ГЛГЛГЛГЛ ГЛ ГЛГЛУП 1
Изобретение относится к абразивной Обработке и может быть использовано в конструкциях шародоводочных станков при изготовлении шариков.
Известно устройство для доводки шариков между двумя дисками, один из которых имеет концентрические канавкиV-образного профиля для размещения шариков и соединен с приводом вращения, а другой неподвижен и имеет вырез для ввода шариков в зону обработки и вывода их из нее 1.
Однако при обработке шариков в концентрических канавках, профиль которых одинаков, нельзя подобрать угол канавки, который позволял бы исправлять различные гармонические составляющие погрешности формы шарика при его вращении вокруг оси, касательной к окружности, описываемой его центром. Так, например, симметричный профиль канавки с углом при вершине 90° из первых десяти гармоник не позволяет устранять четвертую и особенно существенно влияющие на погрешность формы шарика нечетные седьмую и девятую гармоники, для которых коэффициент воспроизведения огранки равен нулю. Это снижает точность и производительность процесса доводки, так как необходима длительная приработка поверхностей дисков, контактирующих с щариками.
Цель изобретения - повышение производительности и точности обработки шариков.
Поставленная цель достигается тем, что в устройстве для доводки шариков, содержащем вращающийся диск с концентрическими канавкамиУ-образного профиля для размещения шариков и неподвижный прижимной диск с вырезом для ввода шариков в зону обработки, концентрические канавки на вращающемся диске выполнены по меньшей мере с двумя различными чередующимися в радиальном направлении углами профиля при вершине, разность величин которых выбрана в пределах 5-30°.
Обработка шариков в канавках различного профиля позволяет увеличить количество гармонических составляющих погрешности формы шариков, быстрее устраняемых в процессе доводки, что сокращает время, необходимое для достижения заданной точ5 ности обрабатываемых изделий. При разности углоБ при вершине профиля менее 5° коэффициент воспроизведения огранки для низших гармоник изменяется на небольшую величину, что незначительно сказывается на улучшении формы шариков. Увеличение разности углов более 30° приводит к слишком большой разности глубин канавок, нарезаемых на вращающемся диске, что потребует более частой его переточки для восстановления формы изношенных канавок.
5 На чертеже схематично показано устройство для доводки шариков.
Устройство содержит вращающийся диск 1 и неподвижный диск 2 с вырезом 3 для ввода шариков 4. На вращающемся диске 1 нарезаны концентрические И-образные ка0 навки 5 и 6 симметричного профиля с углами при вершине 80° и 105° соответственно, расположенные поочередно.
Устройство работает следующим образом. При вращении нижнего диска 1, шарики
5 4, перемешиваясь в вырезе 3, будут обрабатываться то в канавках 5 с углом при вершине 80°, то в канавках 6 с углом при вершине 105°. В канавках 5 из первых пятнадцати гармоник погрешности формы шариков быстрее всего устраняются третья,
0 пятая, шестая, девятая, одиннадцатая и четырнадцатая, так как для данных гармоник коэффициент воспроизведения огранки не менее единицы. В канавках 6 более быстро устраняются вторая, третья, пятая, седьмая, восьмая, десятая, двенадцатая, тринадцатая
5 и пятнадцатая гармоники, для которых коэффициент воспроизведения огранки также не менее единицы.
Таким образом, применение канавок с разными углами позволяет добиться более
« быстрого исправления значительно большего .количества гармонических составляющих погрешности формы шарика, что сокрашает время обработки и повышает точность шариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки шариков | 1984 |
|
SU1197822A1 |
| Устройство для доводки шариков | 1985 |
|
SU1240551A2 |
| Устройство для доводки шариков | 1987 |
|
SU1442377A2 |
| Способ доводки шариков | 1986 |
|
SU1380917A1 |
| Устройство для доводки шариков | 1984 |
|
SU1175674A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1993 |
|
RU2041788C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЧНОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2007 |
|
RU2344918C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2830829C1 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
| СПОСОБ СФЕРОДОВОДКИ ШАРИКОВ | 2011 |
|
RU2479402C1 |
УСТРОЙСТВО ДЛЯ ДОВОДКИ ШАРИКОВ, содержащее вращающийся диск с концентрическими канавками V-образного профиля для размещения щариков и неподвижный прижимной диск с вырезом для ввода шариков в зону обработки, отличающееся тем, что, с целью повыщения производительности и точности обработки, канавки выполнены по меньшей мере с двумя различными чередующимися в радиальном направлении углами профиля при верщине, разность величин которых выбрана в пределах 5-30°.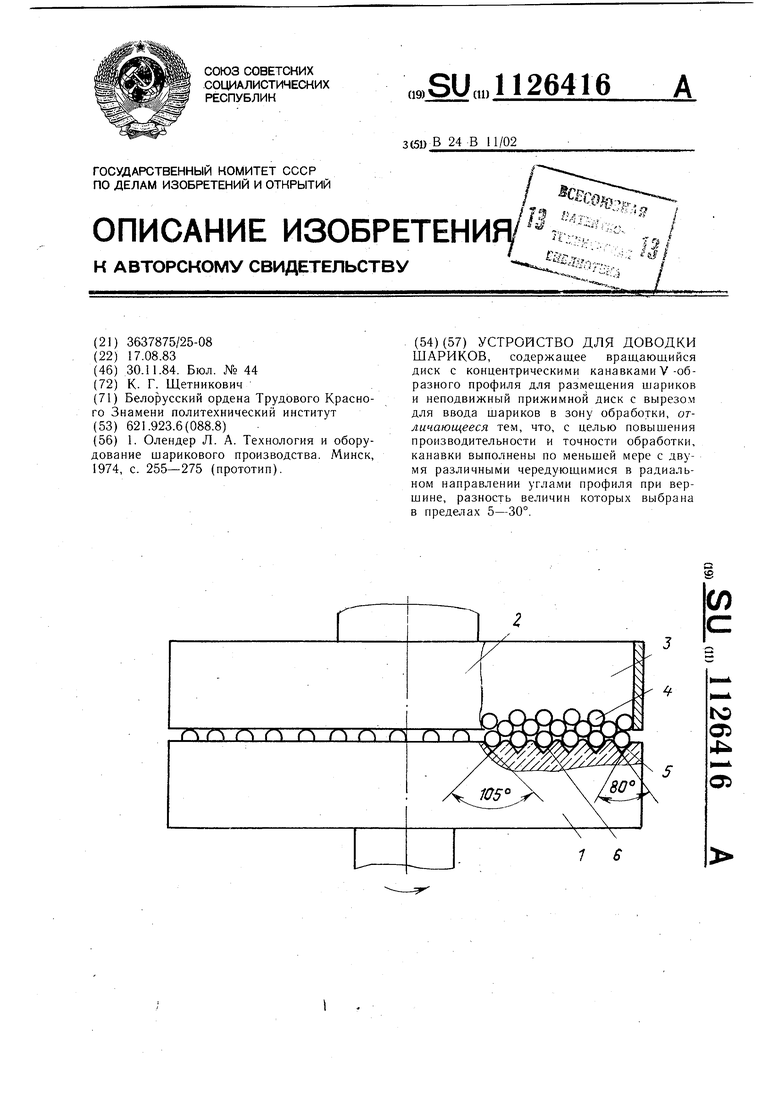
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Олендер Л | |||
| А | |||
| Технология и оборудование шарикового производства | |||
| Минск, 1974, с | |||
| Гудок | 1921 |
|
SU255A1 |
