t1 Изобретение относится к станкостроению, а более конкретно - к автоматическим линиям, состоящим из станков, транспортных устройств с поворотнь ми штангами и предназначенных для обработки корпусных деталей автомобилей, тракторов и других машин. Известна автоматическая линия с.путникового тица, содержащая участки станков с различаой длительностью обработки,, устаноэленные в технологической последовательности на рабочих позициях, разделенных промежуточ ными позициями, транспортное устроЙ7 ство в виде поворотных штанг с захва тами и общий привод возвратно-поступательрого перемещения штанг 1Д , . Недостатком этой автоматической линии является многосекционная конструкция транспортных штанг и как следствие наличие нескольких независимо работающих приводов поворота, что усложняет конструкцию линии, цикл ее работы и приводит к снижению надежности. Кроме того, между рабо|чими позициями расположены направляю щие скольжения для спутников,/что также усложняет конструкцию линии, а неизбежный износ направляющих вследствие трения базовых поверхностей спутников при их перемещении сни жает надежность транспортной системы линии. Цель изобретения - упрощение конструкции и повышение надежности pdботы и долговечности линии. - . Указанная цель достигается тем, что в автоматической линии спутникового типа,, содержащей участки с различной длительностью обработки, уста
новленные в.технологической последо вательности на рабочих позициях, разделенных промежуточными позициями, транспортное устройство в виде поворотных с захва тами. и общийпри-45 вод возвратно-поступательного перемещения штанг, последние снабжены .дополнительным рядом захватов и выполнены с продольным скосом, расположенным между захватами с возможностью 50 взаимодействия со спутником, причем количество захватов первого ряда равно числу позиций линии, а количество захватов второгоряда -. числу позиций участка линий станков с меньшей 55 длительностью обработки, при этом привод поворота штапг выполнен в виде трехпозйщюнног о цилиндра.
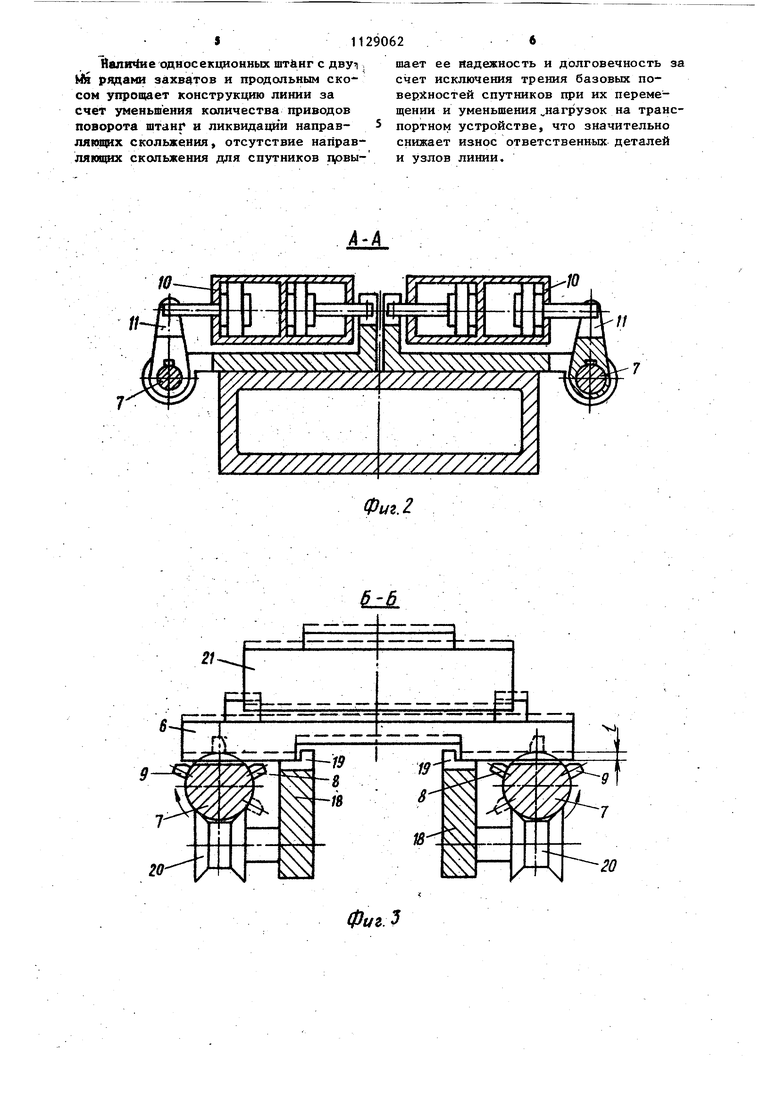
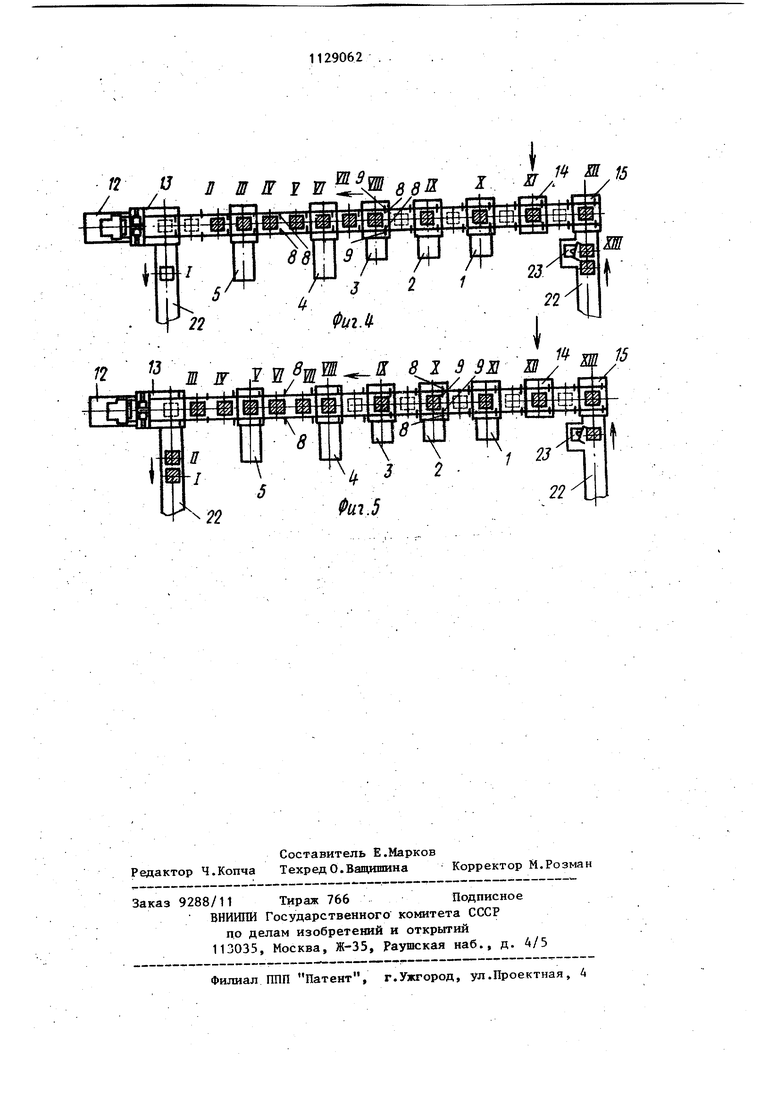
станками 1-4 позицией 14 загрузки и первой .позицией 15 линии расположены по одной промежуточной (нерабочей) позиции. Возврат спутников 6 на загрузочную позицию 14 осуществляется с помощью рольгангов накопителя и далее, например, транспортным устройством параллельной линии 16 через ее разгрузочную позицию 17. Промежуточные позиции линии состоят из соединительньш планок 18, подставок 19 и роликов 20 для поддержки штанг 7 (фиг. 3). Эти же подставки 19 расположены и в рабочих позициях. Заготовки 21 расположены в спутниках. Накопители 22 состоят и корпусов, приводных роликов (не показаны) и отсекателей 23 (фиг. 4). 2 На фиг. 1 изображена автоматическая линия в плане со штангами транспортного устройства, находящимися в исходном положении; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 вид- в плане для первого цикла работы линии; на фиг. 5 - то,же, для второго цикла работы линии. Автоматическая линия состоит из станков .I - 3 с меньшей длительностью обработки и станков 4 и 5 с большей длительностью обработки, установленных в технологической последовательности и связанных между собой транспортирующим устройством, служащим для перемещения cпyтниkoв 6 и содержащим две поворотные штанги 7 с продольным скосом, первым рядом захватов 8 и вторым рядом захватов 9 (фиг. 3). Каждая штанга снабжена приводом поворотов, содержащим трехпозиционный цилиндр 10 и рычажную передачу 11, а также общим приводом 12 возвратно-пйступательного перемещения, ход каретки котор-ого равен шагу t линии (фиг. 1 и ,2) . Станки 4 и 5 предназначены для одновременного выполнения одной и той же технологической операции, так как согласно технологическому процессу продолжительность этой операции существенно больше, чем длительность обработки деталей.(машинное время) на станках 1 - 3. Между участками станков 4 и 5 последней позицией 13 линии и между .самими станками 4 и 5 расположены по две промежуточных (нерабочих) позиции, в промежутках между 31 Автоматическая линия работает сле дующим образом. По окончании предьщущего цикла ав томатической линии спутники 6 и штанги 7 транспортного устройства занимают исходное положение .(фиг.1). После загрузки заготовки 21 на позиции 14 и разгрузки детали на позиции 17 и окончания обработки заготовок на станках 1 - 3 штанги 7 пово рачиваются цилиндрами 10 посредством рычагов 11 привода поворота в положение, при котором захваты 9 второго ряда подводятся к спутникам 6, при этом давление подается в полости рычажных штоков. Привод 12 обеспечивает перемещение спутников, находящихся в позициях 1 и УП, на один шаг t, а спутников, находящихся в позициях VIII - XI, на два шага (2t) за счет вы полнения двух возвратно-поступательных 1ЩКЛОВ, состоящих из последовательных перемещений штанг. При этом спутник, находящийся в позиции 1, перемещается на последнюю, прзицию 13 линии и далее в левый накопитель 22, а спутники, находящиеся в положениях П - У1, остаются на месте, благодаря отсутствию на штангах захватов 9 во втором ряду (отсутствие захватов соответствует участку станков 4 и 5); спутник, находящийся в позиции VII, перемещается на промежуточную позицию между станками 3 и 4; спутники, находящиеся в позициях . III, IX и X - на последующие рабочие позиции,а спутник, находящийся в позиции XI - из первой позиции 15 линии в позицию 14 нагрузки (положение занятое элементами линии на фиг. 4). Во время поворота штанг 7 захвата ми к ступникам скос штанг, взаимодей ствуя с их базами, подымает спутники на величину Е , обеспечивающую отсут ствие трения их баз при рабочем ходе штанг о поЬерхности подставок 19 и облегчение перемещения спутников за. счет качения штанг 7 по роликам 20 с лежащими на штангах спутниками. При отвороте захватов от спутников приводами поворота штанг проис-г ходит опускание спутников на подстав ки 19 и образование зазора между базами спутников и скосом штанг, что необходимо для исключения трения штанг 7 о ба:зовые поверхности спутников при кх холостом перемещении 2 в исходное положение. По окончании цикла перемещения спутников в линии отсекатель 23 правого накопителя 22 пропускает спутник, находящийся в позиции XII, на первую позицию 15 линии (фиг. 4). После загрузки очередной заготовки 21 на спутник, находящийся в позиций XI, разгрузки детали из очередного спутника в .позиции 17 и окончания обработки заготовок на станках 1 - 3, а также и на станках 4 и 5 штангя 7 поворачиваются приводами поворота в положение, при котором захваты 8 первого ряда подводятся к спутникам 6, при этом давление подается в полости средних штоков цилиндров 10. Теперь привод 12 обеспечивает перемещение всех спутников на два шага (2t),пpи этом спутник, находят щийся в позиции П, перемещается на последнюю позицию 13 линии и далее в левьш накопитель 22; спутники, находящиеся в позиции Ш, IV и VI,V11 - на Т промежуточные позиции; Спутники, находящиеся в позициях У и У1{.- на рабочие позиции станков 4 и 5; спутники, находящиеся в позициях IX - XI на последующие рабочие позиции,а спут- 1, ник, находящийся в позиции И1 - из первой позиции 15 линии в позицию 14 загрузки (положение занятое элементами линии на фиг. 5). По окончании цикла перемещения спутников в линии отсекатель 23 правого накопителя 22 пропускает спутник, находящийся в позиции Ж, на первую позицию 15 линии (фиг. 5). При возврате спутники, попадающие в левый накопитель 22, последосательно пропускаются отсекателем 23, например, в параллельную линию 16,а спутники из позиции разгрузки 17 после снятия с них детали- поступают в правый накопитель 22. К моменту окончания работы всех станков в упомянутом цикле и осуществления очередного перемещения спутников линия вьдает в левый накопитель 22 два спутника с деталями, прошедшими обработку на всех станках рассмотренной линии, а правый накопитель 22 вьщает в рассматриваемую линию два свободных спутника, поступивших и,з параллельной линии. Элементы автоматической линии занимают аналогичное положение (фиг. 1) далее цикл работы линии повторяется. J11290 1{али е односекционных штйнг с дву, т рядами захватов и продольным скосом упрО1цает конструкцию линии за счет уменьшения количества приводов поворота штанг и ликвидаци и направляющх скольжения, отсутствие направляющих скольжения для спутников 2 шает ее надежность и долговечность за счет исключения трения базовых поверз ностей спутников при их перемещении и уменьшения„нагрузок на транспортном устройстве, что значительно снижает износ ответственных деталей и узлов линии.

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Автоматическая линия | 1979 |
|
SU831541A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2028910C1 |
| Автоматическая линия спутникового типа | 1982 |
|
SU1013216A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Полуавтоматическая линия для сборки свечей зажигания | 1977 |
|
SU945932A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
АВТОМАТИЧЕСКАЯ.ЛИНИЯ СПУТНИКОВОГО ТИПА, содержащая участки станков с различной длительностью обработки, установленные в технологической последовательности на рабочих позициях, разделенных промежуточными позициями, транспортное устройство в виде поворотных штанг с захватами и общий привод возвратно-поступательного перемещения штанг, о т л и ч аю щ а я с я тем, что, с целью упро-. щения конструкции, штанги снабжены дополнительным рядом захватов и выполнены с продольным скосом, расположенным между захватами с возможностью взаимодействия со спутником, причем ко шчество захватов первого . ряда равно числу позиций линии, а количество захватов второго - числу позиций участка линий станков с меньшей длительностью обработки, .при этом привод поворота штанг выполнен в виде трёхпозиционного цилинд(/) ра. , .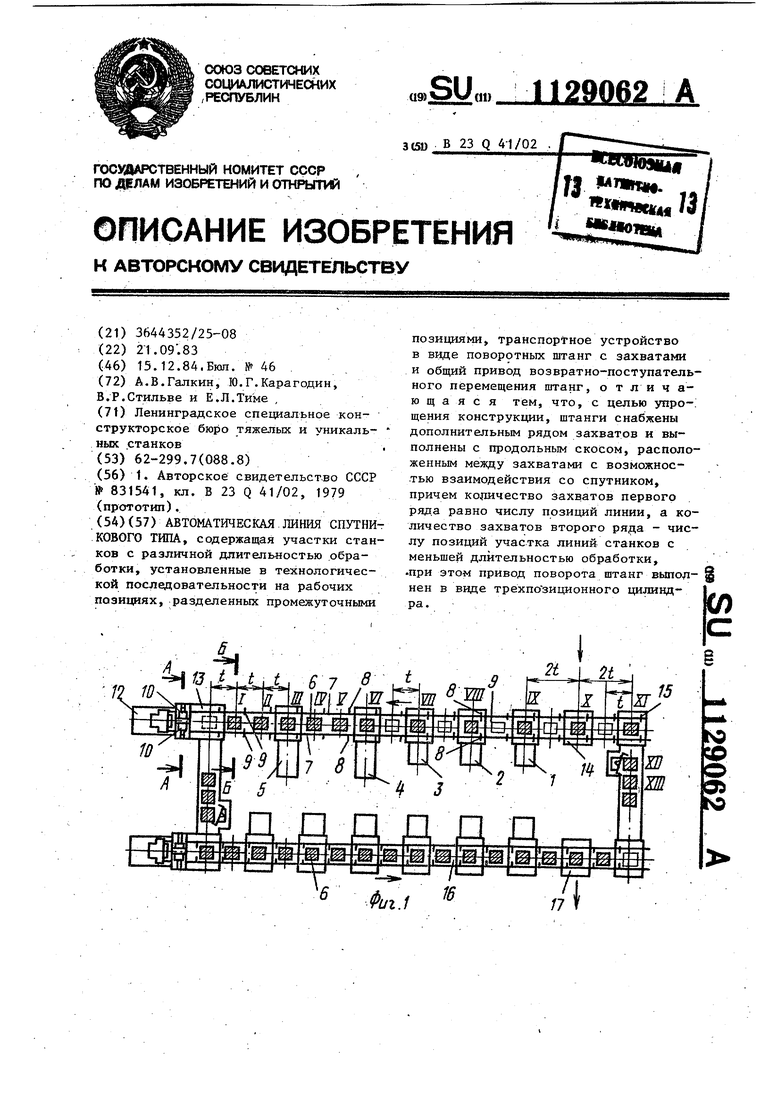
У////////////. ///////777А
1JL
Фиг. 2
Фиг j /1 я
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия | 1979 |
|
SU831541A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
