Изобретение относится к устройствам для термической обработки цилиндрических изделий с индукционного нагрева и .может быть использовано для термической обработки индуктором изделий типа тел вращения.
Целью изобретения является улучшение качества термообработки путем обеспе- чения- точности позиционирования верхнего центра и люнета.
Станок для термической обработки.цилиндрических изделий позволяет повысить качество термообработки путем обеспечения точности позиционирования.верхнего центра и люнета за счет того, что в механизмах фиксации кареток, несущих верхний I Р и р и люнет, рычаги выполнены с шарнирнозакрепленными на их концах башмаками, имеющими возможность взаи- модействия с поверхностью направляющих станины.
Силовое взаимодействие башмаков с поверхностью направляющих станины обеспечивает повышение точности позиционирования кареток путем перераспределения зазоров в системе плоскостей скольжения направляющих станины и каретки, т.е. обеспечение рабочего фиксированного положения кареток на направляющих станины с равно- распределенными зазорами в системе плоскостей скольжения направляющих станины и каретки.
В связи с тем, что на каретках установлены верхний центр и люнет, повышается точность установки обрабатываемого изделия.
Равнораспределенные зазоры в системе плоскостей скольжения направляющих станины и кареток предотвращают поперечные смещения кареток во время вращения изделия, что обеспечивает постоянство зазора между изделием и индуктором в процессе термообработки и следовательно повышается качество термообработки.
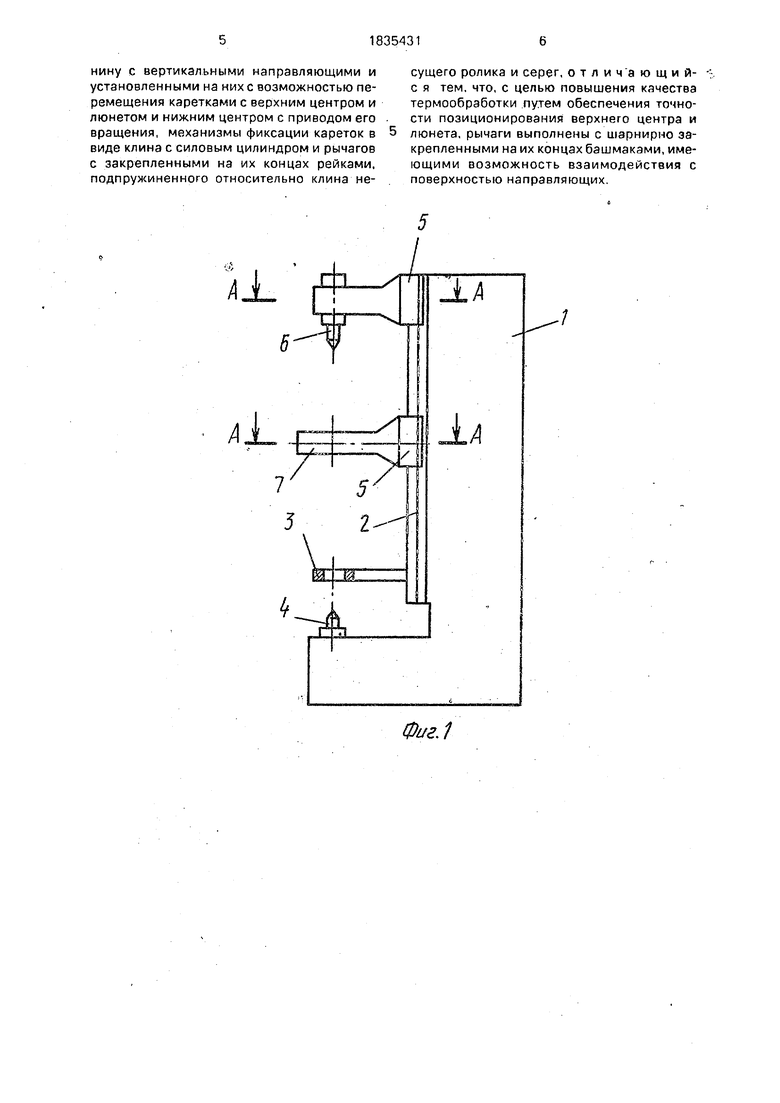
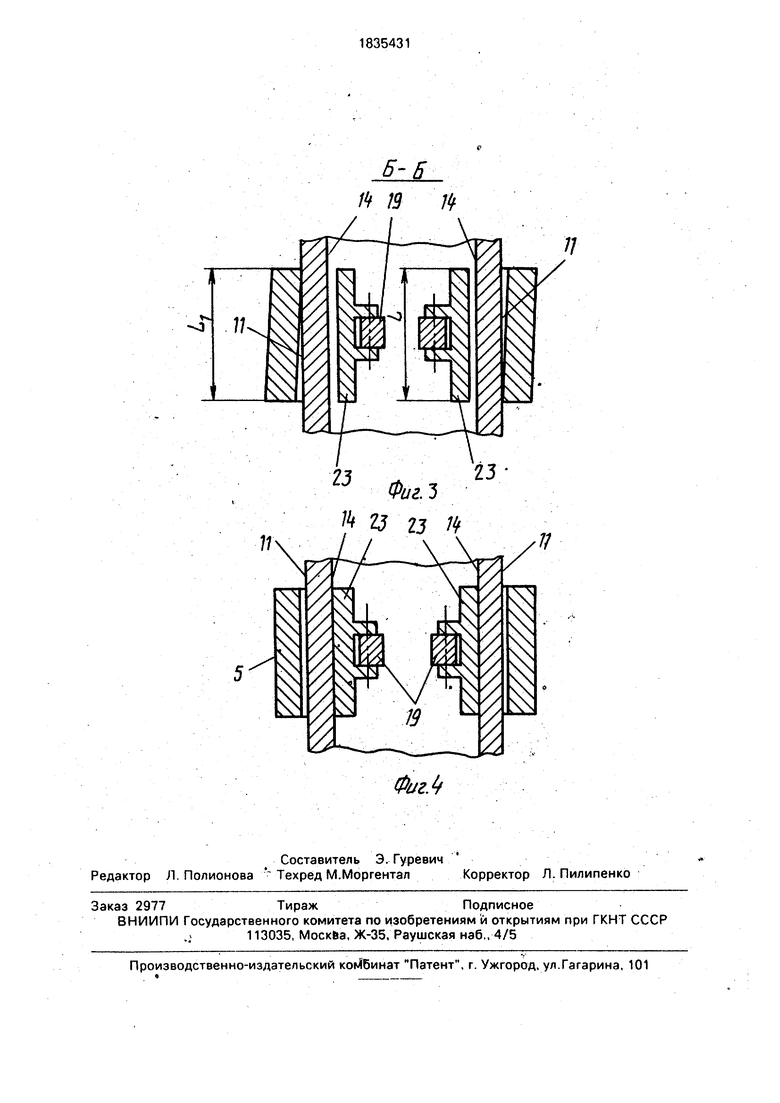
На фиг.1 представлен общий вид станка; на фиг.2 -механизм фиксации, разрез по А-А на фиг.1; на фиг.З - разрез по Б-Б на фиг.2, показано исходное положение механизма фиксации, на фиг.4 - то же, показано рабочее положение механизма фиксации.
Станок содержит станину 1 с вертикальными направляющими 2, индуктор 3, установленный с возможностью вертикального перемещения, нижний центр 4 с приводом вращения (не показан) и каретки 5, на одной из которых установлен верхний центр 6, а на другой - люнет 7.
Каретки 5 перемещаются по направляющим 2 посредством ходового винта 8 и гайки 9.
Скольжение кареток 5 происходит по плоскостям 10, 11 и 12 направляющих 2. Каждая каретка 5 снабжена механизмом фиксации 13, который взаимодействует с
наклонными плоскостями 14 направляющих 2.
Механизм фиксации 13 включает в себя силовой цилиндр 15, клин 16, взаимодействующий с подпружинным роликом
17, который посредством тяг 18 связан с рычагами 19.
Внутренние поверхности рычагов 19 выполнены в виде зубчатых реек 20, а внешняя поверхность гайки 9 выполнена в виде
5 шестерни 21 для зацепления с зубчатыми рейками 20. На рычагах 19 посредством вертикальных шарниров 22 смонтированы башмаки 23, имеющие возможность взаимодействия с наклонными плоскостями 14
0 направляющих 2,
Станок работает следующим образом. При перемещениях кареток 5 механизм фиксации 13 каждой каретки 5 находится в исходном положении. При этом шток цилин5 дра 15 с клином 16 отведены вправо, зубчатые рейки 20 зацеплены с шестерней 21, гайка 9 неподвижна по отношению к каретке 5, а башмаки 23 отведены от плоскостей 14 направляющих 2. При перемещении ка0 ретки 5 между плоскостями 10, 11 и 12 направляющих 2 и плоскостями скольжения каретки 5 существует свободное перераспределение зазоров, обусловленных допусками на посадки скольжения.
5После остановки одной из кареток 5 в
заданном рабочем положении производят
, ее фиксацию на направляющих 2 станины 1.
Для этого шток цилиндра 15 с клином 16
перемещают влево, рычаги 19 расходятся,
0 при этом рейки 20 расцепляются с шестерней 21, а башмаки 23 прижимаются к плоскостям 14, самоустанавливаясь по ним посредством шарниров 22.
Так как плоскости 14 расположены под
5
углом к направлению распорного усилия
башмаков 23, то благодаря разложению сил от этого усилия, каретка 5, самоустанавливаясь и обеспечивая равнораспределенные зазоры относительно плоскостей 11 и 12,
0 прижимается к плоскостям 10 направляющих 2.
Вторая каретка 5 перемещается аналогично первой, при этом в зафиксированной каретке 5 гайка 9.будучи расцепленной с
5 рейками 20, свободно вращается вместе с винтом 8.
Формула изобретения Станок для термообработки цилиндри- ческих изделий, содержащий индуктор, станину с вертикальными направляющими и установленными на них с возможностью перемещения каретками с верхним центром и люнетом и нижним центром с приводом его вращения, механизмы фиксации кареток в виде клина с силовым цилиндром и рычагов с закрепленными на их концах рейками, подпружиненного относительно клина несущего ролика и серег, отличающий- с я тем, что, с целью повышения качества термообработки .путем обеспечения точности позиционирования верхнего центра и люнета, рычаги выполнены с шарнирно закрепленными на их концах башмаками, имеющими возможность взаимодействия с поверхностью направляющих.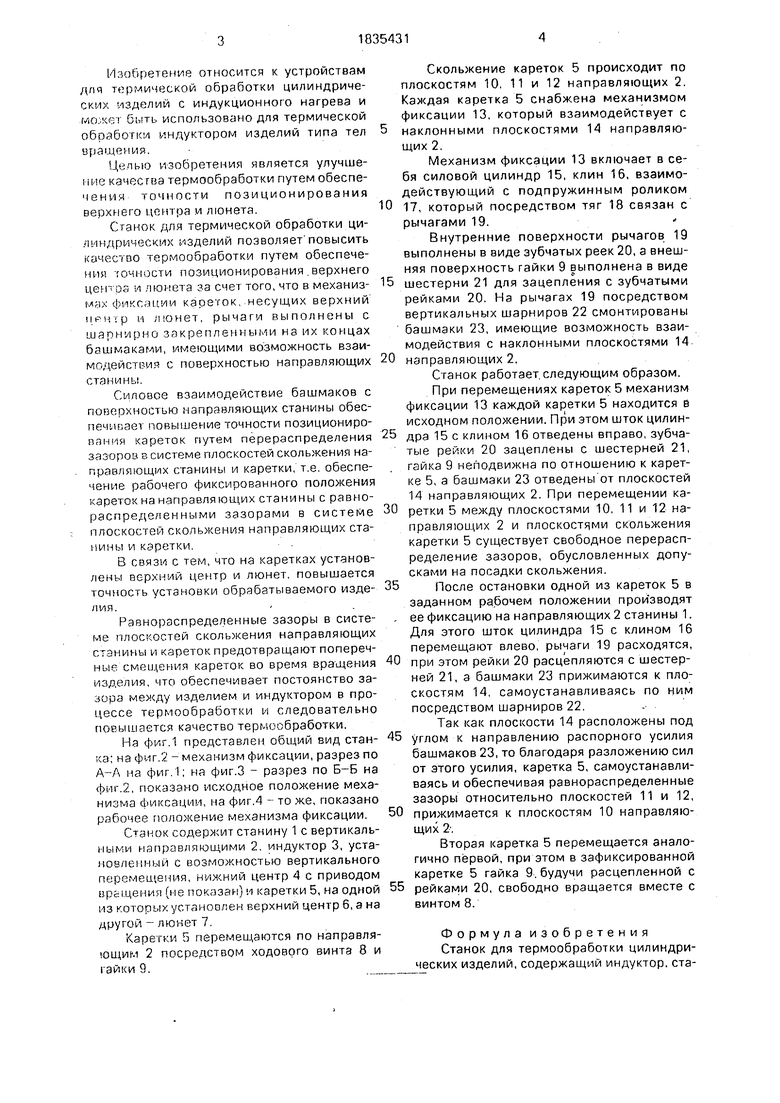
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Станок для термообработки концов длинномерных изделий | 1989 |
|
SU1687630A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ВАЛОВ | 1971 |
|
SU306176A1 |
| Станок для закалки деталей | 1983 |
|
SU1133303A1 |
| Автоматический станок для термической обработки цилиндрических деталей | 1975 |
|
SU631544A1 |
| Установка для индукционного нагрева | 1985 |
|
SU1409670A1 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
Сущность изобретения: станок содержит станину 1 с вертикальными направляющими 2, индуктор, нижний центр и две каретки 5, установленные.на направляющих 2. На одной каретке 5 смонтирован верхний А ю Ю е - е х центр, а на другой - люнет. Каждая каретка 5 снабжена связанными с силовым цилиндром 15 распорными рычагами 19 для фиксации каретки 5 на направляющих 2. На рычагах 19 посредством вертикальных шарниров 22 установлены башмаки 23. При фиксации кареток 5 башмаки 23 прижимаются к направляющим 2 и прижимают к ним каретки 5, обеспечивая рабочее фиксированное положение кареток 5 на направляющих 2 станины 1 с равнораспределенными зазорами в система плоскостей скольжения направляющих станины и кареток. Исключаются поперечные смещения кареток 5 от динамических усилий, возникающих при вращении обрабатываемого изделия, обеспечивается постоянство зазора между индуктором и нагреваемой поверхностью, и следовательно, повышается tкачество термообработки. 4 ил. А-А пойерлуто W 119 13 1 с о Ё 00 CJ СЛ СО 11 д is я Фж.г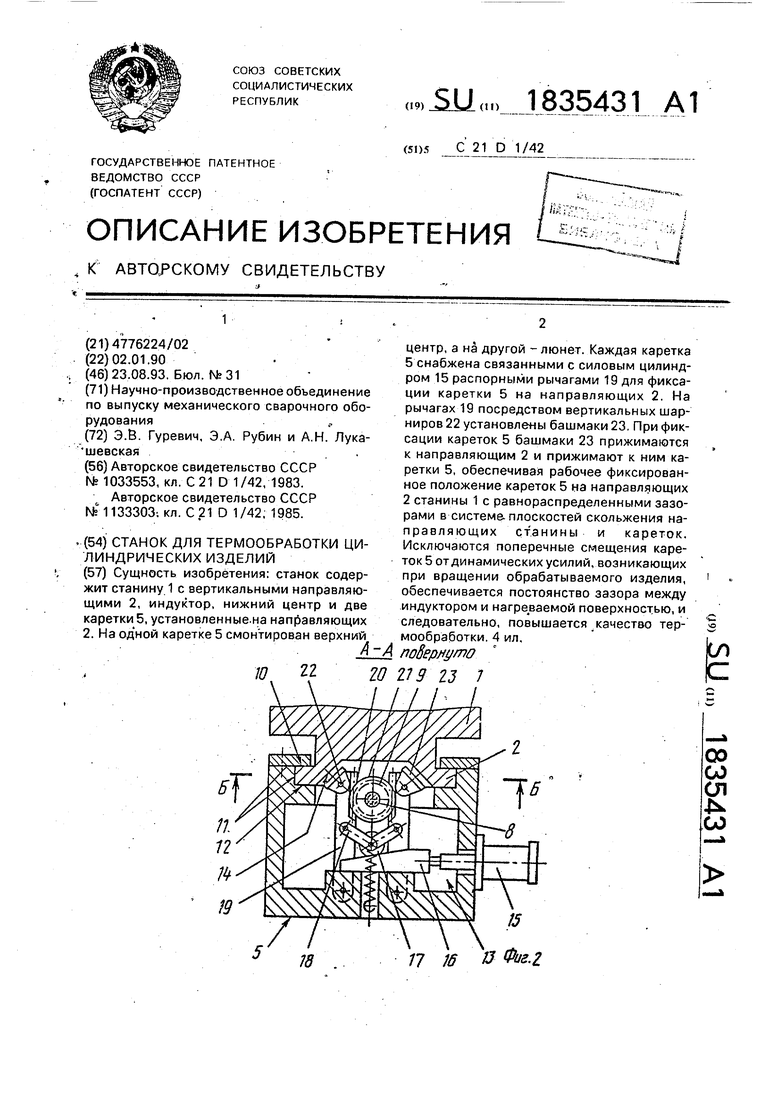
/LL r
л1.
/- ,. ,„.. |/ В
/ N/
/ ,/т
5
V
т.
ж,
4
Л. А
s
iBoJL. i
,/
5
г
Фиг.1
и 23 23 V
Б-Бft 19 №
11
| Станок для индукционной закалки изделий | 1981 |
|
SU1033553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Станок для закалки деталей | 1983 |
|
SU1133303A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
