Автомат для изготовления плоских спиралей из проволоки с формированием спирали посредством плоского вращающегося ножа в неподвижной гайке, снабженный отрезным устройством, кинематически связанным с вращающимся ножом, известен.
В предлагаемом автомате для повышения производительности и точности изготовления спирали по длине неподвижная гайка имеет вставную спираль с переменным шагом, обеспечивающую свободный выход навитой спирали на высоких скоростях, а плоский нож автомата соединен с вращающим его шпинделем посредством поворотного диска и муфты с правой и левой нарезкой, позволяющими выполнять его осевую перестановку.
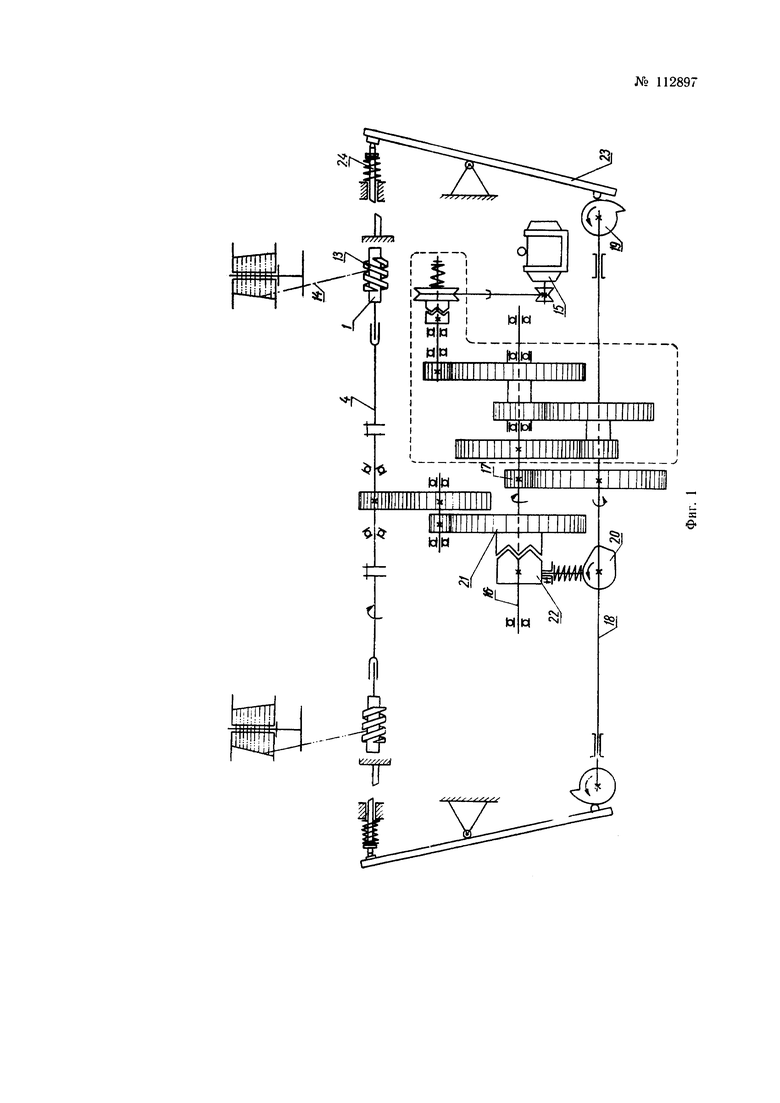
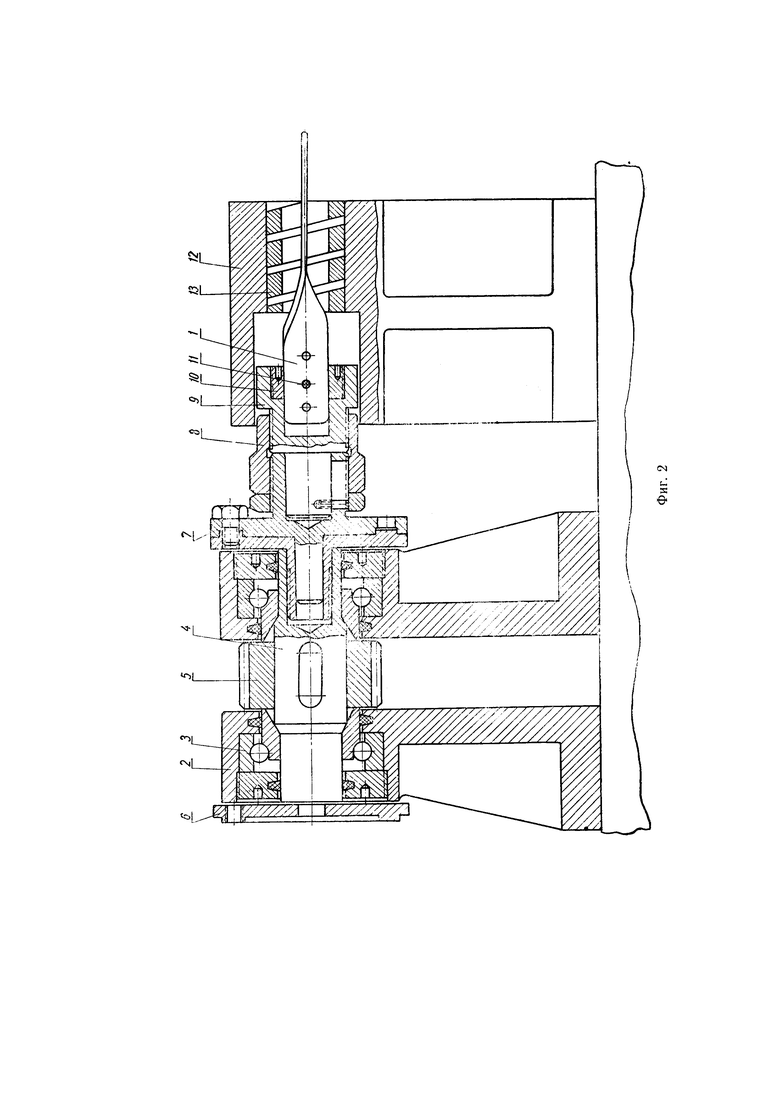
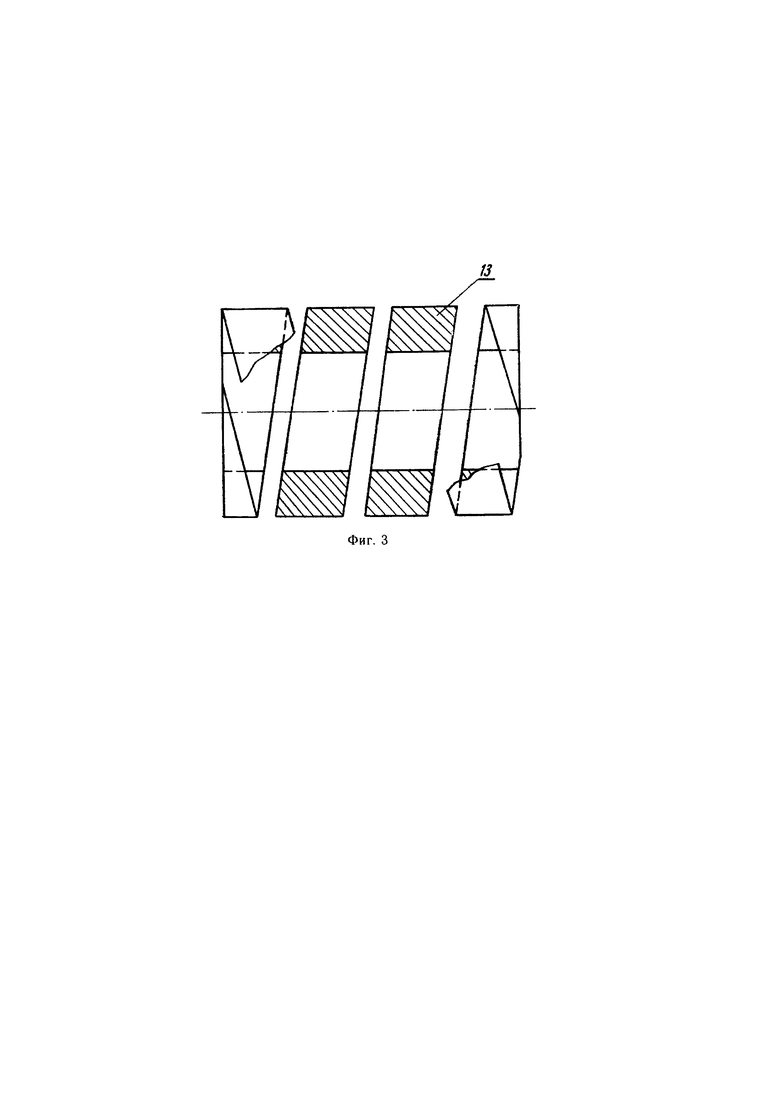
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - устройство для формирования плоской спирали, в разрезе; на фиг. 3 - вставная спираль с переменным шагом в разрезе.
Устройство для формирования плоской спирали состоит из трех узлов.
Узел вращения плоского кожа 1 имеет установленный на двух кронштейнах 2 в подшипниках 3 шпиндель 4, на котором насажена шестерня 5.
Узел перестановки плоского ножа 1 в осевом направлении имеет соединенную со шпинделем 4 ступицу 6, в которую вставлен поворотный диск 7, имеющий паз для перемещения ножа.
На поворотном диске 7 имеется соединительная муфта 8 с правой и левой нарезкой, предназначенной для подачи ножа при тонкой регулировке. Для более грубой настройки в держателе 9 ножа ввинчен вкладыш 10 с прорезью под нож. Нож 1 крепится штифтом 11 для подачи его в переднее или заднее положение на 30 мм.
Узел навивки состоит из плоского ножа 1, вращающегося в неподвижной гайке 12, имеющей вставную спираль 13 с постепенно уменьшающимся шагом, обеспечивающую свободный выход навитой из проволоки плоской спирали на высоких скоростях.
Проволока 14 с катушки поступает на плоский нож 1 и при вращении закручивается в плоскую спираль.
Привод автомата осуществлен следующим образом.
Двигатель 15 через редуктор приводит в движение ведущий вал 16, на котором плотно насажена шестерня 17, передающая движение валу 18 с эксцентриковыми кулачками 19 и 20, и шестерня 21, отключающаяся периодически и обеспечивающая передачу движения шпинделю 4.
При пяти полных оборотах вала 16 вал 18 делает один оборот, а шестерня 21 четыре рабочих оборота; при пятом обороте вала 16 шестерня 21 Отключается от него посредством кулачка 20 и кулачковой муфты 22. За четыре рабочих оборота шестерня 21 сообщает шпинделю 4 необходимое число оборотов для формирования плоской спирали с заданным количеством витков. За период пятого оборота вала 16, когда шестерня 21 от него отключена и формирование плоской спирали прекращено, кулачок 19 воздействует на рычаг 23, который приводит в действие отрезное устройство 24. Готовая плоская спираль отрезается, в момент завершения пятого оборота вала 16 шестерня 21 включается во вращение кулачковой муфтой 22 - и цикл работы автомата повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления спиралей овального сечения | 1987 |
|
SU1488080A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Автомат для изготовления плоских спиральных пружин | 1980 |
|
SU880585A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| Шайбонавивочный автомат | 1981 |
|
SU956109A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления призматических пружин | 1956 |
|
SU108889A1 |
Автомат для изготовления плоских спиралей из проволоки с формированием спирали посредством плоского вращающегося ножа в неподвижной гайке, снабженный отрезным устройством, кинематически связанным с вращающимся ножом, отличающийся тем, что, с целью увеличения производительности автомата и точности изготовления спирали по длине, гайка имеет вставную спираль с переменным шагом, обеспечивающую свободный выход навитой спирали на высоких скоростях, а плоский нож автомата соединен с вращающим его шпинделем посредством поворотного диска и муфты с правой и левой нарезкой, позволяющим выполнять его осевую перестановку.
