23. Однако с целью исключения йережи ма поковки для первого кода бойка задается заведомо большая упреясдения, затем корректируется, начиная со второго хода. 892 обеспечивая заданный размер ковки с требуемой точностью лишь после нескольких ходов. Кроме того, неоднородность пластических свойств металла (неравномерный нагрев заготовки, неравномерное остывание и т.п.) при протяжке поковки влияет на величину выбега бойка пресса, в связи с чем устройство управления посТоянно подстраивается под новые выбеги, что существенно снижает точность ковки. Цель изобретения - повьшение точности ковки, путем определения величины упреждений в зависимости от скорости движения бойка пресса. .Указанная цель достигается тем, что в устройство для позиционирования бойка гидравлического пресса, содержащее блок задания размеров ковки, выход которого подключен к первому входу сумматора, выход кото.рого соединен с первым входом блока :сравнения, блок считывания текущих координат, выходы которого подключены к реверсивному счетчику, выход которого соединен с вторым входом блока сравнения, дополнительно введен блок определения текущих упреждений, вход которого подключен ко второму выходу блока считывания текущих координат, а выход - к втррому входу сумматора. На чертеже представлена функциональная схема предлагаемого устройства для позиционирования бойка гидравлического пресса. Устройство содержит блок 1 задания размеров ковки, выход которого подключен к первому входу сумматора 2, выход которого соединён с одним из входов блока 3 сравнения, выхсщ которого является выходом устройств,а, блок 4 считывания текущих координат, выходы сложения и вычитания которого подключены к реверсивному счетчику 5, выход которого соединен со вторьм входом блока 3 сравнения, блок 6 определения текущих упреждеНИИ, вход которого подключен к выходу вычитания блока 4 считывания текувдх коорданат, а вьвсод ко второму входу сумматода 2. Величина размера ковки в двоичнет коде с блока 1 задания размеров ковкн поступает на су1«4атор 2, на вход которого, подается величина упреждения из блока 6 опреде ления текущих упреждений, получаемая путем измерения частоты следования импульсов с выхода вьтчйтания блока 4 считывания текущих координа при ходе бойка пресса вниз. Текущее положение бойка пресса определяется в реверсивном счетчике 5 путем подсчета импульсов сложения и вычитания, поступающих с блока 4 считывания текущих координат при ходе бойка вверх-вниз, причем за ноль отсчета принимается никний боек пресс В блоке 3 сравнения постоянно проис ходит сравнение в двоичньк кодах величины текущего положения бойка с су1Ф 1арной величиной размера ковки и упреждения, при равенстве которых выдается команда в систему управления на переключение гидрорасщ еделителей на ход вверх. Блок определения текущих упрежде ний представляет собой частотомер мгновенных значений, измерянщий час тоту следования импульсов, поступакицих с блока 4 считывания текущих координат при ходе бойка вниз и прео6разу1оа||{й частоту в двоичное число, соответствукичее величине упрея деш1я для данной скорости дшск .ния бойка и численно равной 9 величина упреждений в j-й где - период измеряемой частоты, скорость движения бойка V. вниз в j-й период, время с момента выдали команды на переключение хода вверх до момента начала смещения исполнитель4 ных органов гидрораепреде4 лителей (величина для конкретных типов прессов постоянная). С помсэдью блока определения теку- щих упреждений непрерывно с дискретностыо периода измеряемой частоты производится вычисление величины упреждения на вьщачу ксшанды на реверс бойка пресса, что -обеспечивает высокую точность ковки.. Применение уст|юяства для пози- . 9101жровЁ№ия бойхд гидравлического пресса обеспечивает получение известных для процессов свобод1{ой ковки тexникo-экoяo fичecкик преимуществ: экономия 4eтaллa и уменьшений объема последукщей механической обработки поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления ковочным комплексом | 1987 |
|
SU1511139A1 |
| Устройство для управления ковочным комплексом | 1989 |
|
SU1685751A1 |
| Блок-схема управления гидравлическими прессами | 1976 |
|
SU737244A1 |
| Устройство для программного управления | 1983 |
|
SU1160367A1 |
| Способ управления гидравлическим прессом и устройство для его осуществления | 1989 |
|
SU1682211A1 |
| Устройство для управления гидравлическим ковочным прессом | 1986 |
|
SU1412994A1 |
| Система управления гидравлическимпРЕССОМ | 1979 |
|
SU821204A1 |
| Устройство для программного управления объектом с К-ступенчатым остановом | 1983 |
|
SU1130833A1 |
| Счетно-импульсное устройство для программного управления объектом с К-ступенчатым остановом | 1981 |
|
SU1007085A1 |
| Устройство для программного управления объектом с К-ступенчатым остановом | 1986 |
|
SU1348774A1 |
УСТРОЙСТВО ДЛЯ ПОЗЩИОШРОВАНИЯ БОЙКА ГИДРАВЛИЧЕСКОГО ПРЕССА, содержащее блок задания размеров ковки, выход которого подключен к первому входу сумматора, выход которого соединен с первьм входом блока сравнения, блок считывания текущих координат, выходы которого подключены к реверсивному счетчику, выход которого соединен с вторьм входом блока сравнения, отличающееся тем, что, с целью повьшения точности ковки, в него дополнительно введен блок определения текущих упреждений, вход которого подключен к второму выходу блока считывания текущих координат, а S выход - к второму входу сумматора.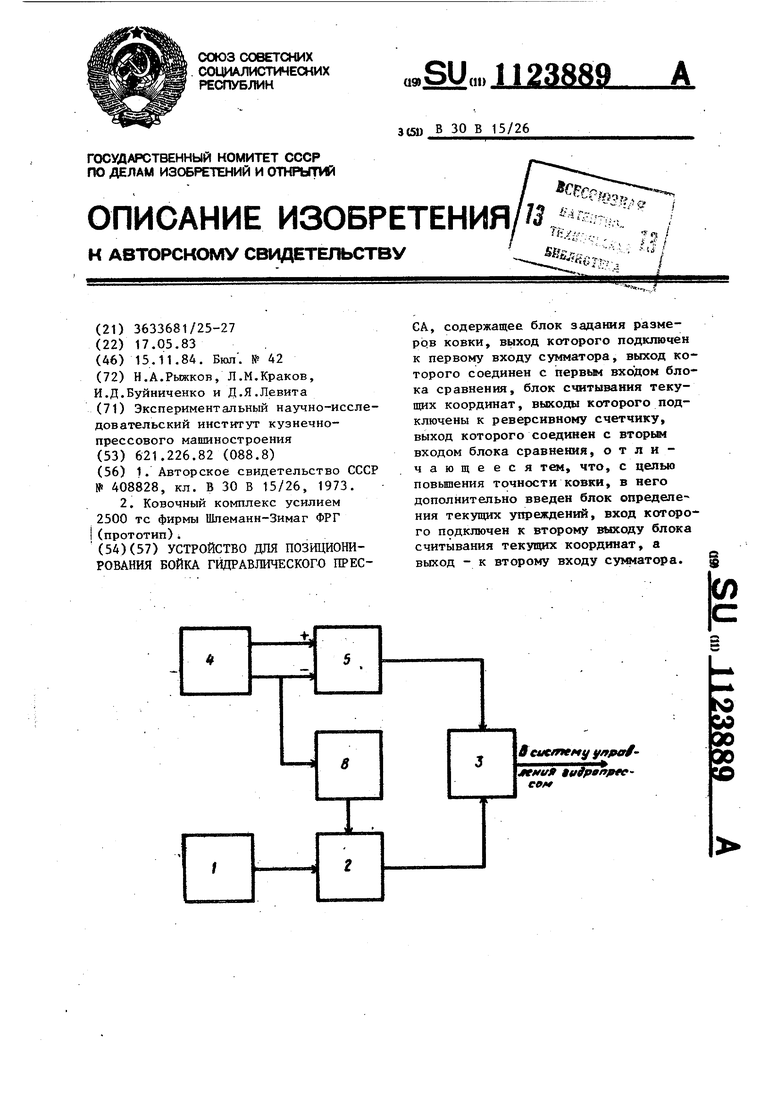
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 0 |
|
SU408828A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Двигатель внутреннего горения с цилиндрами, расположенными параллельно оси вала | 1924 |
|
SU2500A1 |
