Изобретение относится к обработке металлов, в частности к разделению проволоки из дисперсионнотвердеющих сплавов малых диаметров (0,2 мм и менее), и может быть использовано в радиотехнике для изготовления проволочных сопротивлений. Известно устройство для правки и резки проволоки в котором механиз резки состоит из пары находящихся в зацеплении шестерен, имеющих про- точки для прохода в проволоки и вставленные в них ножи, направляюще втулки и приводного механизма резки состоящего из сменных шестерен и ва ла с жестко закрепленным на нем поводком. Резка проволоки происходит механическим способом вращающимися ножами, выполненными в виде шестерен при передаче им вращения привод ным механизмом резки. За каждый обо рот вращения ножей происходит отрез ние куска проволоки Li. Однако для проволоки малых диаметров (0,2 мм и менее) не удается I избежать заусенца. Более того, режущи .кромки затупляются, что ведет к ухудшению качества резки. Известен станок для правки и рез ки проволоки, в котором в качестве механизма резки применяется прецези онная пара, состоящая из цилиндра и плунжера с режущими кромками, выполненного в виде ножа. Резка проволоки происходит механическим способом, при этом длина отрезка соответствует длине окружности натяжного барабана, электрически связанног с сердечником электромагнита, входящего в систему электропривода механизма резки L2. Однако данный механизм резки быс ро изнашивается, его режущие кромки затупляются, в результате чего качество резки ухудшается. Кроме того, на концах отрезков проволоки образуются заусенцы. Наиболее близким к предлагаемому по техническому рещению является устройство для разделения проволоки, которое позволяет осуществлять разделение проволоки на отрезки, не имеющие заусенцев на концах, и содержит установленные на станине механизм натяжения проволоки и средство для ее-нагрева, включающее два изолированных от станины токопроводя1чих элемента. 8I Разделение пронолоки на отдельHbie отрезки осуществляется методом электроразрыва, т.е. проволока на малом участке между фильерами нагревается путем пропускания по ней электрического тока и одновременно растягивается СзЗ. Недостатками данного устройства являются невозможность использования ее для работы в автоматическом режиме, вследствие чего она не может быть применена для массового производства деталей непрерывным способом из проволоки, намотанной на кассеты, так как для каждого разделения проволоки необходимо вручную производить ее заправку на установку; невозможность автоматического разделения проволоки на одинаковые отрезки заданной длины; низкаяпроизводительность труда вследствие ручных манипуляций по заправке проволоки на установку при каждом ее разделении и по установлению заданной длины получаемого отрезка проволоки-. Цель изобретения - повьшение производительности процесса мерной резки дисперсиокнотвердеющих сплавов малых диаметров (0,2 мм и менее). Поставленная цель достигается тем, что в устройстве для разделения проволоки, содержащем установленные на станине механизм натяжения проволоки и средство для ее нагрева, включающее два изолированных от станины токоподводящих элемента, соединенных с источником тока, механизм натяжения состоит из двух пар роликов, каждая из которых состоит из приводного натяжного ролика и подпружиненного к нему npi-гасимного, из которых натяжные ролики установлены с возможностью вращения в одну сторону с одинаковыми угловыми скоростями, а натяжной ролик первой по направлению движения проволоки пары имеет диаметр в 1,5 -2,0 раза меньше диаметра натяжного ролика второй пары, при этом первый токопроводящий элемент выполнен в виде металлической втулки, установленной между парами роликов, а второй - в виде упругого металлического контакта, установленного на тянущем ролике второй по направлению движения проволоки пары. Металлическая втулка нагревательного средства установлена под углом 10-15 к оси проволоки. 3 - 1 На чертеже изображена принципиальная схема предлагаемого устройства для разделения проволоки. Устройство состоит из смонтированных на станине 1, изготовленной из токонепроводящего материала, кассетодержателя 2 с кассетой 3, проволоки 4, направляющей втулки 5, металлического сменного дозирующего ролика 6, прижимного ролика 7, выполненного из токонепроводящего материала, металлической втулки 8, подключенной к источнику тока 9, тянущего сменного 10 и прижимного 11 роликов, выполненных из токонепро водящего материала, упругого контакта 12-, установленного на тянущем ролике 10 и выполненного в виде тонкой металлической пластины, подключенной к источнику тока 9, приемного лотка 13. Прижимные ролики 7 и 11 снабжены пружинами 14 и 15. Длина окружнос ти дозирующего ролика 6 соответствует заданной длине отрезка проволоки при этом его диаметр меньше диаметра тянущего ролика 10 в 1,5-2 раза с целью создания натяжения проволоки, необходимого для ее электроразрыва в момент касания упругого контакта 12 проволоки 4. Металлическая втулка 8 режущего механизма установ лена под углом 10-15 к прямой линии между точками касания двух пар роликов механизма натяжения проволоки, -что способствует надежному элек трическому контакту между втулкой 8 и разделяемой проволокой 4 при каждом замьжании электрической цепи упругим контактом 12. Устройство работает следующим об разом. Подлежащая резке проволока 4 с кассеты 3 проходит.через напрарляющую втулку 5 между дозирующим 6 и прижимными 7 роликами. Последний подпружинен пружиной 14. Далее проволока делает один полный оборот вокруг ролика 6, проходит через металлическую втулку 8, между тянущим роликом 10 и прижимным роликом 11, подпружиненным пружиной 15. Тянущий 10 и дозирующий 6 ролики имеют, одинаковую угловую скорость, но так как диаметр ролика 10 больше ди аметра ролика 6 происходит натяжение проволоки 4 и проскальзывание е между второй парой роликов 10 и 11. При каждом обороте тянущего ролика 10 установленньгй на нем упру84гий контакт 12 касается проволоки 4, замыкая электрическую , цепь (источник тока - втулка - участок проволоки - упругий контакт источник тока). По проволоке 4 на малом участке (1 - 1,5 мм) между втулкой 8 и местом касания проволоки упругим контактом. 12 проходит электрический ток источника 9. Под действием электрического тока этот участок проволоки, вьтолняющий роль электрического сопротивления, нагревается за доли секунды при сравнительно небольших напряжениях, и в результате натяжения проволоки 4, создаваемого роликом 10, происходит ее разрыв. Отрезок проволоки, проходя между роликами 10 и 11, поступает в приемный лоток 13. Проволока продолжает поступать с кассеты 3 под действием роликов 6 и 7, захватывается роликами 10 и 11, и процесс резки повторяется. На предлагаемом устройстве осуществляется разделение, предварительно направленной и намотанной на круглые кассеты проволоки на отрезки заданной ДЛИНБ1 диаметром 0,1 мм из дисперсионнотвердеющих сплавов 46 НМ и бериллиевой бронзы БВ 2. При заданной длине отрезков отклонения составляют не более ±1 мм. На концах получаемых отрезков заусенцы не образуются, концы получаются сигарообразной формы. При этом устройство осуществляет разделение проволоки на отрезки заданной длины в автоматическом режиме до полной обработки всей кассеты. При воспроизведении процесса разделения проволоки на устройстве-прототипе после каждого разделения приходится снова вручную Заправлять проволоку и устанавливать необходимую длину получаемого отрезка, что резко снижает производительность труда и увеличивает трудоемкость процесса разделения проволоки. Таким образом, предлагаемое устройство в сравнении с прототипом позволяет осуществить разделение тонкой проволоки (диаметром 0,2 мм и менее) без заусенца на концах отрезков, при этом разделение проволоки осуществляется непрерывным способом - в азтоматическом режиме. Отклонение длины получаемых отрезков от заданной не превьшает t1 мм. Все эти качества получаемой проволоки и преимущестS11342686
ва предлагаемого устройства позволили ний из предварительно выправленной использовать его в радиотехнике при проволоки дисперсионно-твердеющих изготовлении npoBOJJO4Hbix сопротивле- сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения проволоки электроразрывом | 1986 |
|
SU1348042A1 |
| Устройство для разделения проволоки | 1982 |
|
SU1087236A1 |
| Способ правки проволоки | 1983 |
|
SU1151347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для правки проволоки | 1985 |
|
SU1286329A1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОВОЛОКИ НА ЗАГОТОВКИ | 2002 |
|
RU2221667C1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
Г. УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ПРОВОЛОКИ,, содержащее установленные на станине механизм натяжения проволоки и. средство для ее нагрева, включающее два изолированных от станины токоподводящих элемента, соединенных с йвточником тока, о тличающееся тем, что, с целью повышения производительности, механизм натяжения состоит из двух пар роликов, каждая из которых состоит из приводного натяжного ролика и подпружиненного к нему прижимного, из которых натяжные ролики установлены с возможностью вращения в однусторону с одинаковыми угловыми скоростями, а натяжной ролик первой по направлению движения проволоки пары имеет диаметр в 1,5-2,0 раза меньше диаметра натяжного ролика второй пары, при зтом первый токопроводящий элемент выполнен в виде металлической втулки, установленной между парами роликов, а второй - в виде упругого металлического контакта, установленного на тянущем ролике, второй по направлению движення проволоки пары, 2. Устройство по П.1, о т л и ч-ашщееся тем, что/металлическая втулка нагревательного средства установлена под углом 10-15 к оси подачи проволоки. 9 ,10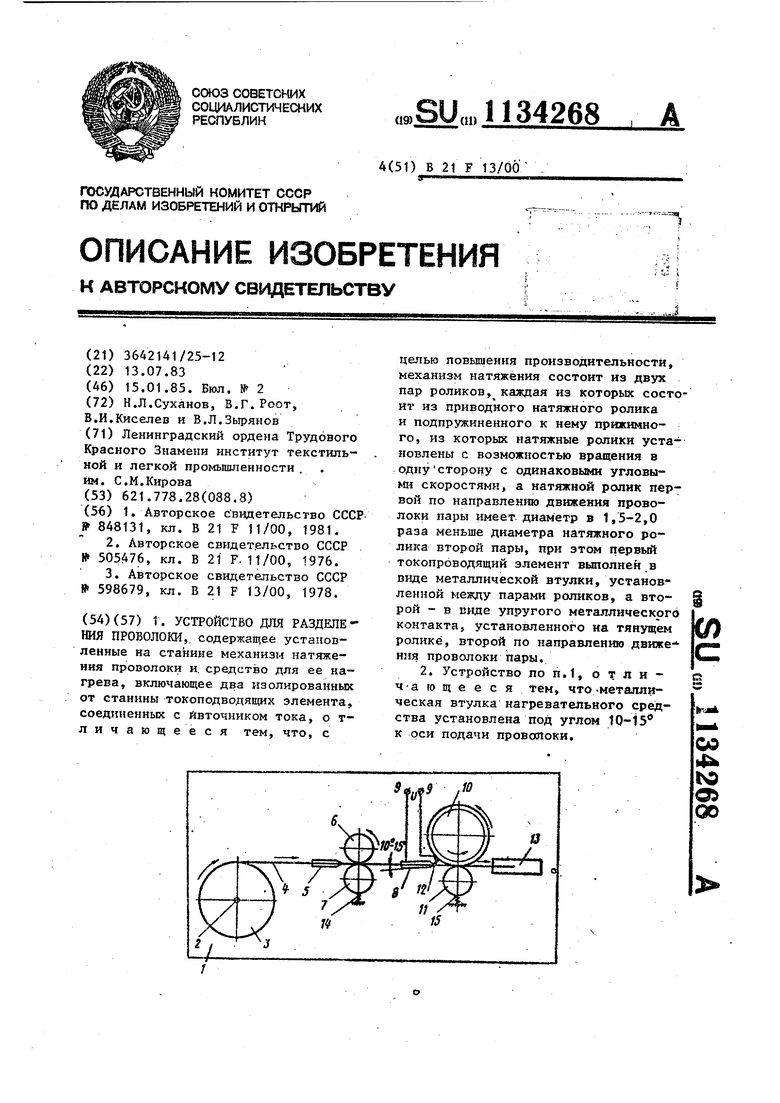
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для правки и резки проволоки | 1978 |
|
SU848131A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
