2. Устройство по п.I, о т л и чающееся тем, что в качестве измерителя действующих на щейки
отгибающих усилий применен измеритель давления ра5очей жидкости в системе принудительного гидроизгиба рабочих валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| Способ определения прогиба бочек рабочих валков при прокатке | 1978 |
|
SU766690A1 |
| ЛИСТОПРОКАТНЫЙ СТАН КВАРТО | 2008 |
|
RU2381848C1 |
| Устройство для измерения раствора валков в процессе прокатки | 1978 |
|
SU759164A1 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Способ прокатки широких полос илиСТОВ | 1979 |
|
SU839625A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Устройство для измерения натяжения при прокатке | 1981 |
|
SU966019A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
1. УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПРОгаВА РАБОЧИХ ВАЛКОВ с системой принудительного гидроизгиба, содержащее измерители положения шеек или подушек рабочих валков,суммирукмций блок, входы которого соединены с выходами измерителей положения, а выход блока является выходом устройства, отлич-ающееся тем, что, с целью повышения точности измере ния. прогиба рабочих валков, оно дополнительно содержит измеритель действующих на шейки отгибаюпщк усилий, выход которого подсоединен к дополнительному входу суммирующего блока. г со ел сд 9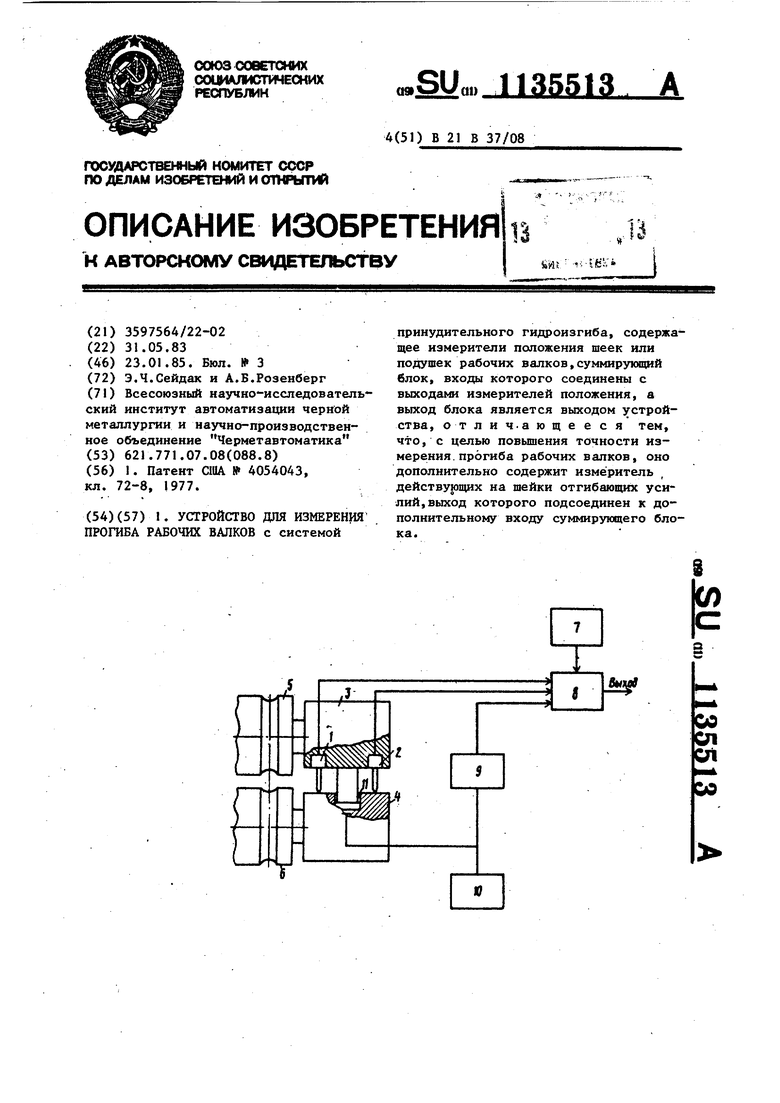
Изобретение относится к области прокатки, в частности к контрольным и регулирующим устройствам прокатных станов, и может быть использова но в системах автоматического регулирования толщины, профиля и- формы полос, прокатываемых на непрерывных прокатных станах, например на непре рьтных широкополосных станах горяче прокатки. Наиболее близким к предлагаемому по технической сущности является устройство для измерения прогиба рабочих валков с системой принудительного гидроизгиба в процессе про катки, содержащее измерители положе ния щеек рабочих валков и суммирующий блок, входы которого соединены с выходами измерителей положения, а выход блока является выходом всег измерительного устройства D3. Однако прогиб валков известным устройством определяется по положению шеек или связанных с ними подуш рабочих валков относительно заданного настроечного значения. При отсутствии в клети регулируе мого распора подушек рабочих валков лоложение шеек однозначно связано с прогибом бочки валка и точность измерения прогиба определяется в основном погрешностью самих измери телей положения шеек. При оснащении же клетки гидравлическими средствами для принудительного изгиба в процессе прокатки рабочих валков к шейкам этих вал ков в вертикальной плоскости прикла .дывается значительное регулируемое |уеш1ие распора. Под действием этого усилия изменяется прогиб бочки каждого рабочего вштка, а шейки валков отгибаются. Если прогиб бочки валка зависцт как от усипия прокатки, так и усилия распора, то отгиб шейки зависит только от приложенног усилия распора. Это приводит к нарушению однозначной связи между прогибом и положением шеек валков и, следовательно, к дополнительной погрешности измерения прогиба рабочих валков с помощью известного устройства. Цель изобретения - повьппение точности измерения прогиба рабочих валков. Поставленная цель достигается тем,что устройство для измерения прогиба рабочих валков с системой принудительного гидроизгиба, содержащее измерители положения шеек или подушек рабочих валков, суммирующий блок, входы которого соединены с выходами измерителей положения, а выход блока является выходом устройства, дополнительно содержит измиритель действующих на шейки отгибающих усилий, выход которого подсоединен к дополнительному входу суммирующего блока. Кроме того, в качестве измерителя действующих на шейки отгибающих усилий применен измеритель давления рабочей жидкости в системе принудительного гидроизгиба рабочих валков. Включение в устройство измерителя действующих на шейки отгибающих усилий позволяет учитывать при измерении прогиба валков изменение положения шейки валка за счет ее отгиба относительно положения бочки и тем самым устранить погрешность, вызванную зтим отгибом. На чертеже представлена схема устройства для измерения прогиба рабочих валков в процессе прокатки. Устройство содержит расположенные на разном расстоянии от оси прокатки змерители 1 и 2 взаимного положения подушек 3 и 4 соответственно верхего 5 и нижнего 6 рабочих валков, блок 7 установки нуля выходного сигнала, суммирующий блок 8, входы кото
| I | |||
| Патент США № 4054043, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
