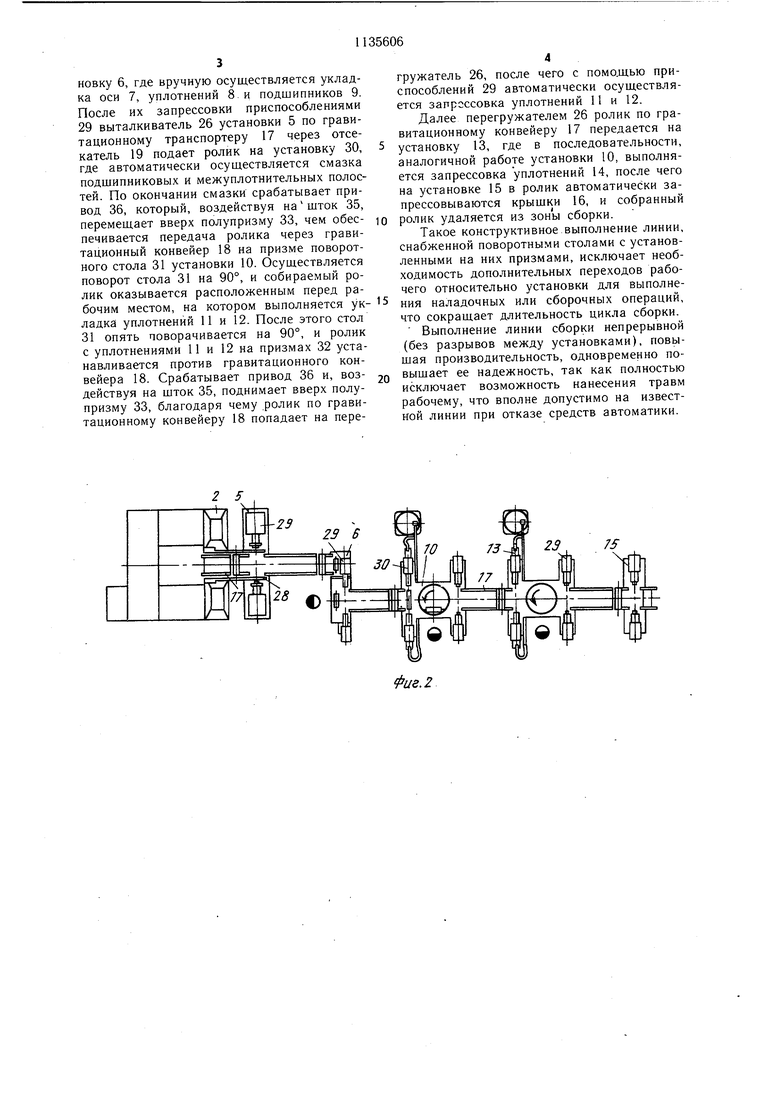
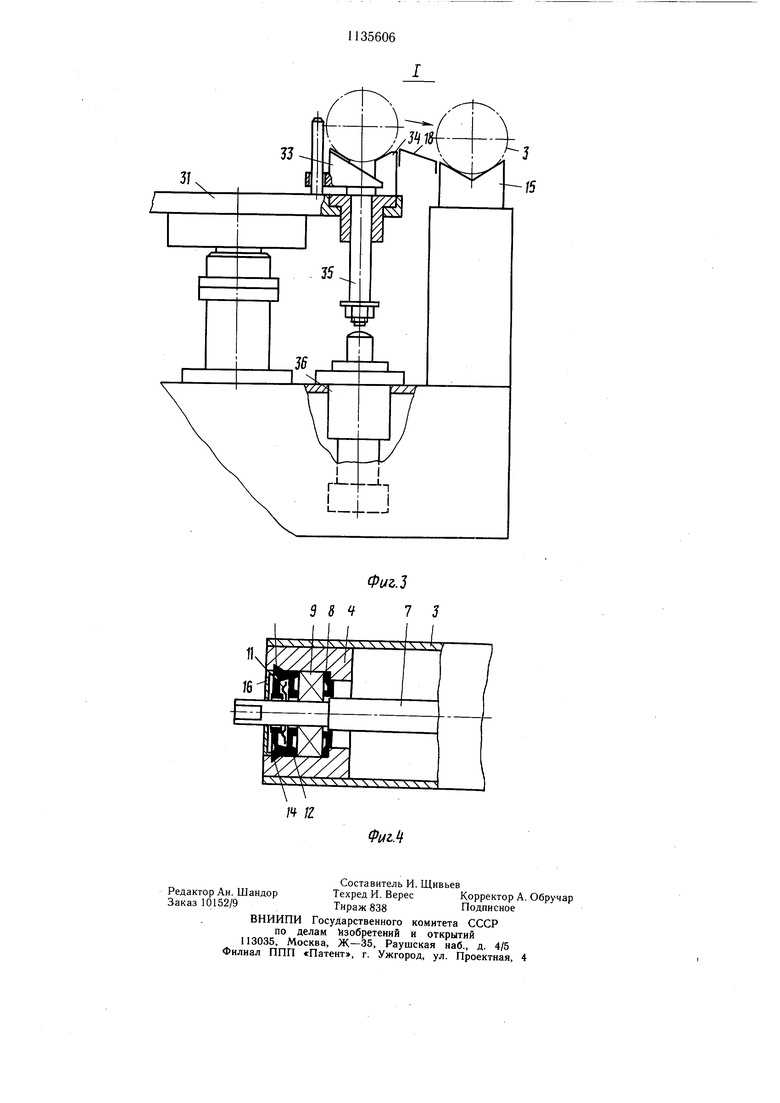
Изобретение относится к машиностроению, а именно к автоматизации и механизации Уборочных процессов и может быть использовано в различных областях народного хозяйства, в частности, при сборке роликов ленточных конвейеров. Известна линия сборки роликовых конвейеров, содержащая расположенные по ходу технологического процесса установки со сборочными приспособлениями, соединенные гравитационными конвейерами, отсекатели и перегружатели с приводом их перемещения в вертикальной плоскости 1. Недостатком известной линии является низкая производительность, так как для выполнения сборочных и наладочных операций рабочему приходится заходить в разрывы между станками, что связано с временными затратами. Кроме того, имеются неоправданные затраты времени на передачу собираемого ролика с. предыдущей позиции на последующую. Целью изобретения является повыщение производительности линии сборки роликов конвейеров. Указанная цель, достигается тем, что линия сборки роликов конвейеров, содержащая расположенные по ходу технологического процесса установки со сборочными приспособлениями, соединенные с гравитационными конвейерами, отсекатели и перегружатели с приводом их перемещения в вертикальной плоскости, снабжена столами, расположенными между установками со сборочными приспособлениями, и перегружателями, и установленными с возможностью поворота в горизонтальной плоскости и смонтированными на столах призмами, выполненными в виде двух полупризм, одна из которых закреплена неподвижно, а другая установлена с возможностью возвратно-поступательного перемещения в вертикальной плоскости. На фиг. 1 изображена автоматическая линия сборки роликов конвейеров, вид спереди; на фиг. 2 - то -же, вид сверху; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - собираемое изделие в сборе. Линия сборки состоит из установленных по ходу технологического процесса бункеров 1 и 2 соответственно для труб 3 и стаканов 4, установки 5 со сборочными приспособлениями для автоматической запрессовки стаканов 4 в трубы 3, установки 6 со сборочными приспособлениями для укладки оси 7, уплотнений 8 и подщипников 9, установки 10 со сборочными приспособлениями для автоматической смазки подщипниковых полостей и запрессовки уплотнений 11 и 12, установки 13 со сборочными приспособлениями для запрессовки уплотнений 14, установки 15 со сборочными приспособлениями для-автоматической запрессовки крыщек 16 Упомянутые установки со сборочными приспособлениями соединены между собой гравитационными конвейерами 17. На установках 10 и 13 дополнительно смонтированы гравитационные конвейеры 18, аналогичные конвейерам 17. Между гравитационными конвейерами 17 и установками 5,6,10,13 и 15 установлены отсекатели-19 с приводами 20. В бункере 1 щарнирно смонтирован ворощитель 21 с приводом 22 и питатель, выполненный в виде захвата 23 с рычагом 24, шарнирно связанным с приводом 25. Перед каждым из гравитационных конвейеров 17 расположен перегружатель 26, смонтированный на приводе 27. На бункерах 2 закреплены направляющие 28 для ориентированной подачи стаканов 4 на установку 5. Установки 5,6,10,13 и 15 снабжены сборочными приспособлениями 29, а перегружатели 26 - устройствами для ориентации и удержания собираемых роликов относительно сборочных приспособлений 29 в процессе сборки (не показаны). Установки 10 и 13 со сборочными позициями дополнительно снабжены устройствами 30 для автоматической смазки соответственно подщипниковых и межуплотнительных полостей. Между установками 10 со сборочными позициями и перегружателями 26 размещен стол 31, установленный с возможностью поворота в горизонтальной плоскости,, такой же стол размещен между установкой 13 со сборочными позициями и перегружателем 26. На поворотном столе смонтированы призмы 32, выполненные из двух полупризм 33 и 34. Полупризмы 33 закреплены на щтоке 35 и установлены с возможностью возвратнопоступательного перемещения в вертикальной плоскости при взаимодействии штока 35 с приводом 36. Полупризмы 34 жестко закреплены на столе 31. Управление процессом сборки осуществляется блоком управления по командам с соответствующих датчиков, установленных на каждой из сборочных позиций. Блок управления и датчики на чертежах не показаны. Работа линии заключается в следующем. Трубы 3 и стаканы 4 загружаются соответственно в бункеры I и 2 и ориентированно и поштучно подаются на установку 5, на которой автоматически с помощью сборочных приспособлений 29 осуществляется запрессовка двух стаканов 4 в трубу 3. Ориентированная и пощтучная подача труб на установку 5 со сборочными позициями осуществляется с помощью ворощителя 21 с приводом 22, захвата 23 с рычагом 24, гравитационного конвейера 17 и отсекателя 19 с приводом 20. После запрессовки выталкиватель 26 с помощью привода 27 по гравитационному конвейеру 17 передает через отсекатель 19 собираемый ролик на. установку 6, где вручную осуществляется укладка оси 7, уплотнений 8, и подшипников 9. После их запрессовки приспособлениями 29 выталкиватель 26 установки 5 по гравитационному транспортеру 17 через отсекатель 19 подает ролик на установку 30, где автоматически осуществляется смазка подшипниковых и межуплотнительных полостей. По окончании смазки срабатывает привод 36, который, воздействуя на шток 35, перемещает вверх полупризму 33, чем обеспечивается передача ролика через гравитационный конвейер 18 на призме поворотного стола 31 установки 10. Осуществляется поворот стола 31 на 90°, и собираемый ролик оказывается расположенным перед рабочим местом, на котором выполняется укладка уплотнений 11 и 12. После этого стол 31 опять поворачивается на 90°, и ролик с уплотнениями 11 и 12 на призмах 32 устанавливается против гравитационного конвейера 18. Срабатывает привод 36 и, воздействуя на шток 35, поднимает вверх полупризму 33, благодаря чему ролик по гравитационному конвейеру 18 попадает на перегружатель 26, после чего с помо.щью приспособлений 29 автоматически осуществляется запрессовка уплотнений 11 и 12.
Далее перегружателем 26 ролик по гравитационному конвейеру 17 передается на установку 13, где в последовательности, аналогичной работе установки 10, выполняется запрессовка уплотнений 14, после чего на установке 15 в ролик автоматически запрессовываются крышки 16, и собранный ролик удаляется из зоны сборки.
Такое конструктивное выполнение линии, снабженной поворотными столами с установленными на них призмами, исключает необходимость дополнительных переходов рабочего относительно установки для выполнения наладочных или сборочных операций, что сокращает длительность цикла сборки.
Выполнение линии сборки непрерывной (без разрывов между установками), повышая производительность, одновременно повышает ее надежность, так как полностью исключает возможность нанесения травм рабочему, что вполне допустимо на известной линии при отказе средств автоматики.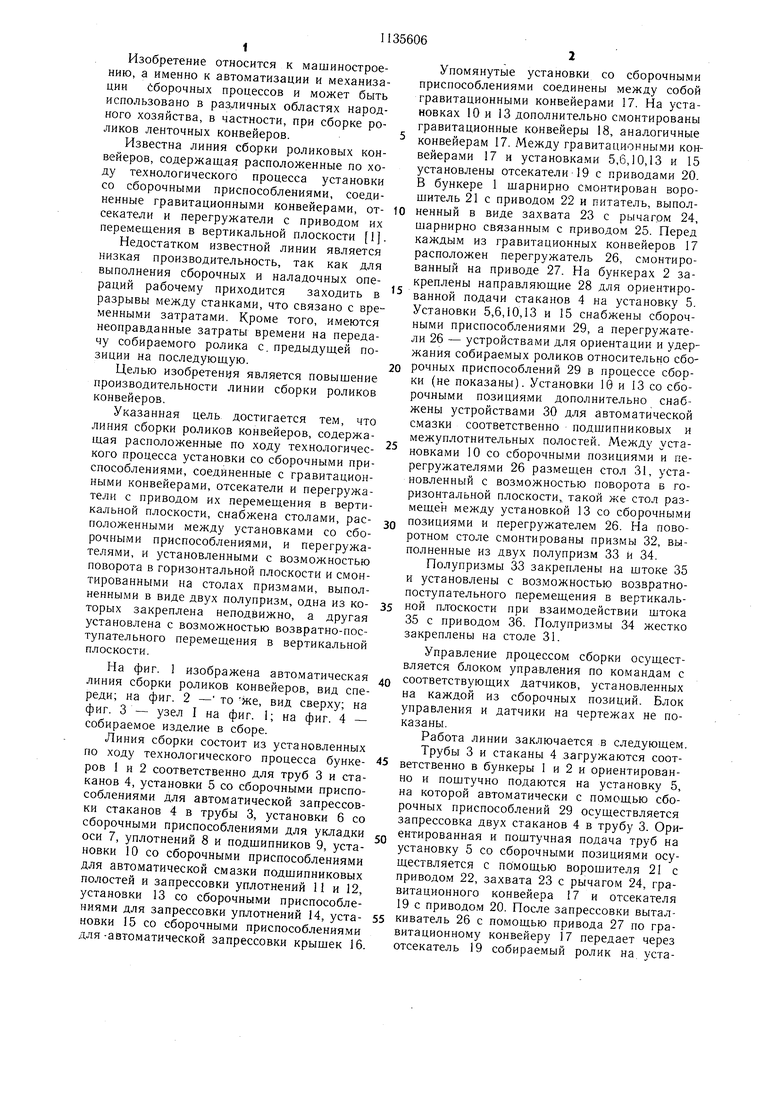
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Линия сборки | 1975 |
|
SU564137A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Автоматическая линия термической сборки роторов электродвигателей | 1981 |
|
SU998080A2 |
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Автомат для сборки и сварки | 1982 |
|
SU1073040A1 |
ЛИНИЯ СБОРКИ РОЛИКОВ КОНВЕЙЕРОВ, содержащая расположенные по ходу технологического процесса установки со сборочными приспособлениями, соединенные гравитационными конвейерами, отсекатели и перегружатели с приводом их перемещения в вертикальной плоскости, отличающаяся тем, что, с целью повыщения производительности линии, она снабжена столами, расположенными между установками со сборочными приспособлениями и перегружателями, и установленными с возможностью поворота в горизонтальной плоскости и смонтированными на столах призмами, выполненными в виде двух полупризм, одна из которых закреплена неподвижно, а другая установлена с возможностью возвратно-поступательного перемещения в вертикальной плоскости.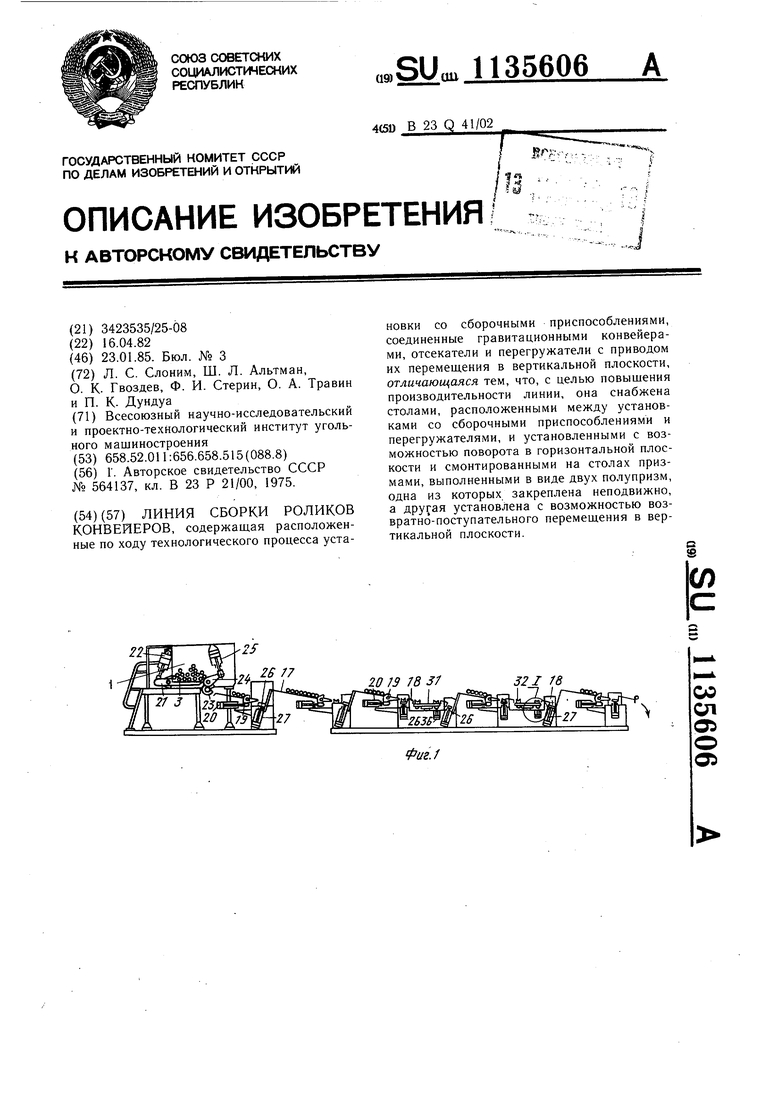
| Г | |||
| Линия сборки | 1975 |
|
SU564137A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
